
高强度钢板过渡坡口加工工艺
2021-05-28 07:39李云
金属加工(冷加工) 2021年5期
李云
徐工消防安全装备有限公司 江苏徐州 221000
1 序言
随着工程机械产品性能的日益完善,工程机械产品向着轻量化、智能化方向发展。轻量化的产品不仅能够降低工程机械的能耗,还能提升作业性能。为了减轻产品的结构件质量,在结构件的设计过程中,经常采用薄钢板与厚钢板对接焊的方法,这样不仅满足了结构件的强度要求,还降低了其整体质量。采用这种焊接方式需要在钢板上加工过渡坡口,本文就高强度钢板过渡坡口的加工工艺展开研究,通过使用多种方法加工该类型坡口,为加工其他同类型工件提供参考依据。
2 工件分析
图1为一种举高喷射类消防车臂架结构上的侧板,材质为Q890D高强钢。工件边缘是一个由15°坡口及30°坡口组成的过渡坡口,该坡口无法直接使用等离子切割机气割成形,现场使用立式加工中心进行加工。
3 加工设备及刀具
加工设备为友嘉VB-715A三轴立式加工中心,工作台尺寸为1600mm×715mm,数控系统为FANUC 0i-MF,刀具为山特维克可乐满R390型φ40mm玉米铣刀(见图2)。
4 工件的装夹方式
工件在机床工作台上的装夹方式及工件坐标系的位置如图3所示,为保证过渡坡口的钝边与机床的X轴平行,使用压板将工件压紧。
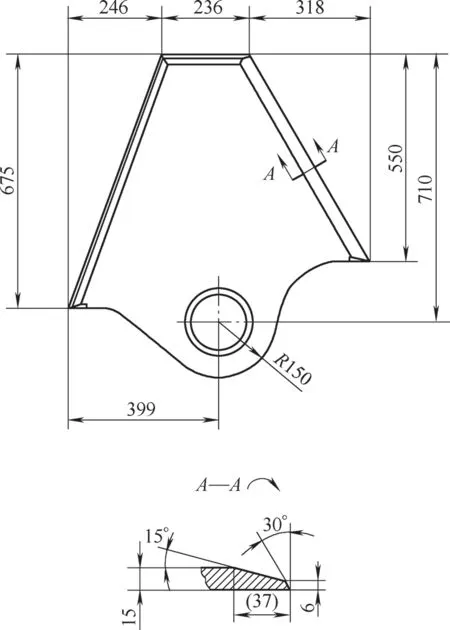
图1 举高喷射类消防车臂架结构上的侧板

图2 山特维克可乐满R390型φ40mm玉米铣刀
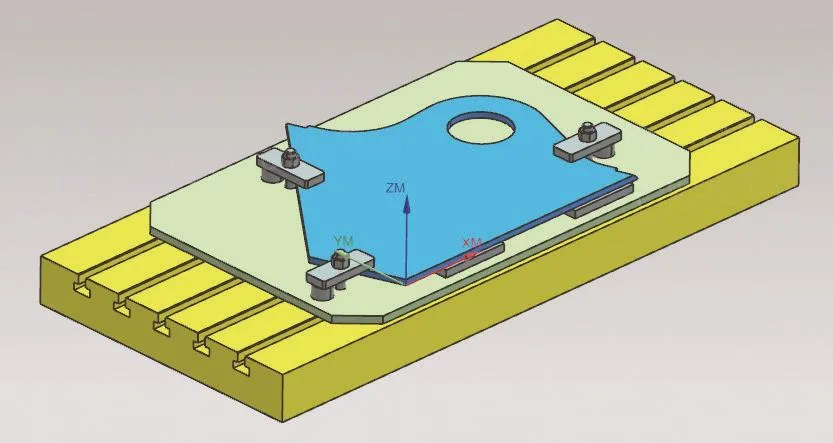
图3 工件的装夹方式及工件坐标系的位置
5 使用宏程序编程进行加工
根据图1中的A-A剖视图,将过渡坡口的角度、板厚和坡口长度等参数设置成变量(见图4),使用宏程序编程进行加工,这样就提高了程序的通用性,可以加工不同板厚及不同角度的过渡坡口。
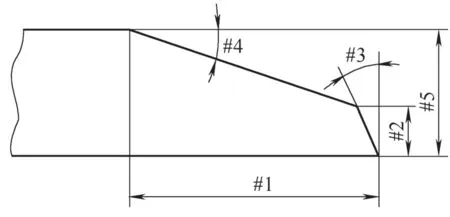
图4 宏程序中的变量示意
使用可编程参数输入几何补偿的技巧加工该过渡坡口。可编程参数输入几何补偿的指令代码为G10 L12 P_ R_,其中P是刀号,R是刀具补偿值(使用G90绝对值编程模式,此处R为刀具半径值)。
程序代码如下:
T1M06
#1=37
#2=6
#3=30
#4=15
#5=15(钢板厚度)
#6=600(过渡坡口的长度)
#8=20(刀具半径)
#10=0.2(#4坡口的每层切削深度)
#11=20(刀具半径)
#12=#2*TAN[#3]
#13=0.1(#3坡口的每层切削深度)
G0G54X0Y0
G0Z100
M03S800
M08
N10G0G40X-60Y0
G0Z#5
G10L12P1R#8
G0G40X-60Y0
G0G42Y#1D1F500
G01X#6F500
G00G40Z100
#5=#5-#10
#9=#10/TAN[#4]
#8=#8+#9
IF[#5GE#2]GOTO10
N20G0G40X-100Y0
G0Z#2
G10L12P2R#11
G0G40X-60Y0
G0G42Y#12D2F500
G01X#6F500
G00G40Z100
#2=#2-#13
#14=#13*TAN[#3]
#11=#11+#14
IF[#2GE0]GOTO20
G0Z200
M05
M30
使用该程序,在刀具允许的范围内,可以加工不同板厚的任意角度组合的过渡坡口,操作工只需要根据图样,更改程序开头的变量即可。该程序将刀具半径设为一个变量,该变量的初始值为真实的刀具半径数值,加工过程中每往下切削一层,刀具半径数值就会相应发生变化,并使用G10L12的代码将刀具半径值写入机床的刀补寄存器。一般情况下,对于较平缓的坡口,每层的切削深度应尽量设置得小一些;对于较陡峭的坡口,每层的切削深度可以尽量设置得大一些,这样能够在提升工件表面质量的同时兼顾加工效率。使用VERICUT软件对程序进行校验(见图5),并检查工件最终加工完成的形状(见图6),说明程序准确无误。

图5 使用VERICUT软件校验程序
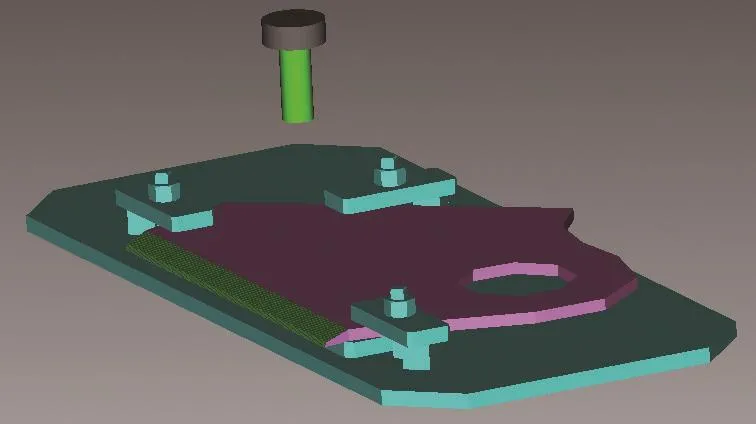
图6 使用VERICUT软件检查工件最终加工完成的形状
6 NX软件编程方法
除了使用上述宏程序编程的方法以外,该工件还可以使用NX软件进行自动编程。但是自动编程的缺点在于程序的行数较多,且不便于操作人员现场修改程序,程序的通用性较差,为此针对需要开过渡坡口的不同工件,需要编制多个程序。
该工件的过渡坡口水平方向最大长度为37mm,使用φ40mm的玉米铣刀加工,可以选择NX软件的型腔铣或者等高线精加工的策略进行加工。由于经过验证,使用型腔铣加工策略生成的刀具路径略显凌乱,因此使用等高线精加工的策略进行加工。为了避免多次反复提刀,于是优化刀具路径,在“非切削移动”中设置区域内转移方式为“无”,并设置转移类型为“直接”;同时设置切削类型为“混合”。使用等高线精加工策略最终生成的刀具路径如图7所示。

图7 使用等高线精加工策略最终生成的刀具路径
7 两种编程方法的比较
对两种编程方法进行比较如下:用宏程序编程的方法生成的程序可以针对不同的过渡坡口进行修改,通用性较强,且程序的行数较少,但需要计算变量间的三角函数关系,编程耗时略长;用NX软件生成的程序精度较高,编程速度快,但程序的通用性较差,需要针对不同尺寸的过渡坡口进行多次编程。
使用两种方法生成的程序都加工出了合格成品。除了这两种方法之外,该工件还可以使用五面体加工中心的BC轴万向铣头进行加工,也可以根据坡口的角度设计相应的夹具进行加工。
8 结束语
本文针对工程机械中常见的钢板对接过渡坡口,介绍了多种加工方法,并重点对宏程序编程和NX软件自动编程方法进行了介绍,比较了两种方法的优缺点。其中可编程参数输入几何补偿的技巧,以及NX等高线精加工策略中优化刀具路径的相关技巧,对其他同类型工件的加工具有一定的参考意义。
猜你喜欢
中国金属通报(2022年1期)2022-06-02
智能制造(2021年4期)2021-11-04
锻压装备与制造技术(2021年2期)2021-07-19
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
大型铸锻件(2015年4期)2016-01-12
应用科技(2015年5期)2015-12-09
时代农机(2015年3期)2015-11-14
