
TFT-LCD行业激光打码后面板强度改善
2021-06-06 23:00伍飞高王海荣刘富青胡亮亮刘明辉王忠山张孝天
中国新通信 2021年1期
关键词:激光
伍飞高 王海荣 刘富青 胡亮亮 刘明辉 王忠山 张孝天
【摘要】 目的:TFT-LCD行业因Array曝光设备产能制约,需要用到Q Panel激光打码。玻璃经过激光打码后,玻璃强度降低。为了提高玻璃强度,需要对激光打码工艺进行改善。方法:通过数据收集与DOE实验分析方法,找到了强度影响因子。通过改良工艺流程,实现激光打码后Panel强度提升;基于激光打码后强度提升的验证,有效解决了液晶玻璃在打码后的强度衰减问题。结果:结果显示,激光在低频率下,对玻璃损伤较小,通过实验与验证,脉冲频率为300KHz以下效果较好;通过微调激光打码速度,能有效提升玻璃强度,通过实验验证,打码速度设置500mm/s效果较好。结论:激光通过瞬时与Panel表面膜层发生一系列物理及化学反应,瞬间释放的能量能破坏玻璃的结构,需要降低作用于玻璃上的能量,以有效保护液晶玻璃,从而降低玻璃损伤。
【关键词】 TFT-LCD 液晶玻璃 激光 打码工艺 强度改善
引言
目前,TFT-LCD液晶显示各项关键技术已经取得了重大突破,液晶显示技术正在快速发展迭代[1]。二维码作为一种占用面积小,方便追溯及易于读取的方式,广泛应用于各行业中。在TFT LCD行业,在Panel上也采用了二维码的形式进行Panel ID识别。
TFT LCD行业使用的二维码一般是一个正方形平面图形,在Panel上进深大约几微米,加上二维码图形要设置在玻璃表面,这就要求二维码制作工艺水平要非常高。
目前液晶屏产能巨大,可以用曝光方式制作二维码的工艺设备非常昂贵,为了节约成本,并且使产能最大化,目前Array工序只在Glass上刻蚀少量Panel上的二维码,而Glass上剩下的绝大多数二维码需要后段加工补充完整。
激光技术应用场景广阔,发展越来越快,各国在加速研发新的激光器,导致激光打码机价格下探,并且性能不断提升。各大厂家争相推出激光打码机,这种设备的价格远低于Array刻蚀设备,加上节拍速度快,成为一种应用较普遍的打码设备。一般会将设备布局在Glass切割成Q Panel之后,用于Q Panel打码。
相比于Array刻蚀设备,激光打码由于是使用激光瞬时高温高能来去除TFT Mask图层。在激光的冲击下,除了TFT 表面的Mask图层遭到破坏外,玻璃内部结构也会受损。根据破片理论分析,玻璃强度下降有两个因素:Origin点和stress。通过仪器观察可知,玻璃的内部已经出现微裂纹,形成了导致强度下降的Origin点。Origin点在受到外力的作用时就会发生破片。
玻璃强度是评价加工状态的重要标准[2]。为了改善打码后的Panel强度,我们通过改变打码机的参数,修改TFT Mask图层。通过实验室定点检测二维码位置的强度变化,得出强度变化的影响因子,通过改善工艺条件,可以很好的控制并降低激光打码对玻璃造成的损伤,具有较大的参考和应用价值。
一、激光及打码原理
半导体激光器是一种电-光转换器件,通过电子与空穴复合时产生受激辐射效果,从而输出激光[3]。激光在焦点处有明显的聚热效应,在高能的作用下,附近的粒子会被迅速打碎[4]。激光具有很强的穿透性,能够使金属表面快速达到熔点,进而金属状态发生变化[5]。在TFT LCD行业中,Array刻蚀工艺制作出来的金属层非常薄,利用激光的这一性质,可以通过激光打点的方式刻画出二维码图形。通过观察玻璃基板表面图层的3D成像可知,激光spot的热效应从中心往外衰减。通过VCR或其他光学仪器聚焦,可以观测到完整的二维码图形。实验所使用的激光spot设置为30um,在不同的激光能量下,spot的 直径不同,如实际打码的效果没有到30um,可能导致因没有完整形成二维码而读取失败。
实验所使用的激光器为Nd: YV04 Laser。打码后二维码读取效果的参数较多,主要参数有三个:激光发射频率、打码速度及开关延迟。
激光信号发射频率是激光器的重要功能参数,即为脉冲频率。实际生产过程中,通常可以设定的范围为10KHz~600KHz,如图1所示。不同频率的脉冲达到受体表面后产生的能量不同。设定好频率后,可以设定该频率下激光能量ON时间占比(0~100%),以下一律简称为占空比。
在激光打码工艺中,随着打码速度的变化,打码的轨迹粗糙程度也会有不同,通过微观矢量示意图可以知道:速度越慢,打码效果越精细;速度越快,打码效果越粗糙。如图2所示。
打码开关延迟也会影响打码的效果。通过设置不同的开关延迟时间,可以控制起点或者终点打码能量过度聚集的问题。
通过加大起点激光开关时间,有利于控制能量聚集。通过缩短终点激光开关时间,有利于控制能量聚集。
调整好激光参数后,即可在Recipe里设定需要ID打码的类型:二维码、字母数字、二维码与字母数字组合。利用激光聚能效应将Panel表面的ID区域的金属层及有机层去除即可形成相应的ID。
二、强度测试
2.1 强度测试介绍
根据破片理论,玻璃破片的触发要素为origin点和stress。为检测Panel强度,通常采用Bending test、BOR test及Push test等强度测试方法。为检测激光打码后的强度,常用的方法是采用Push test定点测量Panel破损时承受的力的大小。所使用的测试仪器为Bending Tester(厂家为Instron),使用一根直径6mm的橡胶棒对打码区域进行施压,实验速度10mm/min,直至此区域破裂,记录破裂時的压力。玻璃内部的微裂纹的存在,将使得玻璃在受到外力时,在这一点最先破裂[6]。
因激光打码会降低玻璃强度,玻璃破裂时,破裂origin点将是测试区域内强度最低的点,因此可以将此测试方法作为评判Panel强度的依据。实际测试时破裂点均为二维码区域,验证了可以以此试验方法作为参考方法。为了对比打码后强度的衰减程度,将Array刻蚀屏的强度作为对比。测试曲线如图3所示。
2.2 验证最佳工艺条件
为验证不同条件下玻璃强度变化情况,设置不同脉冲频率、打码速度及开关延迟条件进行测试。
在不同的频率下,玻璃强度表现不同。目前,通过不同的滤光片设计方法,可以得到532nm、850nm及1064nm等波长的滤光片[7]。我们所使用的激光器激光波长为532nm。本实验中,固定打码速度500mm/s,无开关延迟条件。当脉冲频率设置为500KHz时,强度中位线为7.4N,而对比组Array刻蚀打码的强度中位线为14.5N。在此频率下,强度下降幅度接近50%。随着脉冲频率的降低,强度有不同程度的上升。如图4所示。
在固定脉冲频率的情况下,我们测试了不同的占空比下激光输出能量值。实测情况如下图5所示:
通过上图可知,随着占空比的增加,打码能量随之增加,VCR能读取的实测能量>0.7w,因此过低的占空比无法适用于生产。在不同的脉冲频率条件下,可以找出对应的最低占空比,在此条件下,激光对玻璃的损伤最低。设置频率为400KHz,占空比在45%时捕捉到打码区域上有微裂纹,当加大占空比到80%时却没有微裂纹,说明增加频率对玻璃强度影响较大。
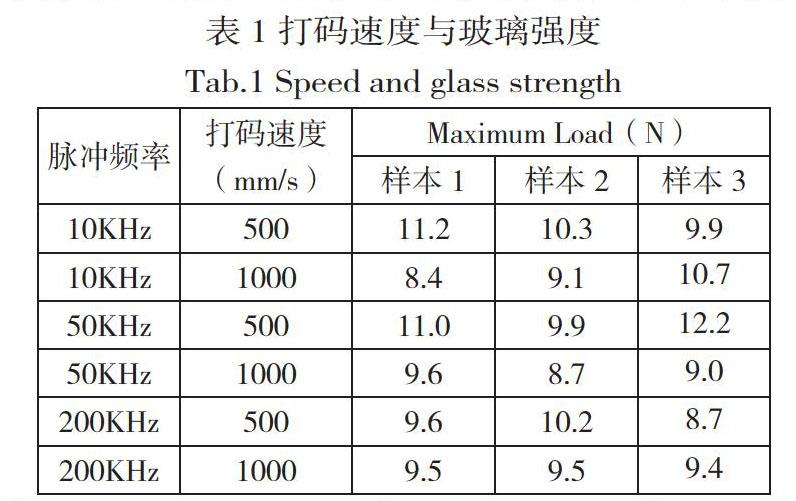
为验证打码速度(激光光斑移动的速度)对强度的影响,设置不同的打码速度进行验证。测试结果如下表1所示。
频率变化会影响到表面改性质量和性能[8]。目前有很多关于激光工艺参数对表面改性质量的报到,但对基底玻璃强度的影响很少有人研究。从实验结果可知:在低频率下,打码速度越慢,玻璃强度越高。在频率增加到200KHz后,打码速度将不再对玻璃强度起决定性作用。
开关延迟对激光能量的起点和终点能量聚集起着重要的作用,为验证能量聚集对玻璃强度的影响,固化打码速度100mm/s,调整开关延迟参数并测定玻璃强度,结果如下表2所示:
通过测试开关延迟参数,可知玻璃强度没有明显变化,在实际生产中可以根据VCR读取需要进行微调。
三、基板强度探究
3.1 打码图层介绍
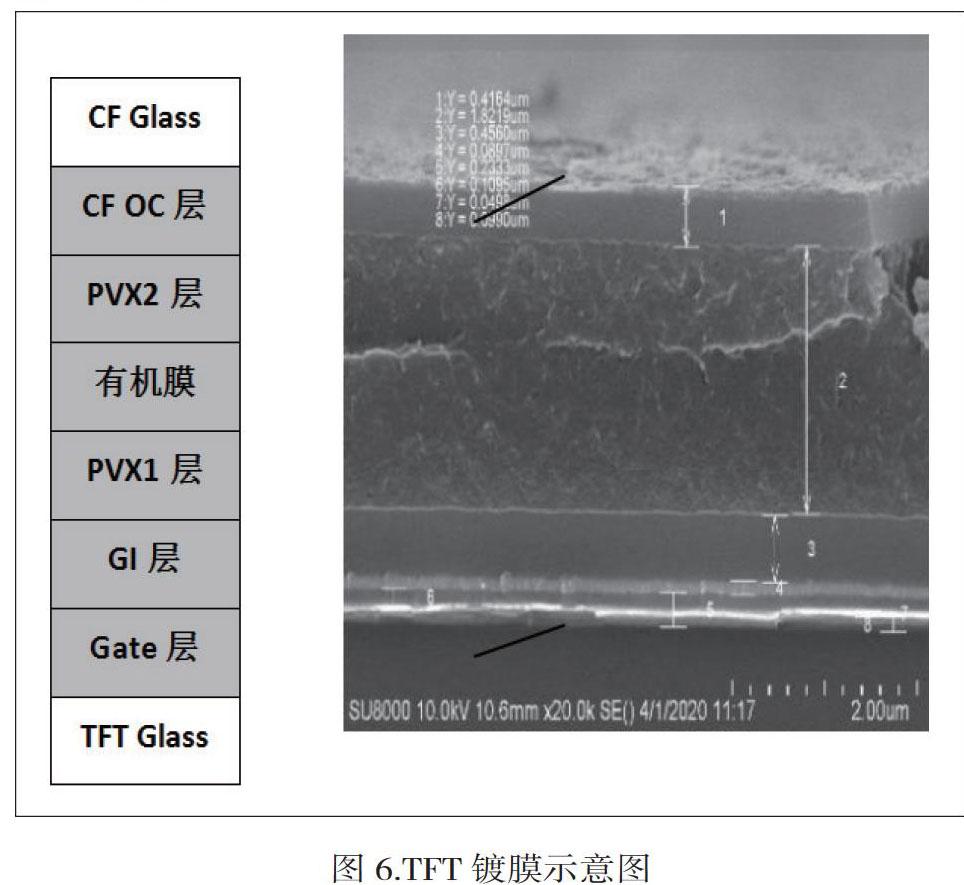
液晶屏打码的图层设置在TFT基板上,通过在Array工艺形成的Gate层上打码,可以获得VCR容易识别的二维码。在ODF工序经过対盒,CF与TFT通过Seal胶粘在一起[9]。打码时TFT与CF处于对盒状态,打码区域尺寸为:1.9mm*10mm。此区域的图层从CF Glass到TFT Glass侧如下图6所示。
打码工序结束后,TFT与CF对盒的玻璃被切割成Single Panel。因打码区域位于TFT基板端子上方,VCR在读取二维码时不涉及CF Glass及其上方的图层,TFT膜层对于二维码识别至关重要。通常情况下,VCR设备位于CF Glass上方。Gate层含有金属Cu成分,当Gate层没有被激光打穿时,VCR对于二维码的识别率较低。
3.2 强度下降的原因
随着激光能量的增加,膜层被破坏的程度不断加大,在显微镜50X镜头观察,可以看到在高激光能量下,激光spot区域内,TFT基板上的膜层全部脱落。如图7所示。
膜层在激光的冲击下,迅速往旁边发散,当激光能量足够大时,spot中心区域几乎不可见膜层残留。如图8所示。
研究中采用的玻璃为康宁Eagle玻璃。通过SEM切片可以看到Push Test强度较差的玻璃有微裂纹发生。裂纹沿着打码的方向从上往下延伸,在做强度测试时,此处形成了一个Origin点。玻璃上有微裂纹是导致玻璃强度下降的直接原因。如图9所示。
3.3 SD层用于打码验证
激光照射不同金属会有不同的表现, Cu熔点比Al高,可以通过合金工艺降低含Cu合金的熔点,选择合适的工艺可以将含Cu合金的熔点降至金属Al的熔点以下[10]。Gate层中主要金属成分为Cu,SD层中主要金属成分为Al。通过改变Array刻蚀工艺,打码区域去除Gate层,留下SD层,激光便会作用于Al金属上。变更Array工艺后,打码区域的图层从CF Glass到TFT Glass侧如下图10所示。
通过修改激光脉冲频率和占空比参数,根据VCR读取情况,选取VCR能读取的最低能量参数。得出如下Push Test强度测试结果,结果显示:10KHz和30KHz条件下强度衰减较小。强度测试结果如图11所示。
四、金属层厚度变化的影响
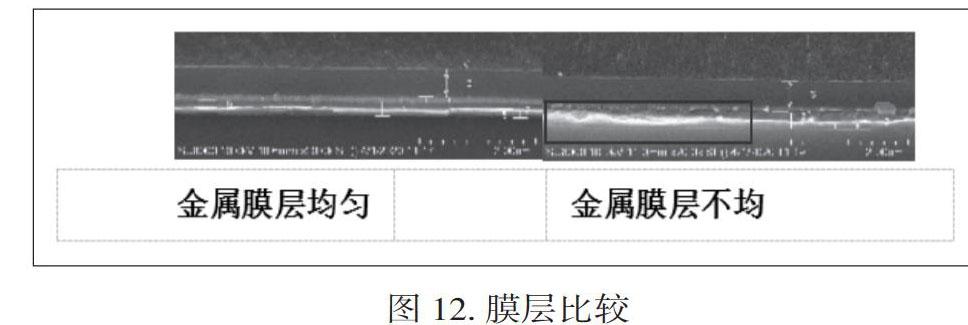
实际测定激光能量功率稳定性stability≤10%。当金属层图层膜层不均时,激光打码效果会产生变化。金属图层变厚后,为保证VCR能读取二维码,激光能量需加大。实际SEM查看膜层后发现Glass周边的金属有不均的现象,如图12所示。根据上文能量與频率及占空比的对应关系,需要加大脉冲频率或者加大占空比均可达到能量增加的效果。
五、讨论
本研究中均使用CF基板朝上,激光从上往下照射打码。打码过后,单独观测CF Glass上的OC层(有机物)也有被激光破坏。如图13所示。
当TFT基板朝上打码时,在同一TFT工艺下,为了获得较好的二维码视野,需要将激光能量加大。
研究发现,激光打码时释放的能量会在玻璃表面急剧释放,产生的高低温转换效应会对玻璃产生较大影响。
本研究验证了Cu工艺变成Al工艺后,脉冲频率可以进一步下探。后续研究可以进一步探究Al工艺应用于Gate层的影响。
六、总结
随着市场对Panel强度要求越来越高,当前的强度现状已不能满足市场需求。研究表明,激光对Panel造成了损伤。通过研究激光打码对强度的影响,找出了在Gate层打码条件下最佳的工艺条件是需要设置300KHz以下的脉冲频率,此外,打码速度也会影响到Panel强度,实际生产中可参考500mm/s作为量产条件。
参 考 文 献
[1]储小亮.TFT-LCD技术发展趋势浅析[J].电子世界,2018(20):73.
[2]王依依,侯丹丹,潘庆龙,等.液晶玻璃断面强度评定方法研究[C].中国硅酸盐学会专题资料汇编,2018:212.
[3]陈 伟,班德超,穆春元.高稳频窄线宽半导体激光器[D]. 北京:中国科学院,2020.
CHEN W, BAN D CH, MU CH Y. Intelligent control of high stable frequency narrow linewidth semiconductor lasers [D]. Beijing: Graduate University of the Chinese Academy of Sciences,2020.(in Chinese)
[4]罗 菊,冯国英,韩敬华,等.激光等离子体去除微纳颗粒的热力学研究[J].物理学报,2020(8):267-275.
LUO J, FENG G Y, HAN J H, et al. Thermodynamics of laser plasma removal of micro and nano particles [J]. Acta Physica Sinica,2020(8):267-275.(in Chinese)
[5]门志远.我国金属材料热处理节能新技术与应用探析[J].电子制作,2015(2):241.
[6]王依依,侯丹丹,潘庆龙,等. 液晶玻璃断面强度评定方法研究[C].中国硅酸盐学会专题资料汇编,2018:210.
[7]王 建,徐均琪,苏俊宏,等.850nm滤光片的设计、制备及激光损伤特性[J].表面技术,2020,49(3):112-117.
WANG J, XU J Q, SU J H, et al. Design, fabrication and laser damage characteristics of optical filters using at the wavelength of 850nm [J]. Surface Technology,2020,49(3):112-117.(in Chinese)
[8]谭金花,孙荣禄,牛 伟,等.激光扫描速度对TC4合金表面激光熔覆复合涂层组织及性能的影响[J].材料导报,2020,34(12):97-98.
TAN J H, SUN R L, NIU W, et al. Effect of laser scanning speed on microstructure and properties of TC4 alloy surface laser cladding composite coating [J]. Materials Reports,2020,34(12):97-98.(in Chinese)
[9]王海成,董天松,马 亮,等.TFT-LCD制程中成盒工藝段常见不良浅析[J].电子世界,2018(23):12.
[10]覃思思,肖明清,万英豪,等.低熔点Cu-P-Sn-Ni钎料粉末的制备研究[J].粉末冶金工业,2020,30(1):89-92.
TAN S S, XIAO M Q, WAN Y H, et al. Research on the preparation of low melting point Cu-P-Sn-Ni base brazing powder [J]. Powder Metallurgy Industry,2020,30(1):89-92.(in Chinese)
猜你喜欢
儿童故事画报·发现号趣味百科(2016年3期)2016-06-24
儿童故事画报·智力大王(2016年3期)2016-05-05
印刷技术·数字印艺(2015年6期)2015-08-31
儿童故事画报·发现号趣味百科(2015年6期)2015-08-17
印刷技术·数字印艺(2015年2期)2015-05-15
红领巾·探索(2014年1期)2015-03-16
小哥白尼·军事科学画报(2009年6期)2009-02-03
