
复杂曲面的数控铣削加工工艺参数优化研究
2021-06-11 13:45张红梅张静科彭文李志鹏王秀梅
机电信息 2021年12期
张红梅 张静科 彭文 李志鹏 王秀梅
摘 要:具有复杂曲面的工业产品已经成为机械制造业中重要的产品类型,提高其加工的精度和效率是各个厂家主要的技术难点之一。现结合数控机床的加工特点,通过优化数控铣削加工工艺参数,提高加工复杂曲面的生产效率,降低加工成本。
关键词:复杂曲面;数控加工;精度;成本
0 引言
工业产品包含的复杂曲面越多,对铣削加工工艺的精度要求就越高。采用数控方式加工复杂曲面时,若加工参数选择不合理,则可能产生大量超差报废的零件,显著增加企业的生产成本[1-2]。复杂曲面是由大量的自由曲面构成的,故无法利用明确的数学表达式表示复杂曲面的形式。目前,如何兼顾曲面的加工效率和质量已经成为数控加工技术领域的一个重要课题。决定数控切削参数的主要因素包括:产品的设计信息、加工材料、加工工艺、切削刀具等,数控切削参数的选择是数控生产过程中的关键[3]。
我国数控加工的应用潜力及其优势并没有被完全挖掘出来,就我国数控切削加工的平均效率而言,仅为发达国家的30%左右[4]。仅凭经验选取数控加工切削参数,只会导致出现加工效率低下、废品率高、加工成本较高等问题。因此,充分挖掘数控加工的应用潜力,对数控加工工艺切削参数进行详细研究和科学优化具有重要的现实意义。
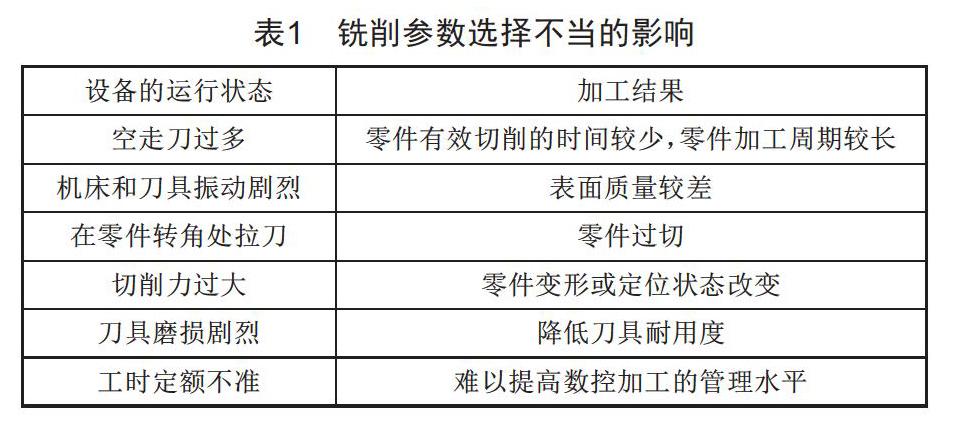
1 铣削参数选择存在的问题
铣削参数选择不当会直接影响设备的运行状态及加工零件的质量,具体表现如表1所示。
2 銑削加工工艺参数优化方法
通过选择设计变量x、目标函数f(x)、约束函数g(x)构建优化数学模型,利用数学规划理论优化铣削加工工艺参数。
2.1 数控铣削加工切削参数
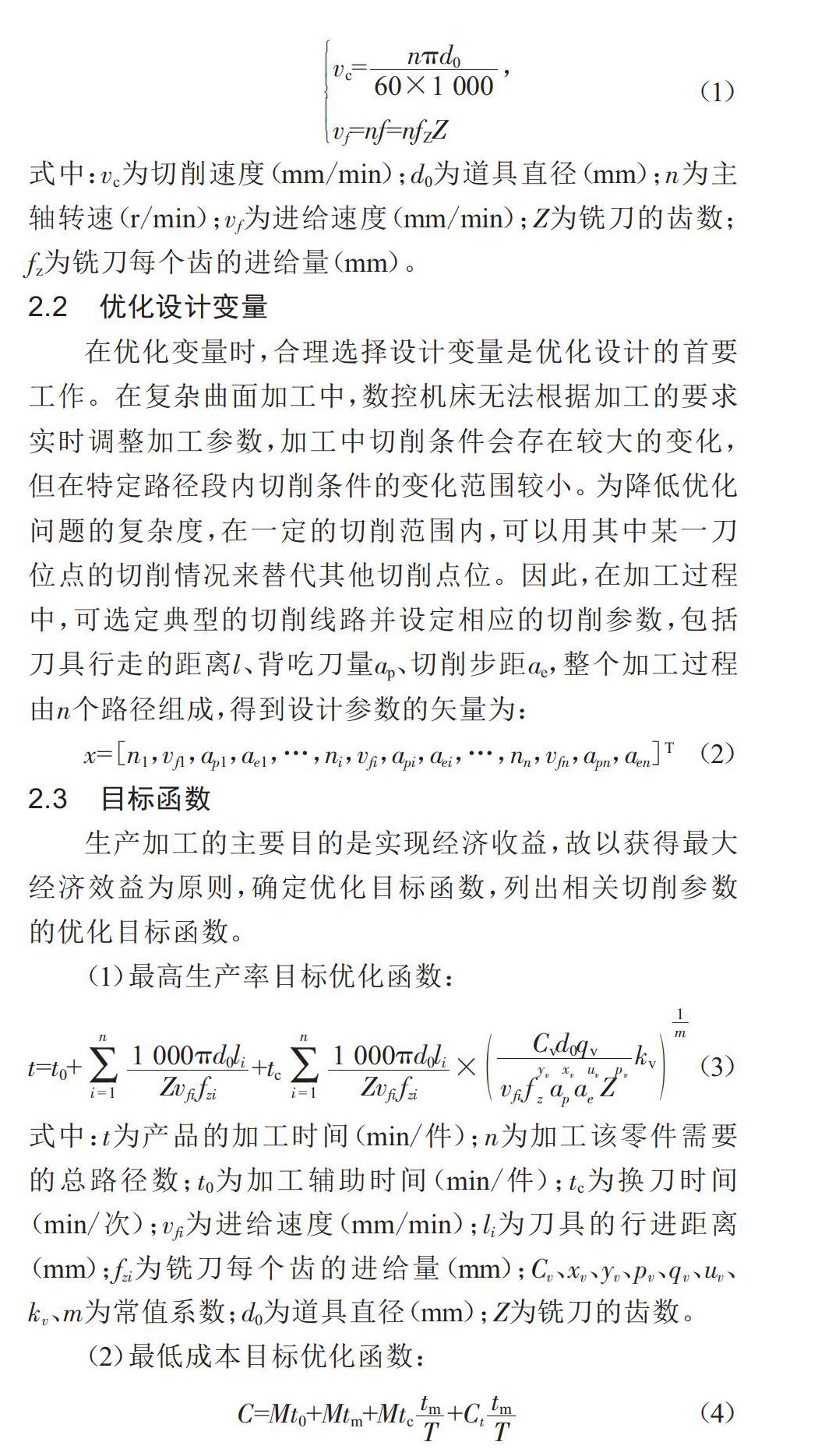
数控机床铣削各参数的关系如式(1)所示:
式中:vc为切削速度(mm/min);d0为道具直径(mm);n为主轴转速(r/min);vf为进给速度(mm/min);Z为铣刀的齿数;fz为铣刀每个齿的进给量(mm)。
2.2 优化设计变量
在优化变量时,合理选择设计变量是优化设计的首要工作。在复杂曲面加工中,数控机床无法根据加工的要求实时调整加工参数,加工中切削条件会存在较大的变化,但在特定路径段内切削条件的变化范围较小。为降低优化问题的复杂度,在一定的切削范围内,可以用其中某一刀位点的切削情况来替代其他切削点位。因此,在加工过程中,可选定典型的切削线路并设定相应的切削参数,包括刀具行走的距离l、背吃刀量ap、切削步距ae,整个加工过程由n个路径组成,得到设计参数的矢量为:
x=[n1,vf1,ap1,ae1,…,ni,vfi,api,aei,…,nn,vfn,apn,aen]T (2)
2.3 目标函数
生产加工的主要目的是实现经济收益,故以获得最大经济效益为原则,确定优化目标函数,列出相关切削参数的优化目标函数。
(1)最高生产率目标优化函数:
式中:t为产品的加工时间(min/件);n为加工该零件需要的总路径数;t0为加工辅助时间(min/件);tc为换刀时间(min/次);vfi为进给速度(mm/min);li为刀具的行进距离(mm);fzi为铣刀每个齿的进给量(mm);Cv、xv、yv、pv、qv、uv、kv、m为常值系数;d0为道具直径(mm);Z为铣刀的齿数。
(2)最低成本目标优化函数:
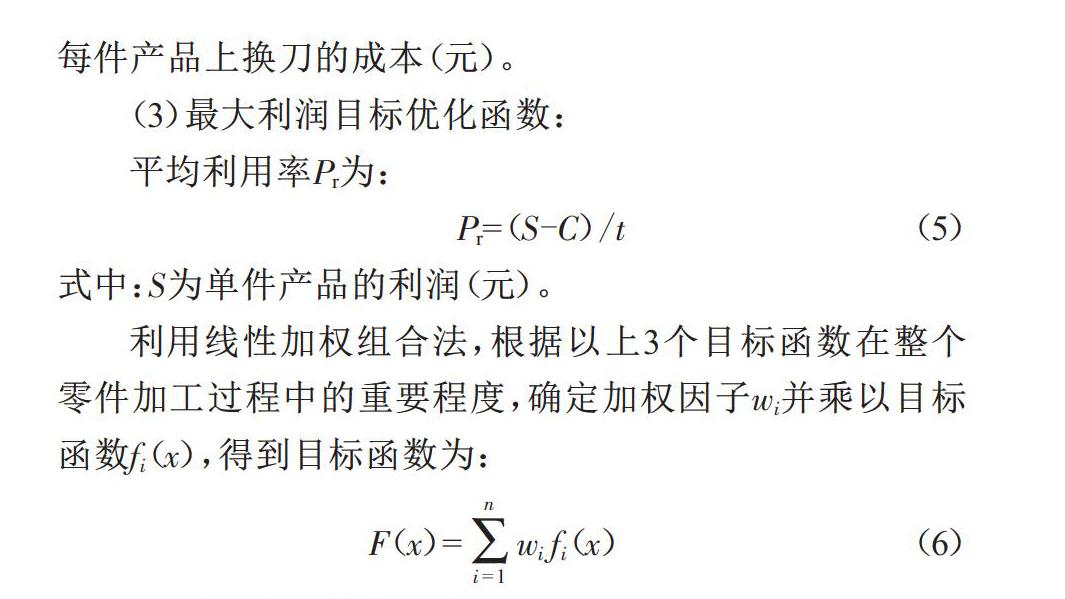
式中:C为产品的加工成本(元);M为加工该零件的特定工序内单位时间发生的费用率(元/min);t0为加工该产品需要的相应辅助时间(min/件);tm为切削时间(min/件);tc为加工零件所需的换刀时间(min/次);T为刀具的耐用度(min/个);Ct为更换刀具需要的成本(元);Mtctm/T为平均到每件产品上换刀的成本(元)。
(3)最大利润目标优化函数:
平均利用率Pr为:
Pr=(S-C)/t (5)
式中:S为单件产品的利润(元)。
利用线性加权组合法,根据以上3个目标函数在整个零件加工过程中的重要程度,确定加权因子wi并乘以目标函数fi(x),得到目标函数为:
2.4 优化切削参数的约束条件
在进行切削过程优化时,需要根据实际的加工条件和要求,提炼出切削过程中的约束条件,主要的约束条件如表2所示。
2.5 最优化数学模型
根据上文的研究,可以将优化铣削加工参数的数学问题归结为:
min F(v1,fz1,…,vi,fzi,…,vn,fzn)
s.t.Fi≤Ffmax,Pi≤Pmax,nmin≤≤nmax, i=1,2,…,n,vfmin≤vfmax,Ra≤Ramax (7)
式中:Fi为主机的切削力(N);vi为机床的进给速度(mm/min);fzi为铣刀每个齿的进给量(mm);Pi为机床的输出功率(kW);d0为道具直径(mm);nmin和nmax为机床主轴的最小和最大转速(r/min);Ra为工件表面的粗糙度(μm);Z为铣刀齿的个数。
3 案例分析
Mastercam是一种功能强、计算能力强大且应用广泛的CAD/CAM软件,能够胜任多种复杂曲面的粗、精加工,主要功能包括设计制造、机械加工、加工的仿真模拟等。基于该软件的复杂曲面数控加工工艺流程如图1所示。
为了验证本文提出的优化方案,选择尺寸70 mm×
70 mm×30 mm的3Cr2w8V为毛坯材料,在XK5325万能立式数控机床上加工一个烟灰缸,选择OptiMil-XL优铣控制器,约束条件中的极限条件如表3所示。
参数优化前后的主要指标如表4所示。
由表4可以看出,对参数进行优化后,所有工序完成的时间缩短了137 s,加工成本降低了8元,表面粗糙度得到了明显改善。
4 结语
本文结合数控机床的加工特点,选择加工复杂曲面产品时机床需要设定的主要参数,对切削加工工艺参数的优化方法进行了研究。根据实际案例的对比分析,该方法提升了加工效率和产品质量。
[参考文献]
[1] 李佩伟.基于CAD/CAM的数控铣削加工技术研究[J].计算机产品与流通,2017(10):173.
[2] 赵俊花,李丽,李玲玲,等.面向高效节能的复杂曲面分区数控铣削加工优化方法[J].中国机械工程,2019,30(1):64-71.
[3] 万敏,张卫红.薄壁件周铣切削力建模与表面误差预测方法研究[J].航空学报,2005,26(5):598-603.
[4] 于金,杨贵武.航空薄壁件铣削力有限元分析[J].机床与液压,2011,39(21):136-137.
收稿日期:2021-02-24
作者简介:张红梅(1984—),女,甘肃张掖人,硕士,讲师,从事数控技术教学工作。
猜你喜欢
科技研究·理论版(2021年20期)2021-04-20
领导文萃(2019年3期)2019-03-06
华东师范大学学报(自然科学版)(2018年3期)2018-05-14
意林(2018年24期)2018-01-02
电子技术与软件工程(2016年24期)2017-02-23
科技资讯(2016年18期)2016-11-15
企业导报(2016年13期)2016-07-19
健康必读(2016年6期)2016-07-13
互联网周刊(2009年14期)2009-08-04
职业·中旬(2009年12期)2009-06-01
