数字化喷墨胶水结合干粒布料工艺生产具有立体表面纹理大理石瓷砖的研究与应用*
2021-06-29 09:11史杰
陶瓷 2021年5期
史 杰
(佛山欧神诺陶瓷有限公司 广东 佛山 528138)
前言
随着陶瓷砖技术的发展,人们对于陶瓷砖的装饰性能要求日益提升。对于装饰性而言,陶瓷砖的光泽、花纹等则是主要的关注方向。然而,传统抛釉砖具有釉面平整度不够、透感较差等缺点,无法将天然石材的细腻纹理、色彩细节完美地体现出来。在此背景下,“干粒”作为一种新的装饰手段,逐渐被应用在陶瓷砖生产过程中[1, 2]。
干粒实质上是一种特殊的熔块,在陶瓷砖的发展过程中,干粒多次被应用。相对普通釉面砖产品而言,干粒釉产品具有釉面透感强、版面图案层次感好、色泽艳丽、镜面度高等优势。如在20世纪初推出的微晶陶瓷砖,即是在素烧砖坯上撒上一层干粒,然后二次烧成[3],微晶陶瓷砖的干粒粒径一般在厘米级别。又如,在2015年前后推出的“糖果釉”系列瓷砖,其光泽柔和,装饰性能突出,也具有良好的防滑效果[4],糖果釉瓷砖的干粒仍然在30~80目之间。除此之外,随着技术的发展,干粒日益发挥了各种各样的功能,如防滑、耐磨、增加通透感等等[5]。
笔者以数字化喷墨胶水结合干粒布料工艺生产具有立体表面纹理大理石瓷砖为研究方向,以欧神诺卡可系列产品陶瓷砖为研究对象,运用干粒材料提升了该系列产品的效果和质感。干粒釉瓷砖产品从表面的质感、立体感和整砖装饰效果上,比现有陶瓷釉面砖更高端大气。
1 实验部分
1.1 实验原料
实验原料包括:水磨钾钠石粉、中温钠石粉、江西钠砂、水磨钾石粉、原矿钾砂、水磨钠石粉、联盛球土、铝矾土、白滑石、膨润土、惠东泥,具体坯体配方矿物组成和化学组成如表1和表2所示。

表1 坯体配方矿物组成比

表2 坯体化学组成(质量%)
干粒种类包括:BRP43/P1、BRP44/P1、BRP185A、LU98/P1、LU96/P1、DMB01/P1、C1006/P1、B201/P1、DH202/P1、ER3/P1、DM902/P9、FU23/p3等,由多家原材料供应商提供。
1.2 实验方案

图1 工艺流程图
2 实验结果与讨论
2.1 熔块干粒的选择以及配比
干粒釉瓷砖产品与普通有釉产品比较,最大的特点在于瓷砖表面是透明熔块干粒。同时,熔块干粒是多种熔块混合而成,各种熔块的温度、高温粘度、光泽度都不同。正是由于这些特性,才能使干粒釉瓷砖产品既具有全抛釉表面晶润光亮,又具有天然石材的质感,还兼备耐磨防污的特性,所以,熔块干粒的选择和配比非常重要。
经过初步的试烧实验选择了几种熔块干粒。这些干粒的配比试验如表3、表4所示。通过大量的前期试验和后续的配比试验,13#干粒配方效果在坯釉膨胀匹配、表面釉面质感和效果、理化性能等方面均能满足工艺要求。

表3 干粒配比试验一

续表3

表4 干粒配比试验二
选择合理的粒径分布,可以使所布的干粒为致密的粒子层,这有助于成品釉层毛孔、气泡等问题的解决。结合干粒布料设备对干粒粒径范围的要求(干粒粒径在40目~150目之间),对干粒粒径分布进行了试验和控制如表5所示。根据产品的釉面效果,确定了最佳配方及粒径控制。
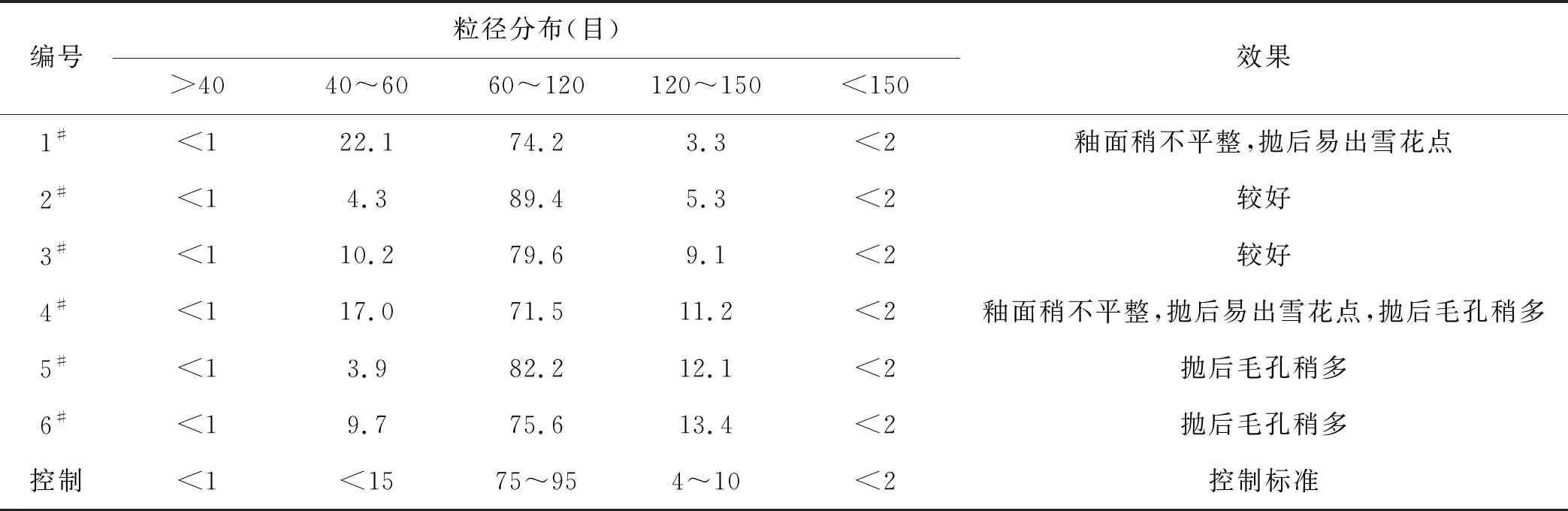
表5 13#干粒配方粒径分布试验
干粒釉瓷砖产品的装饰效果,主要取决干粒烧成抛光后的效果。其中对干粒的烧成温度、膨胀系数、透明度、抛后的光泽度和耐磨等性能都有严格要求。对多家公司提供的原料进行对比选择,通过实验寻找到了各干粒最合适的混合比例,最终确定的13#配方干粒性能如表6所示。使用该干粒,可实现干粒釉瓷砖产品所需要的立体、耐磨、晶莹剔透的效果。

表6 13#配方干粒性能
2.2 二次打印及打印对位
目前市场上常见的有釉陶瓷砖装饰工艺,通常是在生坯的表面印花,然后淋、印抛釉或喷、淋布熔块。这种工艺形成的图案,虽在透明玻璃层的掩映下显示出一定的立体效果,但总体还是平面图案的效果比较突出,缺少一种似天然大理石的立体效果。本研究基于天然石材真实触觉立体效果的表现,在喷墨印花后增加了数字化喷墨胶水打印(二次打印)并结合干粒布料工艺,来凸显产品图案的立体效果。
为保证数字化喷墨胶水打印的图案能够和色彩图案完全配合,运用了二次打印图案对位技术,即通过前置夹砖平台对坯体位置的精确控制,以及设备、釉线运行等的严格要求,保证了二次打印位置的稳定与精准。为满足干粒釉瓷砖产品的设计效果,色彩喷墨打印机与胶水干粒喷墨机前后重叠打印后,上下位置图案偏差在1 mm以内,成品目测无明显打印错位。具体措施如下:
①在喷墨和喷胶水设备前端安装独立的自动夹砖对位平台(见图2),控制砖坯平行进入打印设备平台,并避免夹砖动作对釉线或打印设备造成震动。②调节夹砖对位平台的皮带转速,使之与打印设备皮带转速一致(见图3)。③前期实验过程中,夹砖对位平台使用的是气动控制夹砖器,因气动不稳定,导致砖坯打印位置有2 mm以上的位移变化。为保证夹砖动作的稳定性,后改为电机控制(见图4)。④在操作运行过程中,保证砖坯在进入打印机前的釉线上运行平稳,砖坯较为平行进入机前夹砖平台。通过调节档边来控制砖坯在釉线上的走位。⑤砖坯在进入夹砖平台后,釉线持续运转,直至打印完成。保证整个夹砖打印过程平稳,无因釉线启停动作造成打印偏差。

图2 自动夹砖对位平台

图3 调节夹砖对位平台的皮带转速

图4 气动控制夹砖器、釉线
2.3 干粒面抛光
数字化喷墨胶水结合干粒布料工艺所生产得具有立体表面纹理大理石瓷砖,和正常的平面瓷砖相比,具有凹凸不平的表面。如果采用正常的抛光参数,会出现抛穿凹陷线条,或表面缺磨等问题。为此,需要改进抛光磨头和抛光参数。由于产品表面为凹凸效果,为保证达到设计的要求,采用措施如下:
(1)产品从320目开始抛光,320目~800目抛光磨头采用大齿磨头。
(2)粗抛压力控制在3 Mpa,抛光摆动延时控制在2.5 ms。
(3)打蜡工序后端增加磨盘,用于清理线槽内部的蜡垢。
数字化喷墨胶水结合干粒布料工艺生产的立体表面纹理大理石瓷砖产品,因其产品表面有表现纹理的凹陷线槽,如采用小齿磨块会把线槽里的花釉抛掉,造成线槽边发白、吸污等问题。故干粒面抛光工艺在320目~800目时,使用专用大齿抛釉磨块(见图5)来刷抛表面,可解决常规抛釉、抛光参数导致的抛穿凹陷线条、表面缺磨、吸污等问题。

图5 大齿磨头VS普通抛光模块
除此之外,由于产品砖面线槽较深,需要多组磨盘清理线槽里面的蜡垢,故实际打蜡组数会减少。因此,需在打蜡前控制防污效果,以保证产品的防污性能。
3 结语
数字化喷墨胶水结合干粒布料工艺生产具有立体表面纹理大理石瓷砖产品新颖独特、质感晶莹剔透、表面立体感强、层次效果好,其技术特性和美学特性比目前市场上各类陶瓷砖产品有极大的提高。该产品材料上使用了先进的透明一次烧干粒材料,使得产品表面有晶莹剔透的玉质美感,加强了产品的立体感;采用数字喷墨印花,返璞归真的玉石机理,让人百看不腻。同时,该产品采用二次数字喷胶结合干粒布料技术,使产品表面形成了由干粒釉产生的及其类似天然石材的凹凸表面纹理,使的产品具有高度的仿真效果,具有广泛的市场应用前景和推广应用价值。
猜你喜欢
商品与质量(2021年20期)2021-11-23
建材发展导向(2021年11期)2021-07-28
幼儿智力世界(2020年2期)2020-10-26
佛山陶瓷(2020年8期)2020-09-02
佛山陶瓷(2020年3期)2020-04-13
现代装饰(2019年10期)2019-10-17
小学生学习指导(中年级)(2018年4期)2018-09-06
小学生学习指导(中年级)(2018年3期)2018-01-25
印刷技术·数字印艺(2015年12期)2016-02-18
印刷技术·数字印艺(2015年2期)2015-05-15