真空辅助树脂扩散成型工艺在棱台型端盖上的应用
2021-06-30 11:31裘雄伟柯贤朝蔡玄龙
理化检验(物理分册) 2021年6期
裘雄伟, 柯贤朝, 蔡玄龙
(上海材料研究所 上海市工程材料应用与评价重点实验室, 上海 200437)
导弹发射箱盖是导弹贮存和发射系统的重要组成部分,平时和发射箱一起形成密封系统,能承受一定的箱内压力,导弹发射时能迅速破裂,让出通道。复合材料以其轻质高强、耐腐蚀、可设计性强等优点,被广泛应用于航空航天领域[1]。上海材料研究所致力于环氧泡沫端盖的研究,在此方向发表了多篇论文[2-3]。
真空辅助树脂扩散成型工艺(vacuum assisted resin infusion molding,简称VARIM工艺)是一种低成本的玻璃钢成型制造技术[4-6],其在成本控制方面有天然优势。此外,VARIM工艺制品外形尺寸精确、重复性好、环保性好[4],应用VARIM工艺生产端盖是一种比较经济的成型方法,柯贤朝等[7]报道了用VARIM工艺制造顶破式端盖。笔者将VARIM工艺应用于棱台型端盖的制造,并对该端盖的性能进行了分析。
1 试验方法
1.1 结构设计
端盖技术要求为:产品高度75~100 mm;反向承受0.02 MPa压力不被破坏;前盖因燃气流产生的压力开盖,开盖压力为(0.05±0.01)MPa,前盖破裂且碎块飞掉,不能影响导弹出箱。
结合技术要求和经验,将端盖设计为棱台型(产品高度80 mm),在破裂时碎块裂为4块。端盖结构设计如图1所示。
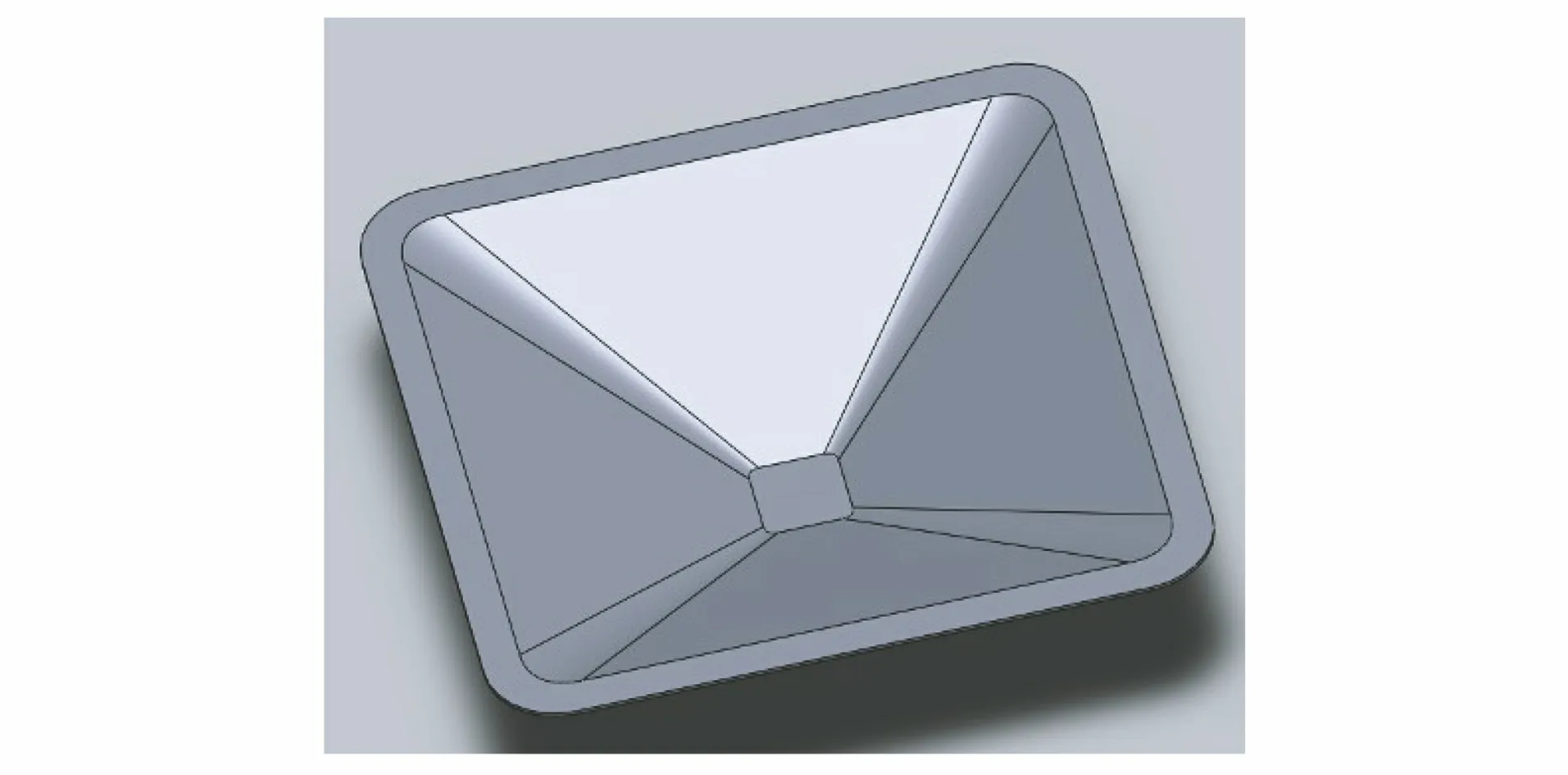
图1 棱台型端盖结构示意图Fig.1 Schematic diagram of structure of the truncated pyramid type canister cover
1.2 仿真分析
为了更加准确地对端盖进行研究,使用有限元软件ANSYS对端盖的反向承压能力和正向开盖压力进行仿真分析。
使用盖体材料裁剪拉伸试样进行拉伸试验,测试得到盖体材料的平均弹性模量为6 425 MPa,泊松比为0.23。
由于盖体为对称结构,为了便于计算,仅将盖体的1/4模型进行有限元模拟。在有限元软件前处理过程中,考虑盖体与试验装置通过螺钉密封连接,为简化计算,认为盖体与试验装置的装配面无任何位移,加载时在装配面上作全约束(All DOF)处理;假定盖体材料的力学性能是线弹性、均匀和各向同性的,选择实体四面体十节点单元(solid Tet 10node 187),每个节点的自由度为UX,UY和UZ。
1.2.1 反向承压能力仿真
按边界条件对相应部位进行全约束与对称约束处理,在盖体外表面加载0.02 MPa的均布压力。
最大第一主应力在盖体环向沟槽中心,数值为57.3 MPa,如图2所示,低于盖体材料的拉伸断裂强度130 MPa。仿真结果表明,端盖反向承压能力不小于0.02 MPa,即端盖在0.02 MPa的反向压力下不会被破坏。

图2 棱台形端盖反向承压仿真分析结果Fig.2 Simulation analysis results of the reverse pressure bearing of the truncated pyramid type canister cover
1.2.2 开盖压力仿真
按边界条件对相应部位进行全约束与对称约束处理,在盖体内表面加载0.05 MPa(开盖压力指标中值)的均布压力。
最大第一主应力在盖体X槽,数值为127 MPa,如图3所示,低于盖体材料拉伸断裂强度130 MPa,表明端盖在0.05 MPa时不会被破坏。开盖压力高于0.05 MPa,由应力推断其正向开盖压力为0.051 MPa。

图3 棱台形端盖开盖压力仿真分析结果Fig.3 Simulation analysis results of the internal failure pressure of the truncated pyramid type canister cover
2 试验结果与分析
按照仿真分析确定的结构,将表面毡、玻璃纤维平纹布裁剪,放入模具中,安装好真空辅助成型器材,建立真空并导入树脂,固化后脱模,去除飞边,打孔密封后安装于试验工装上,进行反向承压能力测试(见图4)和开盖压力测试(见图5)。3只端盖均能承受0.02 MPa反向承压试验考核,开盖时均破为4块(典型试验结果见图6),开盖压力分别为0.055,0.052和0.057 MPa(平均值0.055 MPa),试验结果见表1。

图4 反向承压能力测试示意图Fig.4 Schematic diagram of reverse pressure bearing capacity test

图5 开盖压力测试示意图Fig.5 Schematic diagram of internal failure pressure test

图6 正向开盖后棱台形端盖宏观形貌Fig.6 Macro morphology of the truncated pyramid type canister cover after internal failure pressure test

表1 棱台形端盖的开盖压力试验结果Tab.1 Internal failure pressure test results of the truncated pyramid type canister cover
综上所述,利用真空辅助树脂扩散成型方法制备的棱台型端盖满足反向承受0.02 MPa压力不被破坏和正向开盖压力(0.05±0.01) MPa且破裂为4块的要求。
试验结果与仿真结果汇总见表2,开盖压力实测平均值比仿真预测值高7.2%,试验实测值与仿真预测值最大偏差为11.8%,表明仿真精度较高,笔者所用模型适用于类似结构端盖研究。
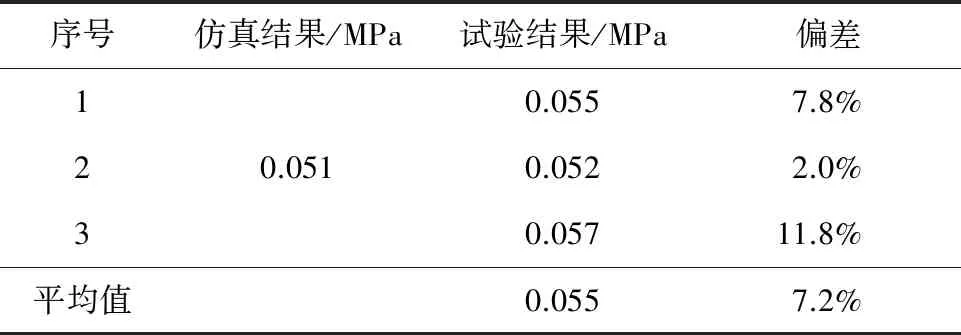
表2 开盖压力仿真结果与试验结果的偏差Tab.2 Deviation between simulation result and test results of internal failure pressure
3 结论
用真空辅助扩散工艺制作的3只棱台型端盖样品的反向承压能力和正向开盖压力测试结果与仿真结果比较吻合。端盖反向承压0.02 MPa不破坏,与仿真结果一致,端盖开盖压力平均值为0.055 MPa,比仿真预测值高7.2%。
猜你喜欢
舰船科学技术(2022年11期)2022-07-15
汽车实用技术(2022年12期)2022-07-05
橡塑技术与装备(2022年6期)2022-06-02
汽车实用技术(2022年5期)2022-04-02
一重技术(2021年5期)2022-01-18
建材发展导向(2021年11期)2021-07-28
昆钢科技(2021年1期)2021-04-13
收藏界(2019年2期)2019-10-12
电脑报(2019年33期)2019-09-10
当代陕西(2019年7期)2019-04-25