
谈柔性激光落料线在汽车板加工领域的应用
2021-07-01 02:42王琦陈春王梓
装备维修技术 2021年51期
关键词:轻量化
王琦 陈春 王梓
摘 要:本文介绍了激光落料线的发展趋势、工作原理及优势特点,并分析了激光与传统落料的优劣;着重对激光落料线在汽车板加工领域的应用进行了阐述。
关键词:柔性落料线;激光切割;汽车板加工;轻量化;
前言:近年来,汽车轻量化技术发展迅速,是汽车行业发展的很关键的衡量标准和趋势。高强度钢、铝合金等在汽车减重、降低能耗、提高安全性方面优势明显。
随着新材料不断投入使用,产品更新的周期越来越短,批量也越来越小,传统的冲压机落料线由于模具易磨损、换型困难、表面加工质量不高等诸多不足,已逐渐不符合汽车企业快速变化的生产要求。随着激光器的功率提升和高速激光切割工艺的提高,激光落料的优势日益凸显。2015年6月,德国舒勒公司为戴姆勒研制的两条激光落料线在库彭海姆的奔驰工厂投产,可对连续送料的金属板料动态切割,加工出的多种形状料片可用于后续车身成形。两条激光落料线一经问世,在行业内引起极大轰动,一场传统行业的变革拉开了序幕[1]。
1汽车轻量化工艺介绍
1.1轻量化材料
1.1.1 高强钢
汽车用先进高强钢的研究在基础工艺和加工应用领域不断取得突破性的进展,目前超高强钢的工业强度已突破1500Mpa的限值,正处于高成形与超高强度的第三代高强钢发展阶段。在ULDAB项目中,将不同强度的高强钢进行了明确的区分;将屈服强度为0-550MPa的钢定义为高强度钢(HSS),屈服强度超过550MPa的钢属于超高强度钢(UHSS),而屈服强度覆盖HSS和UHSS的高强度钢则定义成先进高强度钢(AHSS)。
1.1.2 铝合金
在汽车加工领域,ABS是汽车车身薄板(Auto Body Sheet)的缩写,目前市场上主流的ABS铝合金板分成两大类:内板和外板。外板的性能标准和生产难度都很高。在《新材料产业“十二五”发展规划》的材料中已明确指出,发展ABS的铝合金为6000系列中的6016、6022、6111。该系列铝合金以Si、Mg为主要合金元素,铝合金经过预处理后具有良好的成形性,无屈服点延长,是作汽车外板的择优选择。
1.2 高强钢和铝合金的机械加工
高强钢的抗拉强度高,延伸率跨度大,对设备所提供的冲压力、剪切力、模具的材料及热处理等工艺要求也较高。传统的冲压落料线加工高强钢,很容易遇到卡料、出现微小裂痕、钢板明显开裂等情况。
铝合金不同于高强钢,材质偏柔软,冲压落料很容易造成压伤、刮伤、变形、毛刺大等问题,冲压模具的间隙值、清洁度等关键因素也很难精确的测量出来,严重影响落料的质量。
1.3光纤激光切割的优势
如何让落料更加经济高效,是成形模具设计需要仔细思考的重要问题。激光很容易切出各种符合要求的异形轮廓,可以最大程度的满足汽车车身零部件生产中冲压拉伸工序的要求。激光切割的工艺是激光束聚焦产生高密度光斑,材料以最快速度蒸发形成小孔后,移动激光束在材料表面形成细长狭窄光亮的连续割缝。
近十年来,光纤激光器发展迅猛,使用成本显著缩减,维修便捷,切割速度有质的提升,对以薄板为主的汽车用板是优中之选,渐渐取代了传统切割机,占据了主流市场的半壁江山。
2动态激光落料线
2.1 激光落料线概述
激光落料线是颠覆传统行业,带来巨大变革的产品, 创新点是用光纤激光切割机替换掉传统落料线的核心主机(压力机),功能上将冲压落料线、激光切割机、横切线三线功能汇聚一身,实现了对汽车异形板的无接触加工。
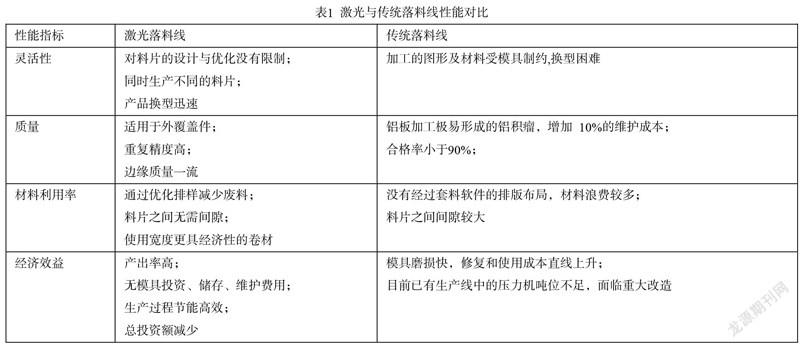
激光落料线对比于传统具有无模具工艺、柔性编程、动态流切割等特点,两者性能指标对比具体参考表1:
2.2 激光落料线工艺原理
柔性激光落料线是对传统工艺的重大变革,整条线的核心主机是激光落料单元,主要机组及加工流程包括:
钢卷上卷→开卷机组 →矫平校直机组→活套机组→压送机构送料→柔性激光切割机床→机器人动态下料→码垛。
具體工作原理是:钢卷卷料经由上料小车送入开卷机,经校平定尺单元对板料进行矫平校直后,经由压送机构的夹料辊夹持,调整至板料两边边缘的边波最小且在公差要求范围内,平整的钢板经由压送机构被送至激光切割机床,钢板以连续输送(无间歇停顿)的方式流经切割区域,多激光切割头与输送机构协调运动,不间断钢板送料的前提下完成动态切割,切割零件被送至后续的机器人动态下料单元,多台机器人与视觉相机互相配合,识别出工件轮廓,完成料品分离与零件堆垛工作。此设备设计理念先进,自动化程度高,可满足客户多种产品频繁切换的生产需求、表面加工质量光滑无毛刺,生产节拍快、效率高,均优于传统落料。
3激光落料线的特点与优势
3.1 激光落料线的工艺特点
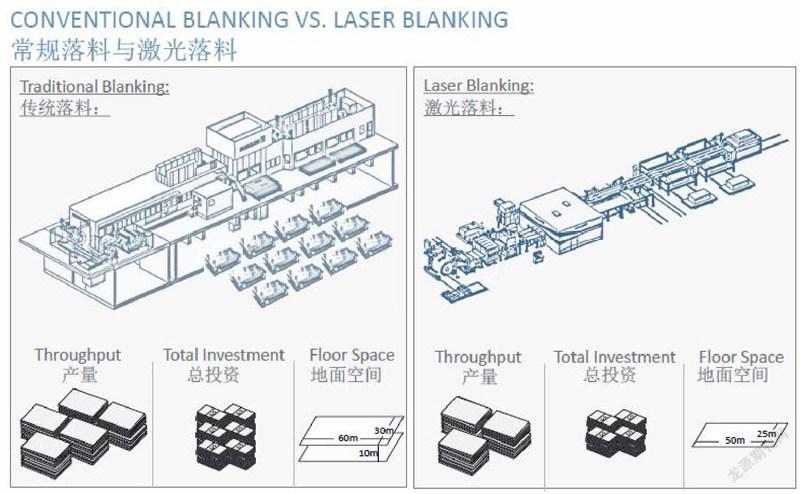
激光落料摆脱了材料对加工的束缚,在多种材料的质量与轮廓精度方面表现更佳,材料的强度不会成为激光切割的桎梏,高强钢、铝合金等此类汽车用板可通过激光轻松加工;从生产经营的角度而言,激光落料安装维护成本更低,占地面积更少,这对最终客户是很大的优势,具体可参考下图[2]。
3.2 激光落料线的特性分析
(1)激光落料切割方式的选择
断续切割特点上和平面切割机差别不大,胜在稳定,开发难度低,适用于低端市场;连续动态激光切割是高端市场的主流落料方式,节约送料等待的时间,大大提升效率,但开发的难度极大,也是本文阐述的落料方式[3];
(2)钢板偏角动态补偿功能
在钢板连续送料过程中,板材角度偏移(即板材边缘与机床机械坐标系没有完全平行,出现夹角)的情况很难完全避免,主要有两部分原因:第一,根据国标标准,经过纵切的钢卷,由于自身特性,每2米约有2毫米的镰刀弯,无法消除;第二,钢板在传输过程中,机床中心线与输送机中心线很难做到绝对重合,对于有切边需求的工件,钢板动态实时偏摆是落料生产的一大不稳定因素。会导致以下种种问题:切割图形偏出钢板的范围,随动机构撞击剑栅;因切割的板材在变,切割图形固定但钢板的偏移是实时变化的,导致切割图形无法封口或断点续切时连接不上。本设计采用视觉相机拍出钢板的偏移角度,进行机床工件坐标系的偏移,使套料软件规划的图形排版能够精准的映射到钢板上。工作原理为线性光源照射至板材边缘,测量出两个相机的偏差值之后,与相机之间的距离(已知量)做换算,可计算出钢板当前的偏转角度。
(3)智能剑栅动态调整功能
钢板输送机构采用智能剑栅结构。多组剑栅均匀分布在环形传送带上,每组剑栅上有多个可无限旋转的支持点来固定钢板。剑栅在支撑钢板的同时,在到达切割区域之前根据切割轨迹提前进行预调整,以躲避激光的切割,链条结构不同于皮带,可达到很高的加工速度与精度。
结束语:柔性激光落料线是颠覆钣金加工行业的产品,可适应汽车轻量化对高强钢、铝合金的加工要求,适合应用于汽车的主机厂及一级供应商、钢厂、家电主机厂等行业,发展前景和市场价值都具有无限潜力。
参考文献:
[1]舒勒集团. 舒勒亚洲首条双激光头开卷落料线[D]. 锻压装备与制造技术, 2018, 53(6):5.
[2]李娜. 钢铝混合开卷落料线探讨与应用[J]. 锻压装备与制造技术, 2017,52(2):22-24.
[3]曾令超. 开卷落料线规划设计思路浅谈[J]. 装备制造技术, 2019(1):226-231.
猜你喜欢
农业工程学报(2022年11期)2022-08-22
汽车实用技术(2022年15期)2022-08-19
汽车实用技术(2022年11期)2022-06-20
汽车实用技术(2022年11期)2022-06-20
汽车实用技术(2022年10期)2022-06-09
汽车实用技术(2022年10期)2022-06-09
汽车实用技术(2022年5期)2022-04-02
汽车与驾驶维修(维修版)(2019年7期)2019-09-10
智富时代(2019年2期)2019-04-18
智富时代(2019年2期)2019-04-18
