高强度螺栓在斗轮堆取料机结构中的应用
2021-07-01 05:46樊增彬
中国金属通报 2021年6期
樊增彬
(山钢集团日照公司炼铁厂,山东 日照 276800)
1 斗轮堆取料机中高强度螺栓应用概述
高强螺栓连接是20世纪50年代逐步出现并迅速发展起来的新型连接件,其主要特点在于施工简单,在动载荷条件下不易松散,装配方便而且受力性能好,因此在各种重型机械领域应用较为广泛。斗轮堆取料机结构件在施工时会使用铆钉、普通螺栓、高强度螺栓焊接等方式进行连接,但是因为铆钉连接的方式会消耗大量人力、物力,因此现阶段生产的设备已经很少使用。在结构件生产过程中,以螺栓连接和焊接连接为主,主要针对的是结构件连接位置和结构件自身成型连接位置。
在斗轮堆取料机的钢结构当中,所使用的高强螺栓常见规格有m20、m22、m24。这些螺栓使用的材料主要为40b合金钢、45优质碳素结构钢,在尺寸布局和连接形式方面高强螺栓和普通拉力螺栓类似孔径会超过螺栓杆直径约1mm~2mm。
2 高强度螺栓在斗轮堆取料机结构中的应用
2.1 高强度螺栓的表面处理
高强螺栓在表面处理时使用的工艺有4种:热浸锌、磷化、发蓝和达克罗,其中我国国标规定了螺栓当中一般不使用热浸锌工艺。这些工艺有如下特点,首先发蓝是对金属进行热处理的一种重要方式,主要是让金属表面生成氧化膜,这样可以通过致密的氧化膜与外部空气隔绝,可以有效的防锈,使螺栓的使用寿命延长。在外观要求不高的条件下,可以通过发蓝工艺来进一步进行处理。磷化主要是通过电化学或者化学反应使外部生成一种具有磷酸盐的化学转化膜,这层膜也被叫作是磷化膜。磷化主要是为机体金属提供进一步的保护,避免金属出现腐蚀等情况,主要在漆底前打底,这样可以使漆膜层的附着力提升,而且具有较强的防护能力,在工艺当中属于金属冷加工的范畴,可以起到润滑结膜的作用。达克罗涂层是一种银灰色的涂层,外观较为均匀,涂层当中具有大量的铝片和薄锌片,其余部分为铬酸盐,性能优异,可以有效防腐。热浸锌使熔融金属和铁基体之间反应而生成合金层,这样可以让镀层和基体有效结合,热浸锌的附着力强,而且镀层非常均匀,具有较长的使用寿命,优点非常突出。
对当前的斗轮堆取料机设备进行分析可以发现,在综合性价比和使用情况方面,高强螺栓磷化表面处理工艺较为简单,应用广泛,如果需要设备具有较强的抗辐射能力,可以使用达克罗。达克罗的应用性能优良,但是经济成本较高,在外观要求不高的条件下使用发蓝工艺处理,较为合适。当前国标当中没有涉及到热浸锌的内容,由于热浸锌工艺会导致螺栓的性能等级降低,同时会对其外观产生影响,因此,在国内使用较少,国外目前有相应的工艺。
2.2 摩擦型高强度螺栓连接的布置
在螺栓布局方面分为错列式和并列式。在斗轮载取料机的钢结构当中,因为其工艺并不复杂,所以一般使用并列式排布,对于一些特殊的地方需要使用错列式排布,错列式排布的优点是在于可以使钢板截面的削弱减少,这样在实际应用时可以使螺栓的使用数量减少。具体的结构如下所示,左图为并列式,右图为错列式。
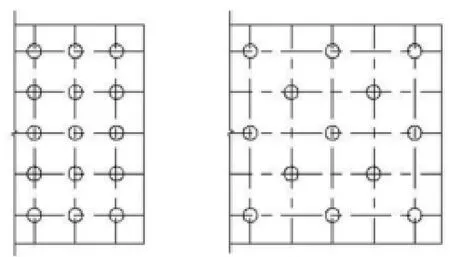
图1 螺栓布置形式
在斗轮堆取料机钢结构当中使用的主要为大型工字截面。在盖板受力方向方面主要为拉压方向,在此过程中可以承担较大的载荷,腹板位置在受力方向方面主要是剪力,相比而言载荷较小。因此在盖板上使用高强度螺栓连接时,通常只需要使用三排螺栓,而在腹板位置使用两排螺栓进行连接,就可以符合要求。在设计过程中需要对高强螺栓的直径大小进行有效控制,依照螺栓直径的大小对螺栓布局的间距进行控制,合理地进行高强螺栓的布设。
3 斗轮堆取料机中高强度螺栓应用的控制
3.1 高强度螺栓副的装配控制
在现场施工前需要注意检验扭矩系数和与拉力,在保证各参数符合要求后才能进行施工,另外需要注意不能在雨雪天对高强度螺栓进行施工。
通常在螺栓的头侧和螺母一侧进行安装,在安装的过程中需要注意观察垫圈孔的位置,需要保证有倒角侧与螺栓头紧密连接,不能出现反装等问题,与此同时还需要注意螺母带圆台面的位置,需要顺着垫圈有倒角位置进行安装,以提高安装过程中的稳定性,保证安装质量。
在安装时需要使高强螺栓自由穿入孔中,如果无法自由出入,也不能使用强行敲打等情况,以免对孔洞产生影响。穿孔时不能使用气割方式进行扩孔,而需要使用绞刀小心地绞孔。在调整之后,最大直径需要控制在1.2倍螺栓直径以内。在修孔过程中需要有效地使连接板和母材贴紧,避免出现铁屑顺着缝隙进入母材和连接板的情况,在绞孔后需要将孔边的毛刺快速的清除,并且注意处理周边的铁屑。
另外,需要保证螺栓穿入的方向一致,螺母需要设置在容易观察的一侧,另外还需要注意在相关位置的高强度螺栓紧固后及时使用高强度螺栓替换一些定位螺栓和临时固定的螺栓,避免遗忘导致后续使用时设备的紧固度不足。
在紧固高强度螺栓时,需要从钢度较大位置向自由端逐步展开,在此过程中从同一节点位置逐步向四周紧固,这样可以进一步使连接板和木材紧密贴合。需要保证接头位置高强度螺栓的有效安装,并且从螺栓群的中部逐步向外部展开,在安装时需要保证拧紧螺栓。在螺栓群中部开始初拧、复拧、终拧,并且向四周扩散逐个拧紧,每拧紧一次,则需要使用不同颜色的油漆进行标记,防止出现漏拧等情况。
3.2 高强度螺栓紧固方法
在高强度螺栓螺纹连接时通过紧固螺母形成预拉力,不能出现漏拧、欠拧或超拧,确保数值准确。在施工过程中对螺栓的紧固程度进行有效控制,较为常用的有控制螺母转角法、控制扭矩法、控制螺栓伸长法等,如果螺栓较长,则需要注意消除长螺栓弹性形变所造成的误差,进一步提高螺栓紧固的效果。
3.2.1 控制扭矩法
为了确保在实际应用时各个位置的高强度螺栓能够被拧紧,在紧固过程中主要分为两步,首先进行初拧。在拧凝时使用的工具为普通扳手,施加的利约为终拧的50%,在实际应用时逐步使板叠靠拢,其次为终拧,在终拧过程中需要使用力矩扳手进行,力矩扳手需要显示扭矩值。在施工时需要将扭矩值的偏差控制在10%以内。控制扭矩法是当前我国在螺栓紧固方面使用的最为广泛的方法。
因为预应力会随着时间的延长而逐步消耗,所以,在施工过程中需要合理地设置扭矩,在原有扭矩基础上提高10%作为补偿。,需要依照一定顺序进行扭剪型高强度螺栓的初拧、终拧,在终拧过程中需要拧掉梅花卡头。个别螺栓由于施工条件,无法通过专用扳手进行操作,可以依照大六角高强度螺栓用扭矩法进行施工。
在施工过程中,需要注意对扭矩进行合理设置,在原有扭矩条件下提升10%,以此作为补偿。为了保证螺栓群所有螺栓都能够有效的拧紧,在施工过程中需要依照一定顺序来对高强度螺栓进行初拧和终拧,在此过程中需要将梅花卡头拧掉,对于一些无法拧掉梅花卡头的螺栓,可以使用大六角高强度螺栓,用扭矩法进行施工。
3.2.2 控制螺栓伸长法
控制螺栓伸长法主要用于对螺栓伸长量进行控制,以达到控制预紧力的效果,拧紧螺母前需要注意对螺栓的原始长度L1进行记录,保证Ll的准确性。其次在施加预紧力,将其拧紧后测量螺栓长度L2,并且对L1和L2的值进行比对和计算,这样就可以有效的将力矩是否符合标准计算出来,这种方式在我国应用不多。
3.2.3 控制螺母转角法
转角法主要是利用螺栓的应变,也就是螺栓拧紧过程中转过的角度来进行控制,以便获取需要的预紧力。高强度螺栓转角施工过程中需要进行初拧和终拧。在初拧时,主要目的在于将板间缝隙的影响消除,并且将螺栓逐步拧紧,通常初拧的扭矩为终拧扭距的1/2,主要的操作目的为使板缝紧密贴合,而后从初拧做出的标记线开始,逐步使用扳手进行终拧。终拧时一般旋转1/3圈到2/3圈,在操作过程中,有效地对相关参数进行测定,无论使用何种方式进行紧固,初拧结束后的螺栓都需要进行标记,并且注意对螺栓的拧紧扭矩进行控制,防止产生漏拧等问题。
3.3 高强度螺栓连接位置的处理
高强螺栓连接安装前需要对摩擦面进行有效的预处理,主要使用砂轮打磨、喷砂或者人工钢丝涂刷等方式进行处理。一般需要将表面的油漆、油污有效去除,确保连接位置的摩擦因数。通常条件下,在处理好的摩擦面生赤锈后就可以进行螺栓的安装,一般需要在露天位置保存约10天左右,通过砂轮打磨时,打磨范围需要在螺栓直径的4倍以上。打磨过程中,打磨方向和受力方向垂直,打磨后需要保证摩擦面没有明显不平整处。通过喷砂的方式进行摩擦面的处理,可以直接进行螺栓的安装,不必等到接触面出现赤锈。
钢板和型钢高强度连接位置需要保证孔边无毛刺,板边平整,接头位置需要注意不能出现变形或翘曲。如果出现需要进行矫正,以避免对摩擦面产生损伤,保证摩擦面能够有效贴合。在接触面出现缝隙时,需要依照规范要求进行控制和处理。
3.4 高强度螺栓检查验收
大六角头强度螺栓在终拧结束之后,需要判断是否出现漏拧、欠拧等情况,可以使用0.3~0.5公斤的小锤进行敲检。如果发现欠拧、漏拧等现象,需要及时进行补拧。如果发现超拧则需要将其更换,对扭矩值的检测非常重要,需要在终拧工作结束1小时后,48小时之内进行检查,检查总量需要在结点数的10%以上,数量在10个以上。单个节点检查时,数量需要在螺栓数量10%以上,数量不能少于两个。
4 结语
通过分析高强螺栓的各种工艺,使斗轮堆取料机的力学结构更为合理,在计算时适当处理斗轮堆取料机,使斗轮堆取料机极其符合设计要求,又能够控制成本,保证安全高效的运行。
猜你喜欢
建材发展导向(2022年20期)2022-11-03
体育科技文献通报(2022年4期)2022-10-21
房地产导刊(2022年4期)2022-04-19
陶瓷学报(2021年4期)2021-10-14
昆钢科技(2020年5期)2021-01-04
思维与智慧·上半月(2020年4期)2020-04-13
发明与创新·小学生(2019年8期)2019-08-27
冰雪运动(2018年5期)2018-05-20
汽车文摘(2015年6期)2016-01-13
故事会(2015年21期)2015-11-17