
工业机器人轴承座薄壁孔的铣削加工工艺*
2021-07-02 06:52刘霞云姚宇茏
机械制造 2021年4期
□ 刘霞云 □ 杨 勇 □ 姚宇茏
1.广东技术师范大学 机电学院 广州 510635 2.长沙富兰德实验分析仪器有限公司 长沙 410013 3.广州长仁工业科技有限公司 广州 511340
1 研究背景

笔者以工业机器人轴承座薄壁孔为研究对象,分析零件的结构特点与加工难点,提供一种用铣削代替镗孔来实现高精度孔加工的方法。这一加工方法简单方便,生产效率高,可靠性高。
2 结构分析
轴承座是工业机器人本体结构中最关键的受力件之一,具有壁薄、精度高、结构复杂、紧凑等特点。轴承座内孔是重要的加工部位,其质量优劣对工业机器人的定位精度及重复定位精度有重要影响。
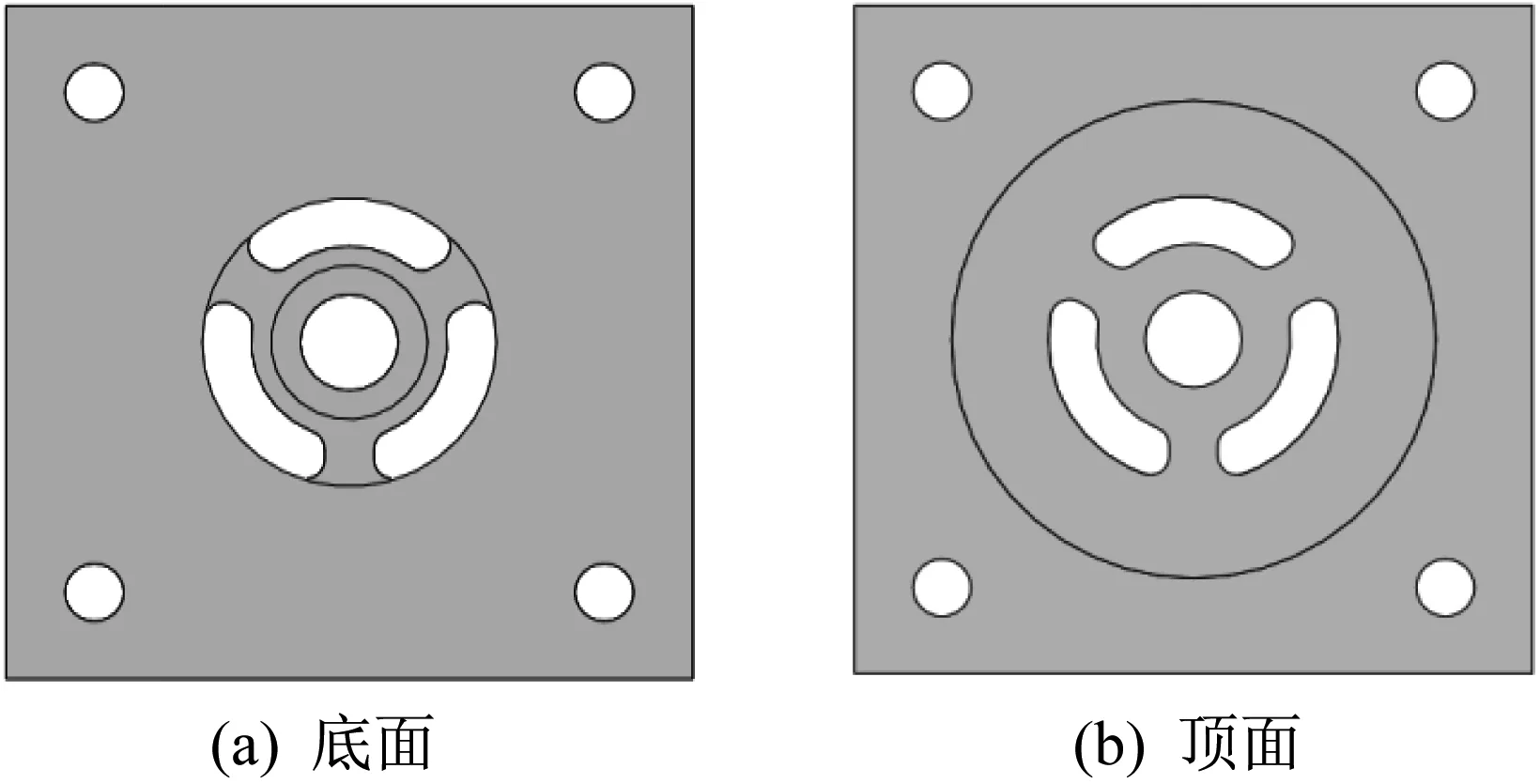
轴承座模型如图1所示。轴承座的材质为A6061铝合金,具有质量轻、密度小、比强度高、抗腐蚀等优点[10]。轴承座加工的关键尺寸部位集中在轴承座顶部,仅由三个支点支撑,处于悬空状态。轴承安装在顶部内侧孔内,轴承孔壁薄且悬空,加工时易变形。

▲图1 轴承座模型
3 加工难点分析
轴承座体积小,型腔结构复杂,精度要求高,壁薄,关键部位都处于悬空状态,在加工过程中极易变形。
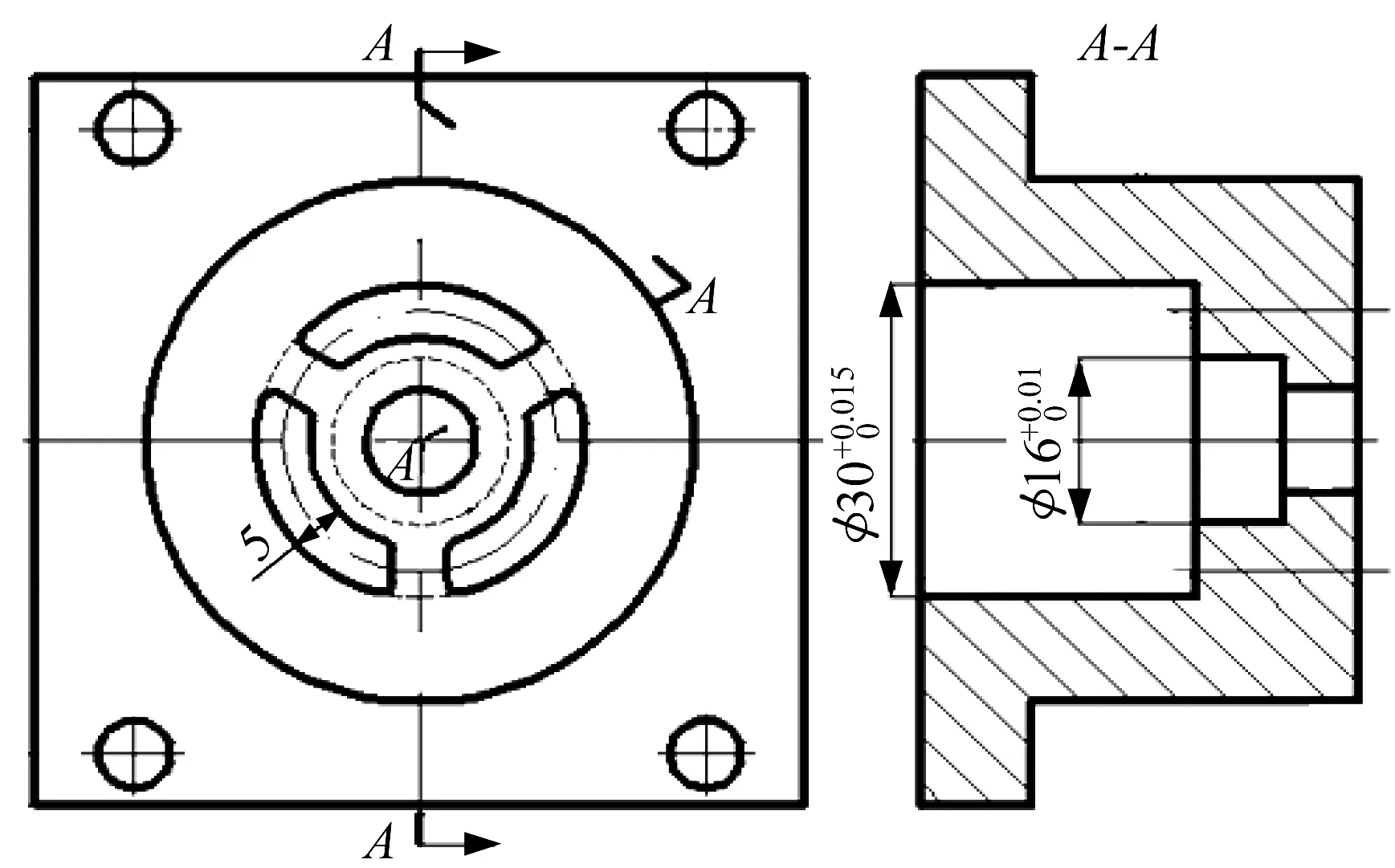
▲图2 轴承座尺寸
综上所述,轴承座加工精度要求高,且要充分考虑铝合金材料的热变形问题。加工热变形直接制约轴承座的最终精度,会降低综合机械性能,这就要求对加工流程、加工路径、切削参数等进行最优化处理。
4 铣削加工方案
4.1 刀具
4.2 工艺
▲图3 轴承座加工图
三个腰型孔呈120°均布,孔窄且深,起排气作用,表面粗糙度Ra为6.3 μm。选用φ4.5 mm麻花钻在每个腰型孔内钻三个工艺孔,如图5所示,然后选用φ4 mm铣刀沿着轮廓四周走刀。
4.3 切削要素
▲图4 圆弧进刀加工
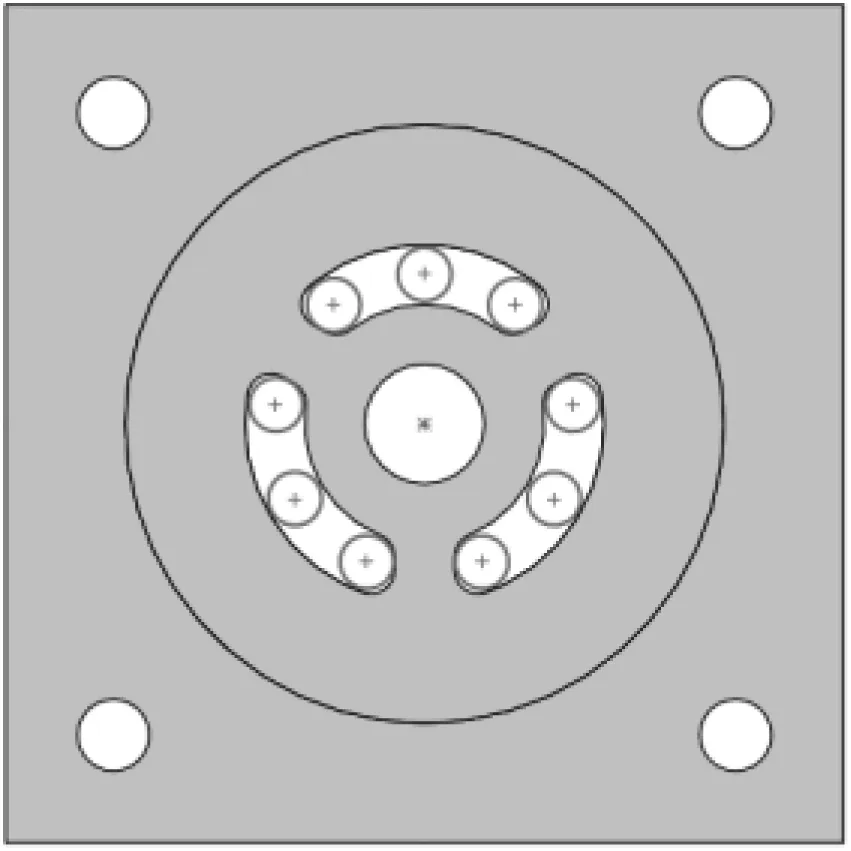
▲图5 腰型孔内工艺孔

表1 切削要素
4.4 切削液
切削液具有润滑、冷却、清洁等作用。在铣削过程中产生的切削热量容易使铝合金材料产生热变形,在高温下,铝合金材料还容易出现粘刀问题,加剧刀具磨损。使用切削液能有效减小切削热量,提高刀具的耐用度。一般采用5%浓度的乳化液,适当提高切削液浓度能有效提高零件加工面的润滑效果、切削性能,减小加工表面粗糙度值。在加工轴承座时,切削液采用5%~10%的乳化液。

▲图6 加工完成的轴承座
5 结束语
笔者介绍了工业机器人轴承座的加工特点,分析了铣削加工难点,从刀具、工艺、切削参数、切削液等方面提出了铣削代替镗孔的轴承座薄壁孔加工方法。这一铣削加工方法相比镗孔,所需要的设备及刀具少,降低了生产成本,提高了可靠性。铣削代替镗孔加工的工业机器人轴承座,各项指标均能够满足技术要求,为其它高精度薄壁孔零件采用铣削加工提供了参考和借鉴。
猜你喜欢
大电机技术(2022年2期)2022-06-05
防爆电机(2022年1期)2022-02-16
哈尔滨轴承(2021年2期)2021-08-12
装备制造技术(2021年4期)2021-08-05
设备管理与维修(2021年18期)2021-01-29
制造技术与机床(2019年8期)2019-09-03
中国铸造装备与技术(2017年3期)2017-06-21
中国科技纵横(2017年7期)2017-05-16
现代制造技术与装备(2016年11期)2016-04-07
现代工业经济和信息化(2016年24期)2016-02-27
