
涡流检测在铝板超声缺陷检测盲区中的应用研究*
2021-07-15 12:08宋小春李冬林廖春晖
传感器与微系统 2021年7期
陈 涛, 曹 恒, 张 赛, 宋小春, 李冬林, 廖春晖
(湖北工业大学 机械工程学院,湖北 武汉 430068)
0 引 言
在航空航天、核能、军事、交通等领域中,铝板材的使用极其广泛。而铝板材在其生产及服役过程中,往往会由于高温高压、疲劳应力等因素影响在内部产生埋藏缺陷及损伤,这些埋藏缺陷及损伤需要及时检测,以免发生严重的安全事故。因此,如何有效地解决铝板材埋藏缺陷检测问题得到了广大学者的广泛关注[1]。目前,对于铝板材及其它金属板材深层缺陷的检测主要运用超声检测方法。超声检测技术对铝板材深层缺陷有着很高的检测灵敏度,但由于回波信号与激励信号几乎重叠难以区分,超声检测技术难以有效检测出位于铝板材近表面(1~2 mm)的埋藏缺陷[2]。
涡流无损检测作为常用的缺陷检测方法之一,由于其本身具有的无需耦合剂、检测速度快、适用于所有导电材料等优点,在缺陷检测领域得到了广泛的应用,并且在深层缺陷检测方面上也取得了一定的突破。Majidnia S等人[3]针对涡流渗透深度做了有限元仿真分析,仿真结果表明线圈内外径、提离距离的变化均会改变涡流在铝板中渗透深度;Smith C H等人[4]制作了巨磁阻(giant magneto resistance,GMR)阵列涡流检测探头用来对铝板埋藏缺陷进行检测,在8~20 kHz的激励频率下,能检测出埋深在1.6~2.0 mm的铝板缺陷;Zhong C R等人[5]利用超导量子干涉仪(SQUID)搭建的检测实验平台,在350 Hz的激励频率下,能够达到4.2 mm铝板的检测深度;周德强等人[6]针对平板导体深层缺陷检测问题,分别研究了反射式、透射式涡流检测中激励频率及探头尺寸对检测灵敏度的影响,得到透射式探头对深层缺陷的检测效果优于反射式探头的结论;邹国辉等人[7]设计了一种双激励线圈结构的探头,使用隧道磁电阻(tunneling magneto resistance,TMR)作为检测,通过实验对探头参数进行优化,实现了对飞机铆钉周围埋藏缺陷的检测;杨宾峰等人[8]利用脉冲涡流法对飞机多层结构中的裂纹缺陷、腐蚀缺陷进行了检测和定量识别研究,对探头提离的影响进行了深入研究。何赟泽等人[9]通过提取快速傅里叶变换幅值谱中频率分量进行分析,实现了多层导电结构中埋藏缺陷的检测与识别。虽然,涡流用于深层缺陷的检测已经取得了一定的进展,但用涡流检测技术弥补超声检测技术在铝板材近表面埋深缺陷检测中存在检测盲区缺陷的问题的文献还很鲜见。
本文首先利用RITEC5000型号超声探测仪验证了超声技术在铝板检测中的检测盲区。针对超声在铝板浅表层埋深缺陷的检测盲区问题,研究了涡流在该超声检测盲区中的特性,优化了涡流线圈几何参数及激励频率来增大涡流在超声检测盲区的检测灵敏度,并搭建了简易的实验系统来验证仿真结果的准确性。
1 仿真分析与结构优化设计
1.1 仿真分析
利用RITEC5000型号的超声探测仪检测了缺陷埋深分别为1,2,3,4 mm的铝板,得到如图1所示铝板不同埋深缺陷的超声回波信号图。
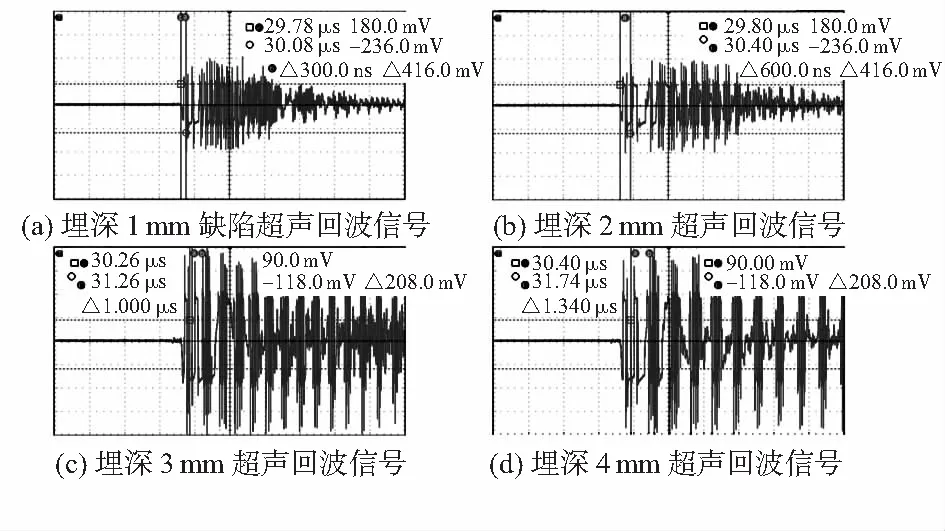
图1 铝板不同埋深缺陷的超声检测信号图
从图1(c),(d)中可以看出铝板缺陷埋深为3.0,4.0 mm时,超声回波信号和始波信号区分较明显;从图1(b)中可以看出,当铝板缺陷埋深减小为2 mm时;回波信号已经和始波信号有一部分重合,难以区分;从图1(a)中可以看出,当铝板缺陷埋深为1 mm,超声始波信号和回波信号混杂在一起,已经完全区分不了超声始波信号和回波信号。图1说明当铝板埋深缺陷太浅时,由于超声回波信号与始波信号时间间隔太短,难以区分超声回波信号峰值位置。因此,在利用超声技术检测铝板埋深缺陷时,存在约2 mm的近表面埋深缺陷检测盲区。
针对超声技术检测铝板埋深缺陷时,存在约2 mm的缺陷检测盲区问题。本文采用涡流检测技术检测铝板埋深1~3 mm的埋深缺陷,弥补超声检测存在近表面检测盲区的缺陷。本文利用COMSOL Multiphysics 5.3构建如图2所示铝板浅表层缺陷二维仿真模型,该模型由空气域、激励线圈、检测线圈、被测试件组成。材料参数设置如表1所示,在AC/DC模块下选择物理场为“磁场”对其进行仿真分析。
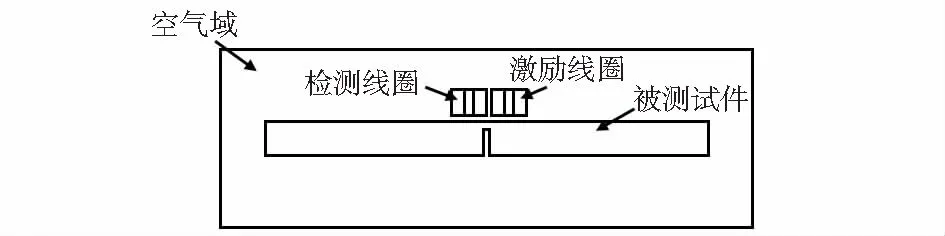
图2 铝板浅表层缺陷模型
表1 仿真模型材料参数
1.2 仿真模型建立
如图2所示,铝板试件模型长度为50 mm,厚度为4 mm,中间设置埋深1.0 mm,宽0.5 mm的矩形缺陷。检测方式设定为一个线圈激励,一个线圈接收的模式,且任何情况下激励线圈与检测线圈参数完全相同。设置激励和检测线圈初始参数如表2所示。在激励线圈中加载电流为0.1 A,频率1 kHz的激励电流。

表2 涡流探头初始设置参数
接着通过控制变量法,研究不同激励频率、线圈内径、匝数条件下,线圈扫查铝板缺陷时的灵敏度S
S=(Vbroken-Vnormal)/Vnormal×100 %
(1)
式中Vnormal为铝板上无缺陷时,检测线圈的输出电压值,Vbroken为铝板上经过缺陷时,检测线圈输出电压值。
1.3 仿真结果
1)线圈激励信号频率对检测灵敏度的影响
经典电磁场理论中,电磁场标准渗透深度δ公式为
(2)
式中f为激励信号的频率,μ为被测导体的磁导率,σ为被测导体的电导率。
对于电导率σ为3.03×107S/m的铝板材,10 kHz电磁场的渗透深度约为1 mm,1 kHz电磁场的渗透深度约为3 mm,因此想要实现对最大埋深3 mm的铝板材深层缺陷的检测,必须降低涡流线圈激励信号频率为1 kHz左右。控制线圈内径及匝数不变,通过改变激励信号频率,研究在铝板材近表层埋深缺陷检测过程中激励频率对涡流线圈检测灵敏度的影响。选取激励电流为100 mA,频率分别为200,300,400,500 Hz,1,2,3,4 kHz的正弦信号作为涡流线圈激励信号,对埋深为1.0 mm,宽为0.5 mm的铝板缺陷进行检测,得到涡流线圈检测灵随着激励频率变化的关系,如图3(a)所示。可以看出,当激励信号频率从200 Hz开始增加时,检测灵敏度随之增加,并且在1 kHz附近达到峰值。之后随着激励信号频率增加,检测灵敏度逐渐降低。由图3可知,对于埋深为1.0 mm的铝板缺陷,1 kHz的激励信号频率能够得到较好的检测灵敏度。
2)线圈内径对检测灵敏度的影响
在仿真模型其他参数不变的情况下,同时改变激励和接收线圈内径,从0.5 mm以0.5 mm为步长增加到3.0 mm,对埋深1 mm,宽度为0.5 mm的缺陷进行求解,得到如图3(b)所示的检测涡流线圈检测灵敏度随着线圈内径变化的关系。可以看出,在线圈内径从0.5 mm变化到2.0 mm的过程中,涡流线圈的检测灵敏度随着线圈内径的增大缓慢减小,而线圈内径从2.0 mm变化到3.0 mm的变化过程中,检测灵敏度随着线圈内径增大而迅速降低。由图3(b)可知,随着线圈内径的逐渐增大检测灵敏度呈现下降趋势。针对埋深1.0 mm,宽度为0.5 mm的铝板材缺陷,线圈内径在0.5~3.0 mm范围内,线圈内径越小,检测灵敏度越高。但是较小内径的线圈所感应出的感应电压信号值也越小,信号处理难度越大[10]。本文中线圈内径选择2.0 mm。
3)线圈匝数对检测灵敏度的影响
在仿真模型中,其他参数不变,设置线圈匝数分别为50,100,150,200,250,300,对埋深1 mm,宽度0.5 mm的缺陷进行求解,得到不同匝数下对埋深1 mm,宽度0.5 mm的缺陷的检测灵敏度,并作出线圈检测灵敏度随着线圈匝数变化的关系图,如图3(c)所示。可以看出,检测灵敏度在线圈匝数为50~300匝的范围内呈上升的趋势,并随着线圈匝数的增加,线圈检测灵敏度增长的越快。图3(c)表明较大的线圈匝数可以提供更高的检测灵敏度,但是由于线圈匝数越大其阻抗就越大,检测过程中线圈越容易发热。因此,本文选择线圈匝数为250匝。
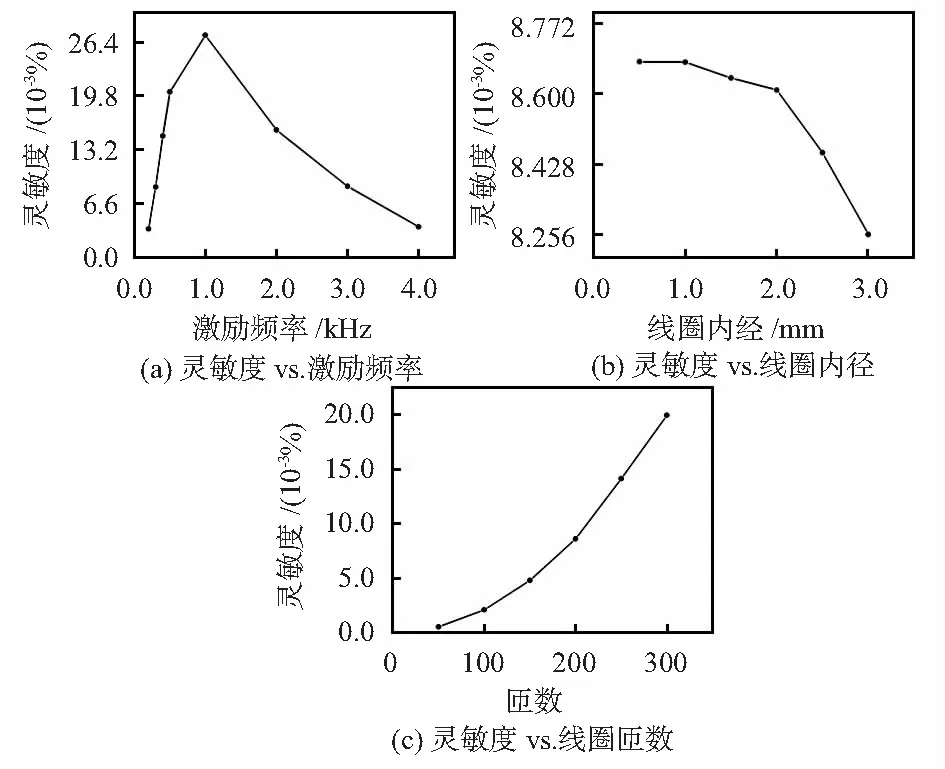
图3 仿真结果
2 实验测试
采用图2仿真模型中所示单激励单接收模式的涡流检测探头,激励线圈与检测线圈并列排布。根据仿真分析的结果,激励和检测线圈均采用0.1 mm直径的漆包线绕制,匝数均为250,线圈内径和外径分别为2.0 mm和4.0 mm,高度为3.0 mm。
2.1 涡流无损检测平台
平台主要由信号发生器、激励线圈、检测线圈、锁相放大器以及被测试件组成。信号发生器主要产生正弦激励信号施加于激励线圈上,检测线圈的感应信号通过锁相放大器被采集后上传到计算机进行信号分析、数据处理。
2.2 实验结果
2.2.1 缺陷埋深实验结果
在4 mm厚的铝板上加工出尺寸为10 mm×0.5 mm×h(长×宽×埋深),h从0.5 mm以0.5 mm为步长增加至3.0 mm的矩形裂纹缺陷,设置激励频率为1 kHz,匀速移动探头扫过所有缺陷,得到宽度相同,不同埋深下的铝板埋深缺陷波形,如图4所示。
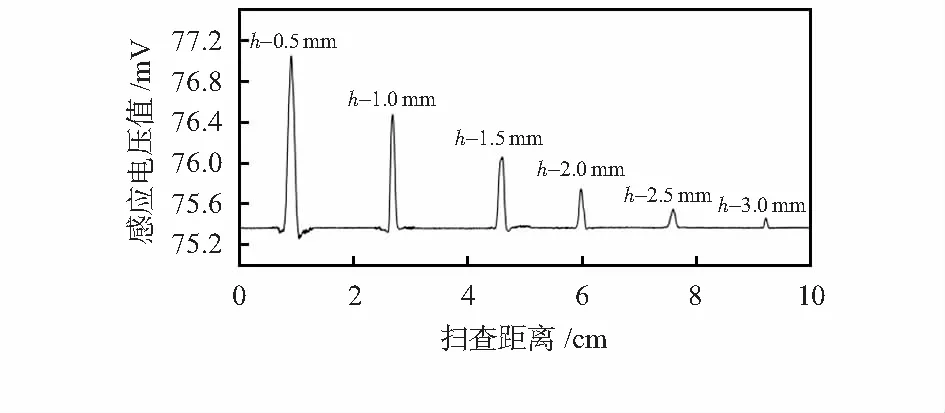
图4 不同埋深缺陷下感应电压值的变化
从图4中可以看出,当探头经过不同埋深的裂纹缺陷时,缺陷检测系统感应信号出现一组明显的波峰;宽度均为0.5 mm的铝板埋深缺陷,在埋深从0.5 mm增加至3.0 mm的过程中,缺陷响应信号逐渐减小。图4表明,该涡流探头能够有效检测到宽度为0.5 mm,最大埋深为3.0 mm铝板人工缺陷。
2.2.2 缺陷宽度实验结果
对不同宽度裂纹进行实验验证,在厚为4 mm的铝板上加工尺寸为10 mm×w×1 mm(长×宽×埋深),w从0.1 mm以0.2 mm为步长增加至1.1 mm的矩形裂纹缺陷,设置激励频率为1 kHz,匀速移动探头扫过所有缺陷,得到埋深相同,不同宽度下的铝板缺陷信号如图5所示。
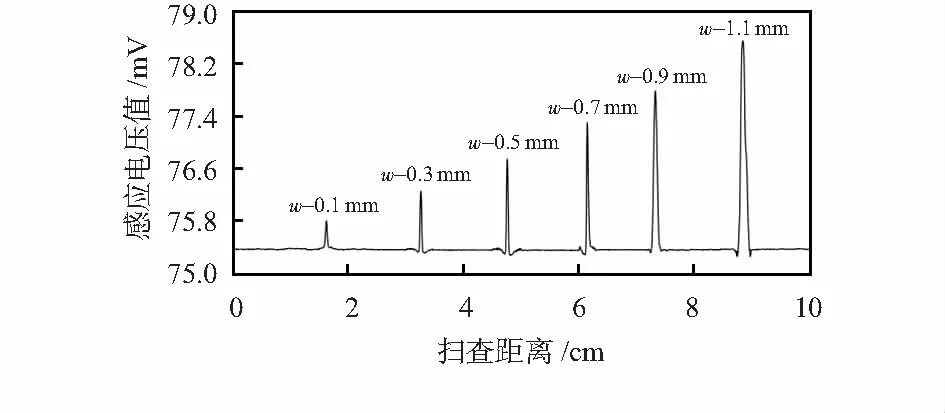
图5 不同宽度缺陷下感应电压值的变化
从图5中可以看出,当探头经过不同宽度的裂纹缺陷时,缺陷检测系统感应信号出现一组明显的波峰,埋深均为1 mm的铝板缺陷,在宽度从0.1 mm增加至1.1 mm的过程中,缺陷响应信号逐渐增大。图5表明,该涡流探头能够有效检测到埋深为1 mm,最小宽度为0.1 mm的铝板人工缺陷。
3 结 论
实验结果表明:本文方法能够有效识别铝板近表面的埋藏缺陷,且能识别出最大埋深3.0 mm,最小宽度0.1 mm的铝板埋藏缺陷。弥补了超声铝板缺陷检测中存在近表面检测盲区的缺陷,后续有望结合超声检测技术对铝板表面缺陷及不同埋深的埋藏缺陷进行快速检测。
猜你喜欢
电机与控制应用(2022年7期)2022-08-31
一重技术(2021年5期)2022-01-18
装备制造技术(2020年11期)2021-01-26
福建质量管理(2020年12期)2020-07-02
汽车与驾驶维修(维修版)(2019年4期)2019-09-10
通信电源技术(2018年5期)2018-08-23
智能城市(2018年7期)2018-07-10
现代工业经济和信息化(2016年8期)2016-05-17
西安建筑科技大学学报(自然科学版)(2014年2期)2014-11-12
汽车科技(2014年6期)2014-03-11
