
响应面法优化酥李果汁的酶法提取工艺
2021-07-17 05:20李德燕贺红早
食品工业科技 2021年14期
李德燕,贺红早
(1.安顺学院,贵州安顺 561000;2.贵州省生物研究所,贵州贵阳 550009)
酥李是蔷薇科李属多年生落叶果树,成熟的酥李果实呈暗橙黄色,口味酸甜,因其富含维生素、蛋白质和多种氨基酸等物质,味美多汁,既可以鲜食又可作为加工保健食品的重要原材料[1]。然而,酥李为呼吸跃变型果实,果实在贮藏运输过程中极易腐烂,货架期短,严重阻碍了酥李产业的快速发展[2]。因此,以酥李果汁为原料,开发酥李果酒和饮料等高附加值产品,已成为解决酥李贮运问题的有效途径,对酥李产业发展具有重要意义[3]。
生物酶解法利用酶催化反应促进了果肉组织浸解和液化,有利于汁液和养分物质流出,从而有效提高果汁出汁率和稳定性,具有专一性强、成本低、无有机残留等优点[4−7]。研究表明,酶法制汁已成功用于枣[8−10]、无花果[11−12]、香蕉[13−14]、花红[15]、葡萄[16−19]、苹果[20−22]、刺梨[23−25]、树莓[26−27]、猕猴桃[28−29]和布朗李[30]等多种果汁生产过程中。然而,目前专门针对酶法提高酥李出汁率的相关研究尚未见报道,使得酥李饮料及果酒开发缓慢。
因此,本研究以酥李果浆出汁率为指标,通过研究果胶酶、纤维素酶以及复合酶(由果胶酶和纤维素酶组成)酶解提取酥李果汁的最佳工艺条件,旨在为贵州李资源深加利用提供理论参考。
1 材料与方法
1.1 材料与仪器
酥李 贵州省贵定县盘江镇狮扑村;果胶酶(酶活100000 U/g),上海兔杰工贸有限公司;纤维素酶(100000 U/g) 食品级,和氏璧生物科技有限公司;D-异抗坏血酸、K2S2O5、柠檬酸等化学试剂 国产分析纯。
CL-S 去核机 肇庆市凤翔餐饮设备有限公司;JJ-2 组织捣碎匀浆机 无锡沃信仪器有限公司;精密pH 计 上海雷磁仪器厂;JY10002 电子天平 上海舜宇恒平科学仪器有限公司;DZKW 数字显示电热恒温水浴锅 上海振宇化工科技有限公司。
1.2 实验方法
1.2.1 酥李果汁制备工艺 选取成熟的酥李鲜果,在分选、清洗、阴干后经沸水热烫3 min,冷却后去核。分别称取100 g 酥李果肉并按1:2 料水比(g/mL)加入匀浆机,同时加入0.04 g/100 mL D-异抗坏血酸护色,在3000 r/min 打浆30 s,并用K2S2O5调节果浆SO2浓度至100 mg/L,制得均匀的酥李果浆。根据实验要求,采用1.0%柠檬酸调节酥李果浆pH,再添加酶进行酶解处理。将酶解后的酥李果浆置于85 ℃水浴锅处理15 min,冷却后在4500 r/min 离心10 min,测定酥李果汁出汁率。每组处理重复三次。
1.2.2 酶解单因素实验 加酶量设计:取酥李果浆各100 mL 于三角瓶中,在38 ℃、pH3.8 条件下分别添加果胶酶或纤维素酶0.05、0.15、0.25、0.35、0.45、0.55、0.65 g/L,酶解时间为90 min,测定出汁率。
酶解温度设计:取酥李果浆各100 mL 于三角瓶中,在0.35 g/L 果胶酶或0.45 g/L 纤维素酶、pH3.8条件下分别置于26、29、32、35、38、41、44 ℃的恒温环境中,酶解时间为90 min,测定出汁率。
酶解pH 设计:取酥李果浆各100 mL 于三角瓶中,在0.35 g/L 果胶酶或0.45 g/L 纤维素酶、38 ℃条件下分别调节果汁pH 为3.0、3.3、3.6、3.9、4.2、4.5、4.8,酶解时间为90 min,测定出汁率。
酶解时间设计:取酥李果浆各100 mL 于三角瓶中,在0.35 g/L 果胶酶或0.45 g/L 纤维素酶、pH3.8、38 ℃条件下分别酶解45、60、75、90、105、120、135 min,测定出汁率。
1.2.3 响应面试验 根据单因素实验结果,以加酶量(A)、酶解温度(B)、酶解pH(C)、酶解时间(D)为自变量,酥李果浆出汁率(Y)作为响应值,采用Box-Behnken 试验设计,响应面试验因素及水平详见表1。
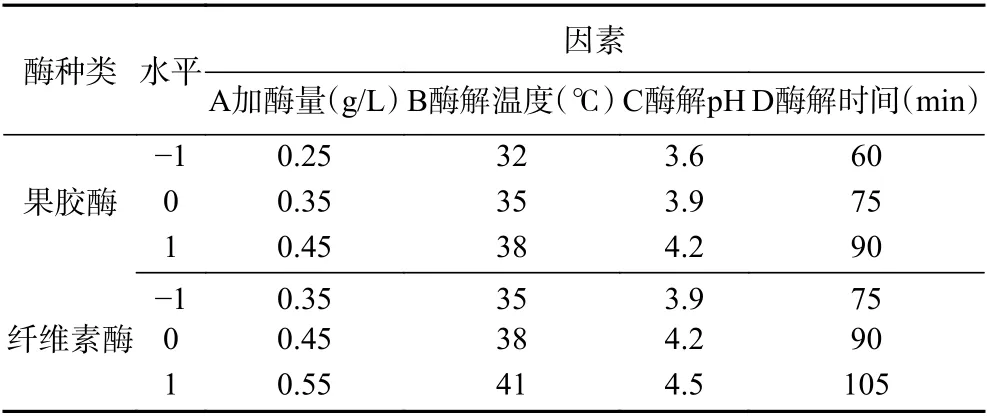
表1 响应面分析法优化果胶酶、纤维素酶酶解工艺Table 1 Optimization of pectinase and cellulose extraction by response surface methodolog
1.2.4 复合酶响应面试验 根据单因素实验结果,以果胶酶酶添加量(A)、纤维素酶添加量(B)、酶解温度(C)、酶解pH(D)和酶解时间(E)为自变量,酥李果浆出汁率(Y)作为响应值,采用Box-Behnken 试验设计。酥李复合酶酶解制汁工艺响应面试验因素及水平见表2。
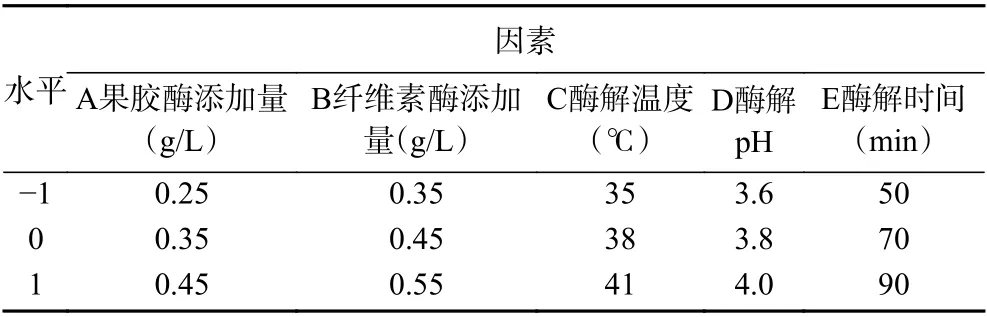
表2 响应面分析法优化复合酶酶解工艺Table 2 Optimization of complex enzyme extraction by response surface methodology
1.2.5 出汁率测定 以不加酶的酥李果浆出汁率为对照(CK),对最优酶解工艺条件下的酥李果浆出汁率进行测定,分析最优酶解工艺对其出汁率的影响[15]。
式中:W 为出汁率,%;m1为酶解处理后酥李果汁的质量,g;m2为酶解前酥李果实质量,g;m3为加水量,g。
1.3 数据处理
实验数据为3 次重复平均值,采用Excel 进行数据统计和作图,SPSS20.0 软件进行数据分析,利用Design-Expert 10.0.7 研究三种酶添加方式对酥李果浆出汁率的影响。
2 结果与分析
2.1 单因素实验结果
2.1.1 加酶量对出汁率的影响 果胶酶添加量和纤维素酶添加量对提高酥李出汁率均有显著作用(见图1)。随着果胶酶添加量增加,酥李果浆出汁率先快速增加,当果胶酶添加量高于0.35 g/L(出汁率为77.35%)后,其出汁率增加较缓慢。纤维素酶添加量为0.05~0.15 g/L 时酥李果浆出汁率缓慢增加,0.15~0.25 g/L 出汁率快速增加,当纤维素酶添加量高于0.45 g/L(出汁率为74.28%)后,其出汁率增加缓慢。因此,综合成本考虑,酥李果浆酶解制汁过程中选择果胶酶和纤维素酶最佳用量分别为0.35 和0.45 g/L。
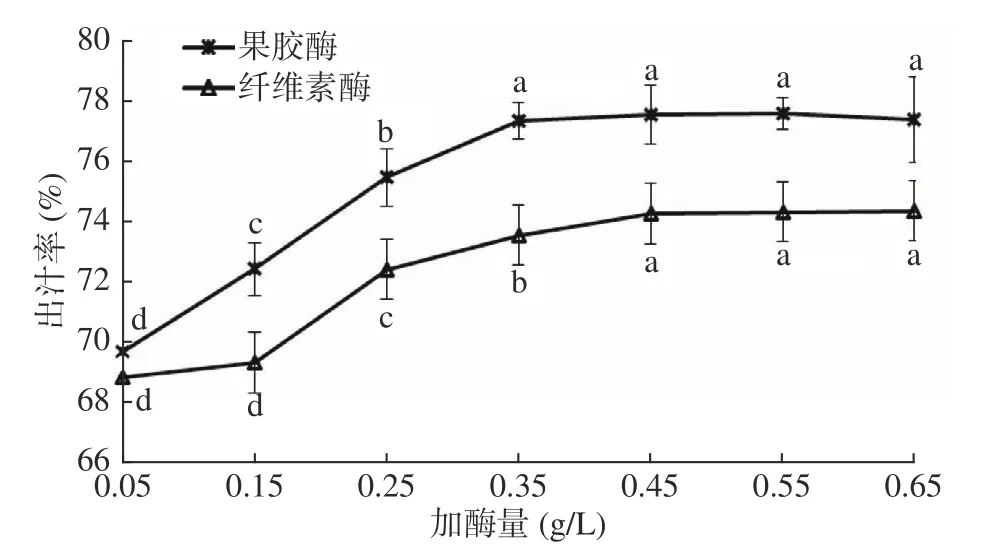
图1 不同酶添加量对酥李出汁率的影响Fig.1 Effects of different enzyme concentrations on juice yield of crisp plum
2.1.2 酶解温度对出汁率的影响 不同酶解温度下果胶酶和纤维素酶对酥李出汁率有显著的影响,随着酶解温度的升高均为先升高后降低的变化趋势(见图2)。当果胶酶和纤维素酶酶解温度分别在35 和38 ℃时,酥李果浆出汁率均达最高值,分别为78.56%和74.42%。因此,酥李果浆酶解制汁过程中果胶酶和纤维素酶的最佳温度分别为35 和38 ℃。

图2 不同酶解温度对酥李出汁率的影响Fig.2 Effects of different enzyme hydrolysis temperature on juice yield of crisp plum
2.1.3 酶解pH 对出汁率的影响 不同酶解pH 下果胶酶和纤维素酶对酥李出汁率有显著的影响(P<0.05),并随pH 增加先升高后降低(见图3)。当果胶酶酶解pH 为3.9 时酥李出汁率达到最高值,为78.37%;当纤维素酶解pH 为4.2 时,酥李出汁率达到最高值,为74.17%。因此,酥李果浆酶解制汁过程中果胶酶和纤维素酶酶解的最佳pH 分别为3.9 和4.2。
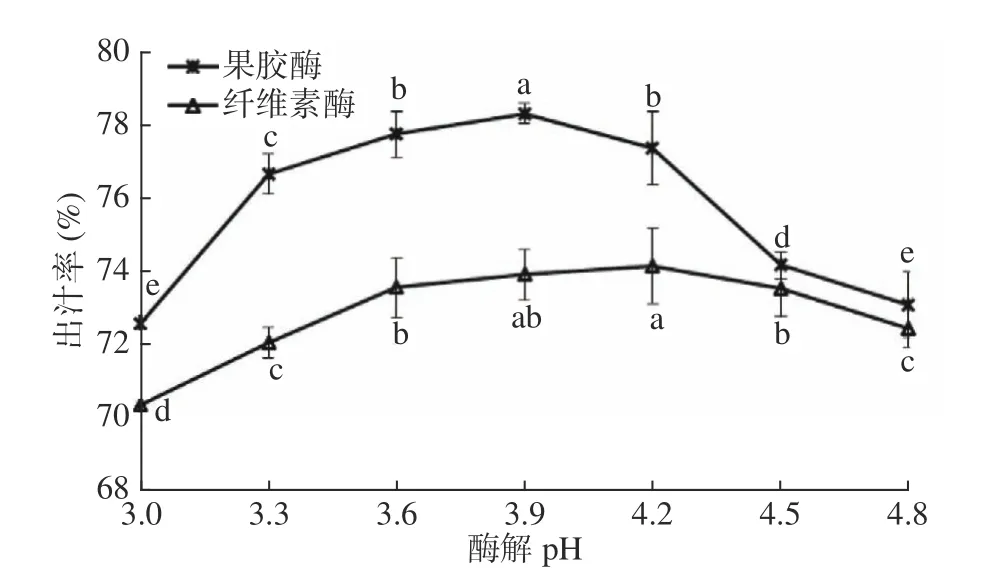
图3 不同单酶酶解pH 对酥李出汁率的影响Fig.3 Effects of different enzyme hydrolysis pH on juice yield of crisp plum
2.1.4 酶解时间对出汁率的影响 不同酶解时间下果胶酶和纤维素酶对酥李出汁率具有显著的影响(见图4)。随着酶解时间延长,果胶酶和纤维素酶对酶解酥李出汁效果逐渐提高,分别在75 和90 min 时出汁率达到一定高度,继续延长酶解时间对出汁率增加不明显,此时酥李出汁率分别为78.11%和73.91%。因此,酥李果浆酶解制汁过程中选择果胶酶和纤维素酶酶解制汁的最佳时间分别为75 和90 min。

图4 不同酶解时间对酥李出汁率的影响Fig.4 Effect of different enzymolysistime on juice yield of crisp plum
2.2 响应面法优化酶解条件
2.2.1 果胶酶酶解工艺
2.2.1.1 响应面试验结果 根据单因素实验结果进行4 因素3 水平的响应面优化设计试验,以出汁率为响应指标,结果见表3。通过Design-Expert 10.0.7软件对表2中数据进行多元回归分析,获得以酥李出汁率为响应值的回归方程:Y=71.75+1.52A+3.97B−0.3C−0.02D+0.5AB−0.038AC+0.04AD−BC−0.012BD+0.18CD−0.26A2+1.29B2−1.48C2−0.2D2。

表3 果胶酶制备酥李果汁工艺优化响应面试验结果Table 3 Results of response surface method for pectinase extraction of crisp plum juice
该回归模型极显著(P<0.01),模型的决定系数R2=0.9510,调整系数RAdj2=0.9021,失拟项P=0.7999>0.05,说明该模型预测值与试验值拟合度较高,可有效对果胶酶提取酥李果汁的出汁率进行理论预测,同时也能对果胶酶提取酥李果汁的工艺条件进行较好地分析(见表4)。在该模型中,一次项果胶加酶量A、酶解温度B、二次项B2和二次项C2对结果的影响极显著(P<0.01),其它项对结果影响不显著(P>0.05)。根据F值可知,对酥李出汁率影响程度依次为:
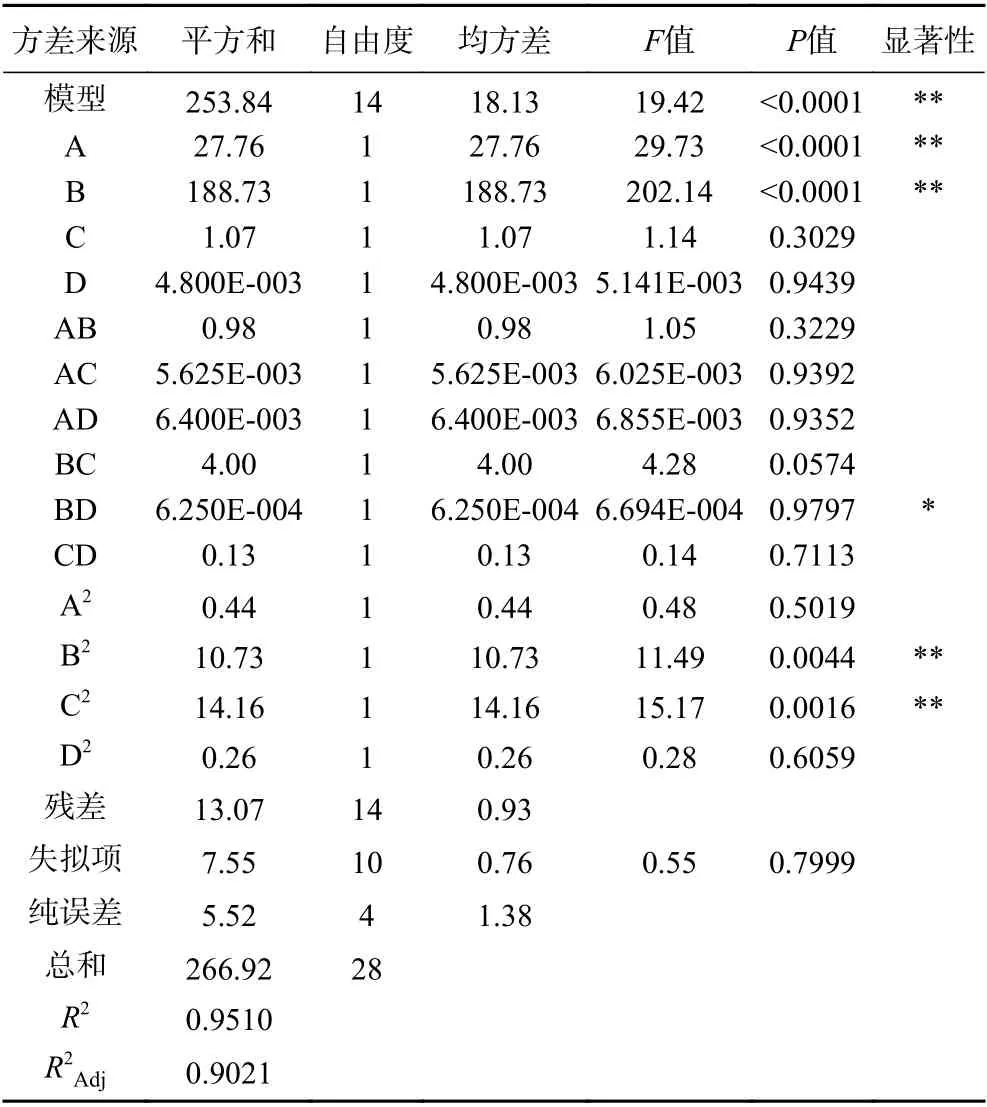
表4 出汁率回归模型的方差分析Table 4 Variance analysis of multiple regression model of juice yield
B(F=202.14)>A(F=29.73)>C(F=1.14)>D(F=5.141E−003),即果胶酶酶解温度>添加量>酶解pH>酶解时间。
2.2.1.2 工艺优化与验证 采用Design-Expert10.0.7进行果胶酶对酥李果汁酶解工艺参数优化组合,预测最佳工艺条件为:果胶酶添加量0.45 g/L、酶解温度38 ℃、酶解pH3.76、酶解时间72.38 min,在此条件下酥李出汁率预测值79.06%。考虑到实际情况,将最佳工艺条件参数调整为果胶酶添加量0.45 g/L、酶解温度38 ℃、酶解pH3.8、酶解时间72 min。在此工艺条件下进行3 次平行试验取平均值出汁率为78.63%,与预测值误差率仅为0.54%,说明该回归模型能较好地反映果胶酶制备酥李果汁的出汁率。同时,与未加酶处理(CK 出汁率为61.85%)相比,该工艺条件下出酥李出汁率提高了27.13%,说明在酥李制汁过程中适量添加果胶酶有利于提高果汁生产率。
2.2.2 纤维素酶酶解工艺
2.2.2.1 响应面试验结果 根据单因素实验结果进行4 因素3 水平的响应面优化设计试验,以出汁率为响应指标,试验结果见表5。通过Design-Expert 10.0.7软件对表4中数据进行多元回归分析,获得以酥李出汁率为响应值的回归方程:

表5 纤维素酶制备酥李果汁工艺优化响应面试验结果Table 5 Results of response surface method for cellulose extraction of crisp plum juice
Y=67.53+1.16A+3.42B−0.82C−0.19D+0.82AB 0.71AC+0.04AD−0.69BC+0.49BD+0.68CD−0.037A2+1.79B2−1.26C2−0.014D2
该回归模型极显著(P<0.01),模型的决定系数R2=0.9408,调整系数R2Adj=0.8815,失拟项P=0.7850>0.05,说明该模型预测值与试验值拟合度较高,可有效预测纤维素酶酶解酥李果汁的出汁率,同时也能对纤维素酶酶解提取酥李果汁的工艺条件进行较好地分析(见表6)。在该模型中,一次项纤维素酶添加量A、酶解温度B、酶解pH C 和二次项B2对结果的影响极显著(P<0.01),二次项C2对结果的影响显著(P>0.05)。由F值可知,影响酥李果浆出汁率的因素顺序依次为:B(F=146.88)>A(F=16.95)>C(F=8.36)>D(F=0.44),即纤维素酶酶解温度>酶添加量>酶解pH>酶解时间。

表6 出汁率回归模型的方差分析Table 6 Variance analysis of multiple regression model of juice yield
2.2.2.2 工艺优化与验证 采用Design-Expert 10.0.7对纤维素酶酶解提取酥李果汁的工艺参数进行优化,预测最佳工艺条件为:纤维素酶添加量0.55 g/L、酶解温度41 ℃、酶解pH4.18、酶解时间105 min,在此条件下酥李果浆出汁率预测值为75.01%。考虑到实际情况,将最佳工艺条件参数调整为纤维素酶添加量0.55 g/L、酶解温度41 ℃、酶解pH4.2、酶解时间105 min。在该工艺条件下进行3 次平行试验取平均值出汁率为74.33%,与预测值误差率仅为0.91%,说明该回归模型能较好地反映纤维素酶制备酥李果浆的出汁率。与对照(CK)相比,该工艺条件下出汁率提高了20.18%,表明适量添加纤维素酶对酥李果汁生产具有促进作用。
2.2.3 复合酶酶解工艺
2.2.3.1 响应面试验结果 根据单因素实验结果进行4 因素3 水平的响应面优化设计试验,以出汁率为响应指标,试验结果见表7。通过Design-Expert 10.0.7 软件对表7中数据进行多元回归分析,获得以酥李出汁率为响应值的回归方程:Y=69.8+0.98A+2.41B+4.68C+0.4D+0.053E+0.16AB+0.4AC+0.65AD−0.072AE+0.85BC+0.4BD−0.28BE−0.1CD+0.39CE+0.23DE−0.26A2+0.11B2+1.11C2+0.53D2−0.16E2

表7 复合酶制备酥李果汁工艺优化响应面试验结果Table 7 Results of response surface method for complex enzyme extraction of crisp plum juice
该回归模型极显著(P<0.01),模型的决定系数R2=0.9635,调整系数RAdj2=0.9344,失拟项P=0.1818>0.05,说明该模型预测值与试验值拟合度较高,可有效对该复合酶酶解酥李果汁出汁率进行理论预测,同时也能对该复合酶酶解提取酥李果汁的工艺条件进行较好地分析(见表8)。在该模型中,一次项果胶酶添加量A、纤维素酶添加量B、酶解温度C 和二次项C2对结果的影响极显著(P<0.01)。由F值可知,影响该复合酶酶解提取酥李果汁出汁率的因素依次为:C(F=477.34)>B(F=126.87)>A(F=20.90)>D(F=3.42)>E(F=0.060),即复合酶酶解温度>纤维素酶添加量>果胶酶添加量>酶解pH>酶解时间。
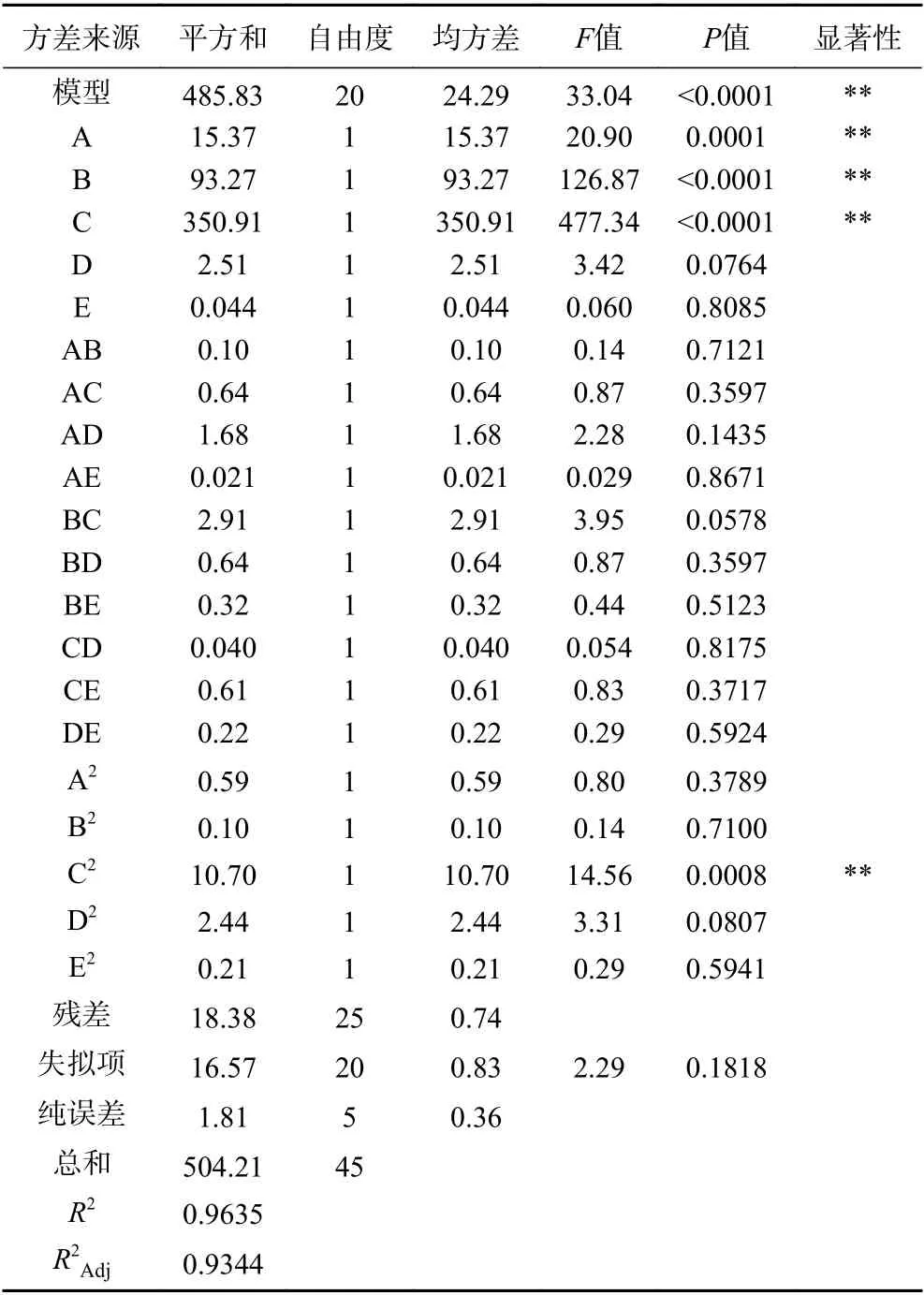
表8 出汁率回归模型的方差分析Table 8 Variance analysis of multiple regression model of juice yield
2.2.3.2 工艺优化与验证 通过响应面分析法对复合酶酶解提取酥李果汁的工艺参数进行优化,预测最佳工艺条件为:果胶酶添加量0.45 g/L、纤维素酶添加量0.55 g/L、酶解温度41 ℃、酶解pH4.0、酶解时间86.55 min,在此条件下出汁率预测值为82.26%。考虑到实际情况,将最佳工艺参数调整为果胶酶添加量0.45 g/L、纤维素酶添加量0.55 g/L、酶解温度41 ℃、酶解pH4.0、酶解时间87 min。在该工艺条件下进行3 次平行试验取平均值出汁率为81.51%,与预测值误差率仅为0.91%,说明该回归模型能较好地反映复合酶酶解提取酥李果浆的出汁率。与对照(CK)相比,该工艺条件下出汁率提高了31.79%,表明复合酶处理可有效提高酥李出汁率;同时,与添加单一酶(果胶酶或纤维素酶)制汁相比,采用复合酶酶解提取酥李果汁更有利于提高果汁的生产率。
3 结论
在酶法提取酥李果汁的过程中,果胶酶和纤维素酶的不同加酶方式对酥李出汁率的影响因素顺序均为酶解温度>加酶量>酶解pH>酶解时间。添加果胶酶的最佳工艺条件为加酶量0.45 g/L、酶解温度38 ℃、酶解pH3.8、酶解时间72 min,实际出汁率为78.63%,提高了27.13%。添加纤维素酶的最佳工艺条件为加酶量0.55 g/L、酶解温度41 ℃、酶解pH4.2、酶解时间105 min,实际出汁率为74.33%,提高了20.18%。添加复合酶的最佳制汁工艺条件为果胶酶添加量0.45 g/L、纤维素酶添加量0.55 g/L、酶解温度41 ℃、酶解pH4.0、酶解时间87 min,实际出汁率为81.51%,提高了31.79%。在三种酶添加方式的最佳提取工艺条件下,酥李出汁率均与相应预测值接近,得到的回归模型均能较好地反映相应酶提取酥李果汁的出汁率,表明所得工艺合理可靠。同时,出汁率增加表明不同酶添加方式对酥李果汁生产均有促进作用,其影响程度依次为复合酶(果胶酶和纤维素酶)>果胶酶>纤维素酶。本研究结果可为贵州李资源产品开发和利用提供一定的技术参考。
本研究中,仅针对酶法提取酥李果汁过程中果胶酶和纤维素酶的不同添加方式对果汁的提取效果展开了研究,而未对果汁中养分组成及其损失情况进行探讨。因此,在相关的后续研究中还需对果汁的质量状况进行深入研究。
猜你喜欢
数学小灵通(1-2年级)(2021年10期)2021-11-05
数学小灵通(1-2年级)(2020年12期)2021-01-14
军事文摘(2020年22期)2021-01-04
食品与机械(2020年8期)2020-09-18
小哥白尼(趣味科学)(2019年9期)2019-12-27
食品安全导刊(2018年24期)2018-09-26
幼儿教育·父母孩子版(2017年8期)2017-10-12
小天使·二年级语数英综合(2017年6期)2017-06-06
小学阅读指南·低年级版(2016年10期)2016-09-10
中国果菜(2015年2期)2015-03-11
