
碳碗检测方法研究
2021-08-01 06:37韩栋,王冉
中国金属通报 2021年3期
韩 栋,王 冉
(新疆农六师碳素有限公司 设备技术科,新疆 五家渠 831300)
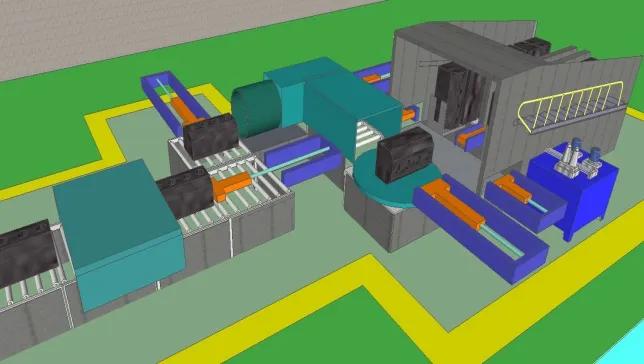
1 炭块解组清理机执行工艺
夹块天车从焙烧炉夹持回的两组焙烧碳块,放入炭块解组清理机接收装置的篮筐内,通过链条传动带动推块,将焙烧碳块沿底座棍子滑道逐一推移到倾翻装置上。碳块倾翻装置共两个,分别将接收装置逐一推移到其上的两组焙烧碳块由竖直倾翻为水平,最终放置在接料台上,1#推料
机将碳块推移至接料台中部,接收装置上的中心推块油缸将碳块推上水平回转台,水平回转台旋转0°或180°将解组后一正一反的碳块放置方向变为一致,然后2#推料机将碳块推入刮板清理机进行表面清理工作,3#推料机将清理过后的碳块
推出刮板清理机并推入垂直翻转机。垂直翻转机旋转90°保证所有碳块炭碗向上。4#推料机将碳块从辊式接料台上横向推到过渡架上,在过渡架上完成人工辅助清理后,5#推料机将碳块从过渡架上推到倾翻吹料机上,倾翻吹料结束后,碳块被推移上输送系统,被输送至指定地点,各落料点上方设置收尘罩以便用户接入,各落料点下方设置螺旋输送机将散落料收集至料池内。
产能: ~30 块/小时
要求输送系统输送速度:~8m/min
液压缸推移速度:6m/min
液压系统:2 套
液压系统工作压力:10MPa
液压站容积:L1=1000L,
功率:22KW+3x2KW ;L2=800L,
功率:15KW+3x2KW
主机接入功率:70KW
2 现有碳碗检测的问题
当1、2#推料机将碳块推移至接料台中部,车间推料机上安装的碳碗检测装置检测,该装置为检测倾翻到平台检测炭块正反方向,以及接收装置上的中心推块油缸将碳块推上水平回转台,水平回转台旋转0°或180°将解组后一正一反的碳块放置方向变为一致,提供控制检测参数。其检测准确与否直接影响整个后续环节的运行,由于现有碳碗检测设备均为为单点接近开关进行方向判断,容易因传感器或机械故障原因出现方向检测错误,一旦检测错误就必须停下整个设备,现场操作人员用多功能天车将炭块抓起放在地面,并人工将其翻面,在由多功能天车抓回原位置,然后重新启动设备运行。
(1)夹取翻块时需现场人员及天车操作工共同处理对人工造成极大的浪费,也容易产生不安全因素。
(2)无法实现炭块解组清理机的无人值守,焙烧车间难以减员增效;
(3)由于炭块重量较大,一旦出现检测错误需要将炭块夹到地面进行翻滚由于惯性容易出现磕碰对炭块质量造成影响;
(4)碳碗检测装置出现问题进行维修设备时,设备必须不能运行生产,对焙烧车间生产环节产生影响。
3 新型智能型碳碗检测装置的设计与应用优点
新型智能型碳碗检测装置采用三组碳碗检测点,其结构密封防尘,防振动,安装调节方便等优点。
系统控制器与碳碗检测装置形成三选二表决模型,系统控制器遂该表决模型形成可靠的模型计算,这种计算方式可高可靠性的判断结果,可确保某个传感器故障时仍能够正常的进行检测工作,也能准确的判断出系统中各个传感器的运行状况。
模型公式分两类:
1、OUT1: [(I1||I2)&(I2||I3)]*H+[(I2||I3)&(I1||I3)]*H+[(I1||I2)&(I1||I3)]*H ≤1
2、OUT2: [(I1||I2)&(I2||I3)]*D+[(I2||I3)&(I1||I3)]*D+[(I1||I2)&(I1||I3)]*D ≥2
其中I1、I2 和I3 分别代表模型3 个信号输入,OUT 代表表决结果输出,D 代表液压推杆推块到位信号,H 代表液压推杆退回到位。
OUT1 判断碳碗检测装置是否正常,能否具备检测条件;
OUT2 判断碳碗检测装置检测结果,用于判定炭块方向。

?

?
4 结论
综上所述,企业产中存在着大量的可变因素,同时自动化智能化的控制在现场设备上的应用也在不断的进步。传感器的应用设计本着最大限度的提高工作效率和节省人力物力为出发点,碳碗检测装置采用高可靠性的检测手段、合理的结构组成与缜密的逻辑分析判断,实现设备信号的智能采集分析功能。智能控制需改变传统的传感器设计理念、生产方式和应用模式,而这一新兴技术为人们提供一种全新获取信息、处理信息的途径,相信在工业的不断发展下会有越来越广的发展。
猜你喜欢
小哥白尼(军事科学)(2022年4期)2022-07-08
中学生数理化·七年级数学人教版(2021年6期)2021-11-22
中学生数理化·七年级数学人教版(2021年6期)2021-11-22
中学生数理化·七年级数学人教版(2021年6期)2021-11-22
发明与创新(2021年39期)2021-11-05
中学生数理化·七年级数学人教版(2020年12期)2021-01-18
中学生数理化·七年级数学人教版(2020年12期)2021-01-18
军事文摘(2017年16期)2018-01-19
Coco薇(2017年10期)2017-10-12
发明与创新(2016年38期)2016-08-22
