压缩机转子主轴弹性弯曲校直方法
2021-08-01 09:34王福新
压缩机技术 2021年3期
张 帝,王福新,于 洋,乔 侽,王 俊
(沈阳鼓风机集团股份有限公司,辽宁沈阳 110869)
1 引言
压缩机转子热装叶轮过程中造成主轴弹性弯曲后进行热应力释放的校直方法。不适用于转子在装配过程中受到非正常外力所造成的主轴塑性变形引起的弯曲。
2 叶轮热装原理
叶轮与主轴为过盈配合,利用热胀冷缩的原理,采用加热叶轮的方法对叶轮与主轴装配。叶轮加热后其内孔尺寸大于主轴轴颈尺寸并且产生一定的装配间隙这样才能使叶轮顺利装配。叶轮装配完成后温度在逐渐冷却过程中,叶轮与主轴之间间隙逐渐缩小,直到常温后与主轴达到过盈配合。
3 主轴弯曲
3.1 主轴是否弯曲的判定
装配后的叶轮冷却到常温后,需要对其与主轴形成的转子进行跳动检测,如果跳动值大于要求值,需对转子进行热应力释放。径向跳动要求值见表1,径向跳动测量具体位置见图1。
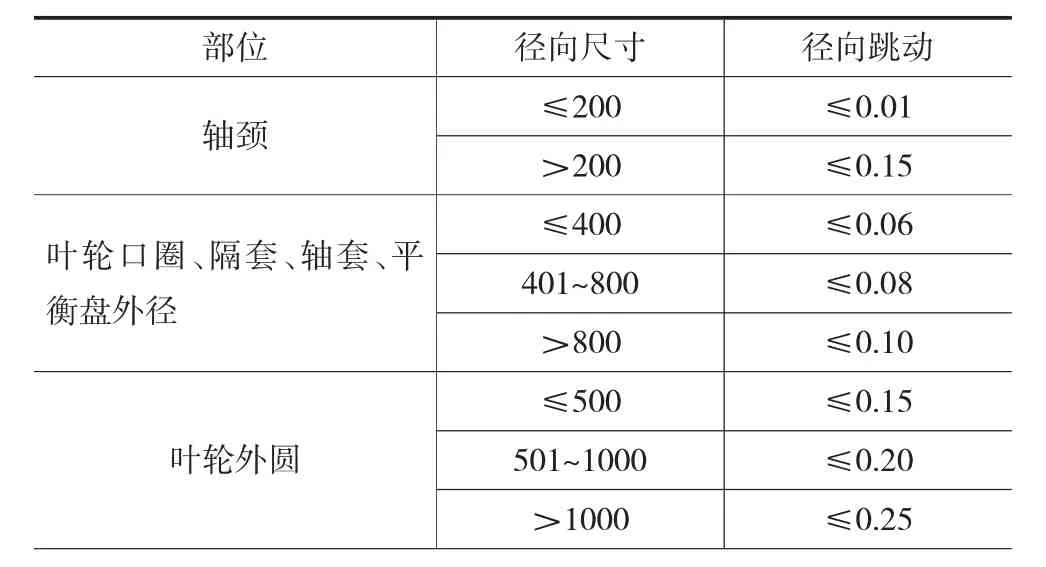
表1 转子径向跳动要求
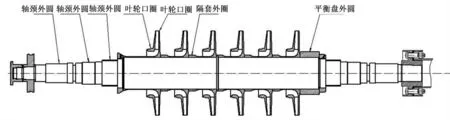
图1 径向跳动测量具体位置
3.2 叶轮装配过程中主轴弯曲原因分析
由于主轴外径和叶轮内孔中心在热装后不可能在一个同心圆内,如图2所示,所以主轴和叶轮装配后主轴外径和叶轮内孔之间圆周间隙一般情况下是不等的,甚至会产生主轴一侧与叶轮内孔接触另一侧有较大间隙现象。叶轮与主轴相互接触的部位叶轮的温度对主轴传导很快,主轴在此位置温升也很快,在对面180°处对主轴只是热辐射,温升较慢,形成了一定的温差,温度高的一侧主轴热涨量要大(主轴伸长较大)温度低的热涨量相对要小(主轴伸长较小),使主轴产生弯曲现象。随着叶轮温度逐渐降低叶轮与主轴从间隙逐渐产生过盈,在主轴在叶轮内孔圆周包容面内叶轮对主轴热传导还没有达到等温的状态下,随着温度降低叶轮对主轴的包容力使得主轴弯曲在达到圆周包容面等温的状态下也无法恢复,使之主轴装配叶轮后弯曲。
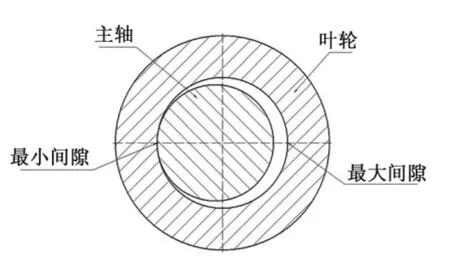
图2 叶轮装配时与主轴之间相对状态
4 热应力释放校正方法
4.1 转子热应力释放原理
采用热应力释放方式对叶轮装配过程中主轴产生的弹性弯曲进行校正。热应力释放为加热叶轮,使叶轮与主轴产生温差,使得叶轮与主轴之间过盈减小,进而使得叶轮对主轴的包容力减小,当主轴的恢复力大于叶轮的包容力时,已达成主轴校直目的。
4.2 转子热应力释放过程
对转子叶轮加温过程中必须保证转子竖直吊起并匀速旋转(根据转子叶轮直径大小,转速为15~20 r/min),保证叶轮加热温度均匀、并且快速升温,如果升温较慢的话,主轴与叶轮均受热,无法使其产生较大温差,因此通过加热促使叶轮与主轴产生温差时校直的关键。首先将叶轮轮盘外径到叶片出口段预热250 ℃以上(图3中区域A),然后急速对轮盘内侧叶片进口段和轮盘外部叶轮的内孔段进行加热(图3中区域B),温度达到
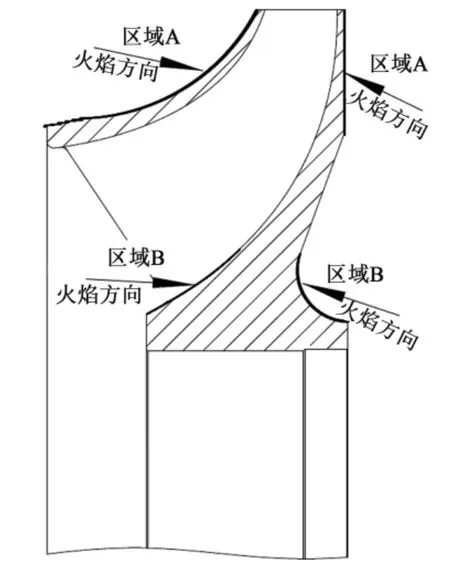
图3 叶轮热应力释放加热位置
为了保证叶轮与主轴产生温差,在加热过程中火焰需直接喷射加热叶轮,不可直接喷射主轴,尽量避开主轴,减小主轴温升,促使叶轮内孔的膨胀量大于主轴轴颈的膨胀量,叶轮与主轴的过盈逐步减小,当过盈减小至某一值时,恰好叶轮与主轴的包容力达到即将小于主轴自身弹性恢复力的临界,继续加热叶轮产生温差将致使主轴的弹性恢复力大于叶轮与主轴的过盈包容力,即达到主轴校直的目的。在热应力释放过程中,通常使用铜锤敲击叶轮盖盘或轴盘,通过振动减轻叶轮对主轴局部包容力集中,促使包容力进一步得到释放,使得主轴更好恢复。
5 结论
主轴弯曲会严重影响转子动平衡准确性以及转定子配合间隙的均匀性,最终会导致机组机械运转试验不合格。实践证明,采用上述方法,通过对造成主轴弯曲的叶轮圆周方向均匀释放应力,当主轴的弹性恢复力大于叶轮圆周方向的包容力时,主轴弹性弯曲得以校正。此种对主轴弹性弯曲的校直方法,操作简单、难度小且见效快,已在实际生产过程中被广泛采用。
猜你喜欢
电子乐园·上旬刊(2022年5期)2022-04-09
一重技术(2021年5期)2022-01-18
重型机械(2019年3期)2019-08-27
现代制造技术与装备(2018年5期)2018-02-17
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年7期)2018-01-19
凿岩机械气动工具(2017年3期)2017-11-22
浙江大学学报(工学版)(2016年11期)2016-06-05
河北科技大学学报(2015年5期)2015-03-11
原子能科学技术(2014年1期)2014-02-28