
SUV行李架设计开发过程概述
2021-08-09 01:48李帅
时代汽车 2021年14期
关键词:横梁
李帅
摘 要:当前,SUV逐渐成为乘用车市场的主流车型,在国内车市也是很多消费者的宠儿,SUV、具有内部空间大,通过性能好,外观颜值高等特点,而要想提升SUV的外观颜值,在车顶上安装左右行李架纵梁总成还是不可或缺的。本文从设计开发角度进行阐述,讲解SUV车型行李架的开发过程注意事项和设计过程的重要参数,旨在尽量减少车型在试制阶段发生的单件问题和配合类问题。
关键词:悬浮式行李架 贴顶式行李架 纵梁 横梁 顶盖饰条
Overview of SUV Luggage Rack Design and Development Process
Li Shuai
Abstract:At present, SUV has gradually become the mainstream model in the passenger car market, and it is also the darling of many consumers in the domestic auto market. SUV has the characteristics of large internal space, good performance and high appearance, but if you want to improve the appearance of SUV, it is indispensable to install the left and right luggage rack rail assemblies on the roof. This article elaborates from the perspective of design and development, explaining the precautions of the development process of the SUV model luggage rack and the important parameters of the design process, aiming to minimize the single-piece problems and coordination problems that occur during the trial production stage of the model.
Key words:suspended luggage rack, top-mounted luggage rack, longitudinal beam, cross beam, roof trim
1 引言
行李架从结构分为悬浮式和贴顶式,悬浮式行李架主要由铝管、支座、支座盖板、支座胶垫、螺栓密封垫圈和方头螺栓组成;贴顶式行李架主要由铝管、一体式胶垫、支座、螺栓密封垫圈和方头螺栓组成,以下我们从法规、造型、结构、装配操作、精致性和NVH方面阐述行李架设计开发的注意事项及其原因。
2 法规模块
GB11566-2009《乘用车外部凸出物》中5.16条规定,行李架安装固定后,用一直径为165mm的球体对其进行检验时,其接触表面的圆角半径不小于2.5mm。与其结合处必须圆滑。对于紧固件,用一直径为165mm的球体按5.2.2所述方法进行接触检验,其突出高度不得大于40mm。(车身高度小于1.8m时校核)
3 造型模块
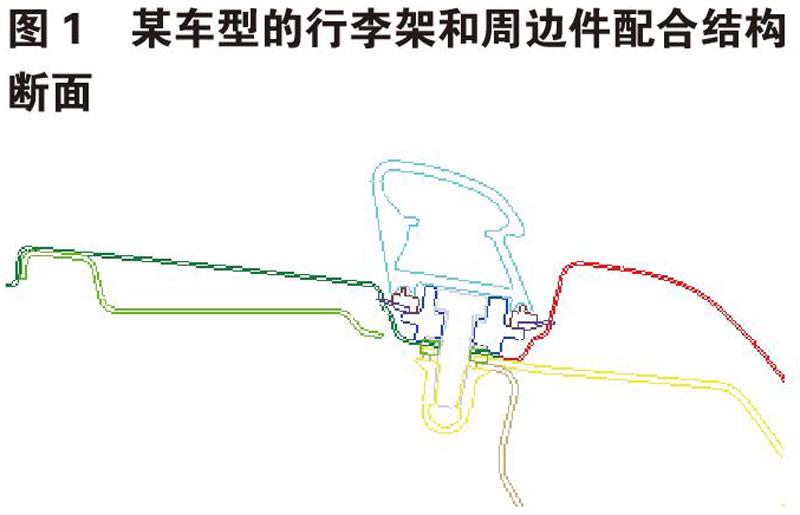
在CAS1阶段要求:确认平台化方案,确定行李架造型风格,确定安装位置和表面处理工艺;CAS2阶段要求:完成工艺工程可行性分析,完成关键主断面绘制(图1),确认CAS1问题全部关闭;CAS3阶段要求:完成细节特征工艺工程分析,模具成型性分析,确认CAS2问题关闭;CAS4阶段要求:进行详细工程可行性分析(含翻边角度,模具工艺工程可行性分析),确认CAS3问题关闭;CAS5阶段要求:完成细节方案可行性分析,初步进行主辅定位、安装点布置,精致感知审核点检,确认CAS4问题关闭;CAS6阶段开始行李架初版数据制作,确认CAS5问题关闭。
A面从V1至V5共有五版,V1版A面完成CAS面遗留问题整改;V2版A面完成A面工程可行性分析,V3版A面确认DTS设计符合性,用于制作NC数据;V4版A面确认RP件问题关闭;V5版为冻结A面,从此刻开始,工程数据对A面进行替换。
4 结构模块
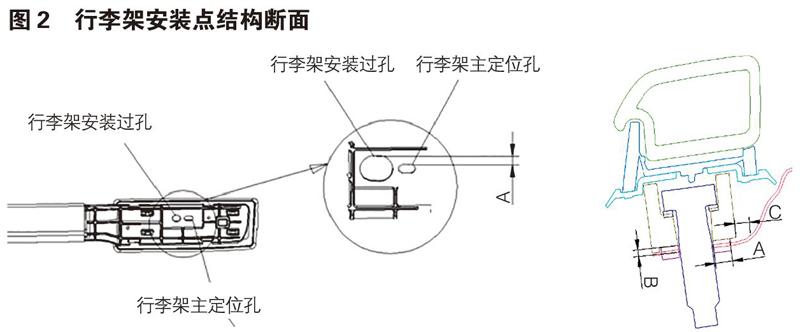
行李架的安装结构设计主定位孔Φ8.5mm,主定位配合间隙0.5mm(双边),辅定位孔8.5mm×13mm,钣金过孔11mm×13mm,密封垫圈与钣金贴合面宽度A≥5mm,密封垫圈与钣金干涉量B≥4mm,行李架支座与顶盖及侧围圆角的最小距离C≥2mm,如图2。
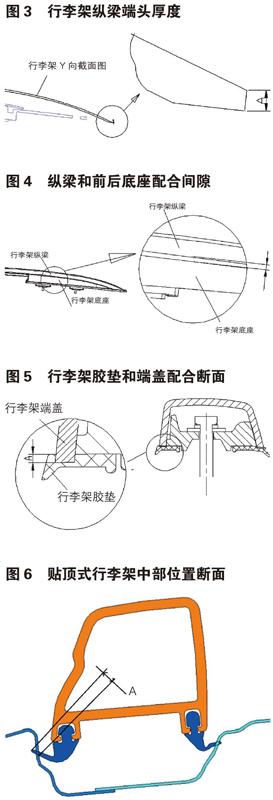
为保证行李架铝管端头美观性铝管铣削机加工的一致性,行李架纵梁(铝合金)端部机加工外露厚度1mm≤A≤2mm,如图3。为避免纵梁和前后底座装配后干涉,二者配合间隙设计值A=0.5mm,如图4。
行李架胶垫翻边高度设计值A=1.5mm,可保证胶垫完全遮蔽端盖底部铣削面,如图5。
贴顶式行李架中部位置膠垫唇边与顶盖钣金,侧围钣金干涉量A应设计为1~1.5mm,如图6。
在设计行李架与尾翼分缝处段面时,应保证尾翼面低于行李架1mm,以降低整车风阻,如图7。
行李架铝管挤出成型未注工艺内圆角应大于0.5mm,铝管断面壁厚应均匀一致,整体壁厚一般为2.5~3mm,此厚度既可以保证行李架铝管表面外观合格率最高,还可保证行李架总成顺利通过动静态载荷试验。
贴顶式行李架前后端饰条在设计时如需进行结构避让,避免外观表面缩水、凹痕等外观缺陷,要进行渐变处理。悬浮式行李架顶盖饰条卡扣高度设计为6.5mm,同时考虑卡扣公差、钣金翻边公差及避让打胶层;卡扣下端距顶盖板钣金距离最小为3mm,如图8。
5 装配操作模块
行李架总成在总装车间进行装配,装配操作空间必须足够,因此我们要求安装点中心位置与钣金的最小间距A≥22mm,如图9。装配操作次序、角度须满足装配可行性和可拆性:安装螺栓尺寸统一M8,使用盖型螺母配合打紧。
6 精致性模块
制作工程数据时,还应避免分型线外漏、三角孔、局部尖角、内部结构外漏等设计缺陷。
7 NVH模块
行李架横梁胶条截面边界高出横梁外表面时易产生风噪,应当与横梁截面边界平齐或略低0.5mm,如图10。
猜你喜欢
科技与创新(2019年10期)2019-09-05
价值工程(2018年31期)2018-10-23
科学与财富(2018年18期)2018-08-09
物联网技术(2017年4期)2017-05-16
科技创新导报(2016年9期)2016-05-14
科教导刊·电子版(2016年3期)2016-03-14
科技与企业(2015年24期)2015-10-21
科技资讯(2014年25期)2014-12-01
城市建设理论研究(2012年4期)2012-03-23
