
JN商用车公司供应链物流优化方案
2021-08-09 02:18吕宜真
时代汽车 2021年14期
吕宜真

摘 要:21世纪的竞争,不再是企业与企业之间的竞争,而是供应链与供应链之间的竞争。中国制造业供应链物流成本高,特别是在汽车制造领域尤为突出。如何通过优化供应链物流来降低成本,提高产品市场竞争力就显得尤为重要。本文从某一汽车工厂的实际生产出发,提出具体解决方案,破解供应链物流组织难、成本高的问题,对处于发展阶段的生产制造企业具有一定的指导意义。
关键词:MilkRun 精益生产 供应链 3PL
Optimization Plan of JN Commercial Vehicle Company Supply Chain Logistics
Lu Yizhen
Abstract:The competition in the 21st century is no longer a competition between enterprises,but a competition between supply chains. The logistics cost of China's manufacturing supply chain is high,especially in the field of automobile manufacturing. How to reduce costs by optimizing supply chain logistics and improve product market competitiveness is particularly important. Starting from the actual production of a certain automobile factory,this paper proposes specific solutions to solve the difficult and high cost problems of supply chain logistics organization,which has certain guiding significance for manufacturing enterprises in the development stage.
Key words:MilkRun,lean production,supply chain,3PL
1 供应链物流优化背景
1.1 JN商用车公司基本情况
JN商用车公司是我国重要的商用车生产厂家,随着产量的不断增加,已成为我国重要的卡车生产基地,在汽车生产领域具有举足轻重的地位。
1.2 供应链物流发展的问题及瓶颈
伴随着生产量的提升,供应链物流组织滞后,成本偏高。为此,对其生产物流的优化就显得迫在眉睫,供应链物流优化和改革也就显得十分必要。
当前,供应链物流发展的现状与瓶颈表现如下:
1、供应商供货模式多样。供应商供货模式有以下几种:内部直供、外部厂家直供、外部供应商寄售或委托三方管理等。
2、物流供应商运作分散。提供生产入场物流的3PL(第三方物流)公司有多家。
3、生产采购计划灵活。由于订单的不确定性,在生产组织上,订单的锁定时间周期短,生产计划变化快,虽能及时满足终端客户的订单实现,但对物流组织就有明显的困难,会出现配送不及时,断线风险加大。
2 供应链物流优化思路
根据其生产特点,提出搭建一个“1+1”信息管理平台,整合建立1个综合物流中心,引入Milk Run(循环取货)、DD(点对点直供)的供应链物流运营体系(“1+1”是指以1个商用车公司信息系统为主,强调计划、指令,外加1个物流信息系统为辅,强调货物流动状态)。
从供应链全局出发,依托公司“精益生产”体系,通过供应链一体化运作,整合物流资源,实现物流集约化、标准化和专业化的管理,在提升3PL在其采购、生产等方面的管理水平的同时,优化内部物流,减少原材料库存,提高物流的服务水平及降低供应链物流总成本。
3 供应链物流优化方案
伴随着精益生产的推进,现对供应链物流运作模式进行优化,以达到以下目的:降低仓储及配送成本;提高生产线响应速度;实现各厂区零部件JIT( Just In Time)供应体系的建立。
3.1 集团内大总成点对点直供模式优化
1 三大总成供货现状
目前其发动机、变速箱、桥等大总成均在JN工业园生产,距离JN商用车公司50公里之内,为实现这几类大件的直供提供了方便。
2 大总成直供的改革思路及流程
为便于统一管理,统一标准流程、统一结算单位,由主机厂主导,根据精益生产的节拍,对3大总成进行定时、定点、定量的配送。
(1)发动机直供模式
①信息流:JN商用车公司根据3+3锁定加滚动拉动式生产模式,生成各时间段的订单需求,3PL定人实时下载ERP信息,并将信息传递给驾驶员,到指定仓库提出发动机。
②货物流:由于发动机车间距离公司车间不足1公里,建议选择拖挂列车予以转运。每次运转数量选定5台,每40分钟运转一次,货物到达生产线PC区卸货后签字,并在系统做收货处理。回程前,还要将替换出的发动机托盘装上车辆,返回仓库进入下一循环。
③单证流:作为供应商、主機厂、3PL公司三家物权交接的凭证,在货物出库、入库以及托盘回收环节,均需由双方签字确认,作为日清月结以及结算运费的依据。
④资金流:以月为单位,从ERP系统里导出数据并计算出3PL公司应得收入。
(2)变速箱直供模式
①信息流:可参照发动机运行模式予以实施。
②货物流:由于变速箱车间距离车间不足1公里,建议选择4.2米敞式车辆予以转运。每次运转数量选定8台,每40分钟运转一次,到达生产线PC区卸货后签字,并在系统做收货处理。回程前,还要将替换出的发动机托盘装上车辆,返回仓库进入下一循环。
③单证流、资金流:与发动机模式一致。
(3)桥箱直供模式
①信息流:可参照发动机运行模式予以实施。
②货物流:由于桥箱车间距离商用车车间16公里,建议选择13米半挂车辆予以转运。每次数量选定前桥20根,后桥40根,每2小时运转一次,货物到达PC区卸货后签字,并在系统做收货处理。回程前,还要将替换出的发动机托盘装上车辆,返回仓库进入下一循环。
③单证流、资金流:与发动机模式一致。
3.2 循环取货Milk Run模式应用
1 Milk Run(循环取货)的概述及特点
(1)Milk Run概述
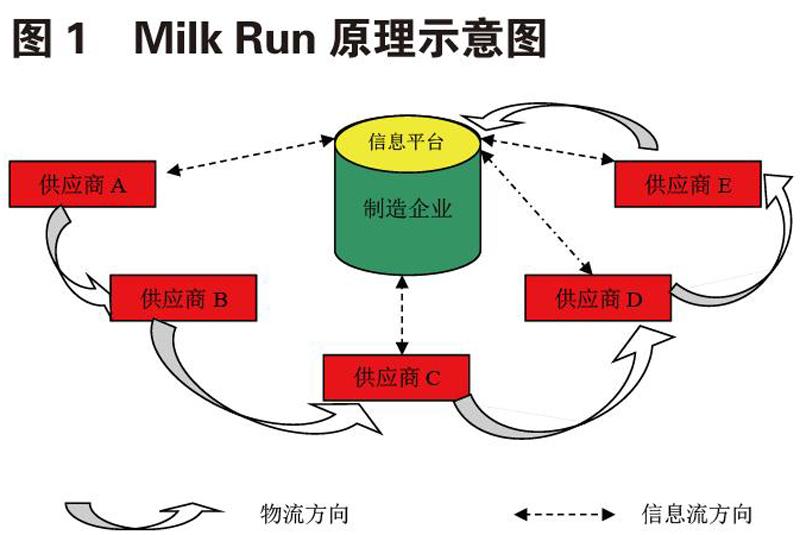
Milk Run也称牛奶取货或循环取货,起源于英国牧场,是为解决牛奶运输而发明的一种运输模式,卡车按照预先设计好的路线在一次送货中将装满牛奶的奶瓶运送至各家门口,原路返回牛奶场时再将空瓶收集回去。之后逐渐发展为制造商用同一货运车辆从多个供应商处收取零配件的操作模式。如图1所示。
(2)Milk Run特点
Milk Run运作方法是多频次、小批量、及时拉动式的取货模式,将原先的供应商送货的推动模式转变为3PL的拉动模式。具有供货、取货更快,运输效率更高,成本会降低的优点。
2 内部供应系统的供货模式分析
(1)内部及近距离供应商的產品特点
本次分析的内部及近距离供应商主要是指分布于ZQ园区、CQ园区的各零部件供应商。物料的特点是品种多、体积小,货物零散。
(2)内部供应商的地理分布
这八个厂家中ZQ工业园有6家,分布在方圆5公里之内;CQ工业园2家,在一个区域,CQ园区距离ZQ园区80公里。
3 内部供应系统的改进与优化
(1)改进思路
根据其精益生产的要求,以先近后远、先易后难、先内后外的原则,分阶段采用循环取货模式。
(2)优化改进方式
首先对集团内部的公司进行优化,等成熟后,再增加至更多公司。
4 采用Milk Run供货模式的路线及流程设计
经测算每天计划排产以50辆份为最低限,如超出计划需以10的倍数进行递增:
(1)线路1设计
本线路仅取部件厂的货物,计划使用4.2米敞车,预计每辆车装载10辆份,每天根据计划排产调度车辆。取货周期1小时/班次,如一天24小时连续作业,1辆车满负荷运作可满足240辆份的生产量。
(2)线路2设计
本线路有以下几个厂家的货物(传动轴厂、底零厂、精铸厂、零部件公司)。本线路车辆计划使用9.6米箱车,预计每辆车装载40辆份,每天根据计划排产调度车辆。取货周期4小时/班次,一天24小时连续作业,1辆车满负荷运作可满足240辆份的生产量。也可以根据当日排产情况,适当增加或减少车辆的出发次数。见图2
(3)线路3设计
本线路有内饰件厂、橡胶件厂两家。本线路车辆计划使用9.6米箱车,预计每辆车装载25辆份,每天根据计划排产调度车辆。取货周期6小时/班次,一天24小时连续作业,2辆车满负荷运作可满足200辆份的生产量。
(4)车辆总体数量
订单减少或增加,车辆可以按照一定比例减少或增加;为了充分利用这些车辆的满载率,需要将批次生产计划数规划成10的倍数。
(5)信息系统及流程设计
Milk Run系统的实际操作中的信息接入:采用Internet平台上的网络互联,从核心制造商公司到每一家物流管理商(LLM)、供应商(Supplier)等都能接入到该网络平台。具体流程如下:
①从卡车司机拿到路线报告、路线清单、零件清单和空料箱单开始,然后卡车开往该次运作的第一个供应商处。
②到站后,如果卡车准时到达供应商处,供应商便开始卸空料箱 。
③卸完料箱后,供应商签署由卡车司机携带的空料箱返回清单,签署完毕。
④装完货物,供应商装载下一家供应商的空料箱。
⑤如果本次运作所有供应商都已装完货,司机开往仓库驻工厂联络员处报到。否则司机开往下一站供应商,重复开始第2步。
⑥如果报到准时,货物到达目的地,如果不准时,仓库联络员在路线上标明路线延误。
⑦货物在指定的窗口时间到达装配工厂,车头与车厢断开或当场卸货,随后,道口路线板更新,卸下车厢货物并装上空箱。
⑧最后,司机回到集合点,本次运作结束。
5 采用Milk Run供货模式的效益分析
(1)仓储成本分析
按照Milk Run理论,通过小批量、多频次的运输模式来节约实际仓库存储费用。与传统直接运输不同,Milk Run的运作通常至少每天一次,这使得仓库的库存成本大大的节省,仅在线旁设置作业缓冲区即可以满足货物配送的要求。
(2)运输成本分析
采用Milk Run模式之后,节约了运输公里数,提高了装载率,预计可以节约运输成本25%左右。
6 实施Milk Run供货模式的问题及解决建议
(1)外部问题
①理论与实际差异
目前,有关精益生产以及Milk Run的研究理论已很深入,在国内的工厂实践也有不少案例,但实际案例与理论仍存在一定差距。
②人文环境有待改进
在实施物流改革的时候,会涉及某些既得利益者的利益,因此如果处理不当,实施Milk Run就有难度。
(2)内部问题
①计划性差异
该公司目前采用的ERP基本上能满足正常的精益生产,但常常由于各種原因,导致无法指定连贯的生产计划,进而导致物料的需求时间、数量和种类常常无规律发生变动。
②供应商内部人员配合
采用Milk Run模式,可以更好组织JIT精益生产,把其本身的库存降到最低,这就需要供应商内部人员高度配合。
③原有运输车队的处理
采用Milk Run模式后,原有的运输队及人员需要妥善处理与安排。
④信息交流不充分
精益生产下的Milk Run要求制造企业按照计划制定日/周/月需求计划,在与供应商、3PL等信息交互上仍存在一定隔阂。
(3)解决建议
①加强信息系统管理,提高计划准确性。按照“3+3”锁定三天滚动3天的模式制定生产计划,产生日/周/月生产计划和物料需求计划。
②实现信息共享机制。采用多种形式,对供应商、3PL进行培训,把运行的时间标准、验货标准、数量信息等放到大家都能方便看到的地方。
③设立线旁合理库存。JIT精益生产的目标是减少浪费,降低库存,但并不一定都要做到零库存,而是将安全库存控制在合理的范围内。
④建立严格的供应商管理制度。在实施Milk Run之前,应由主机厂制定有关供应链管理过程的各种规章制度以及有关操作规范。
4 结束语
21世纪的竞争,不再是企业与企业之间的竞争,而是供应链与供应链之间的竞争。中国制造业物流业成本高、效率低,特别是在汽车制造领域尤为明显。JN商用车公司作为中国商用汽车行业的娇子,担负着中华民族汽车发展的重任。提升供应链物流管理,是公司提高质量、降低成本、提升产品竞争力的主要途径之一。公司高层领导高瞻远瞩,将供应链管理提升到战略高度无疑是非常具有前瞻眼光的决策。
参考文献:
[1]张勤.基于Milk Run思想的汽车供应物流模式分析[J] 海峡科学,2010(9).
[2]马丁·克里斯托夫[英](Martin Christopher)物流与供应链管理[M].北京:电子工业出版社,2012.
猜你喜欢
时代商家(2022年12期)2022-05-13
汽车观察(2020年4期)2020-05-27
小猕猴学习画刊(2019年9期)2019-11-08
造纸信息(2019年7期)2019-09-10
汽车与安全(2019年3期)2019-06-21
汽车与安全(2019年12期)2019-05-14
现代国企研究(2017年10期)2017-11-03
小天使·三年级语数英综合(2017年6期)2017-06-07
汽车之友(2014年21期)2014-11-03
娃娃画报(2009年11期)2009-12-07
