GE水煤浆气化工艺烧嘴问题与处置分析
2021-08-15 08:39姚永福
当代化工研究 2021年15期
*姚永福
(国能榆林化工有限公司 陕西 719300)
1.GE水煤浆加压气化炉工艺结构
水煤浆加压气化炉工艺烧嘴一般采取的是同心三套管,即,三流道外混式结构,烧嘴头部设有冷却水盘管,前端有水夹套,形成中心氧管-煤浆管-外环氧管的基本构造体系,而在工艺烧嘴中心位置,中心氧管要设计为缩口结构,能在提升中心氧加速效果的同时,确保出口流速能被控制在150m/s到180m/s之间,具备良好的应用效果[1]。
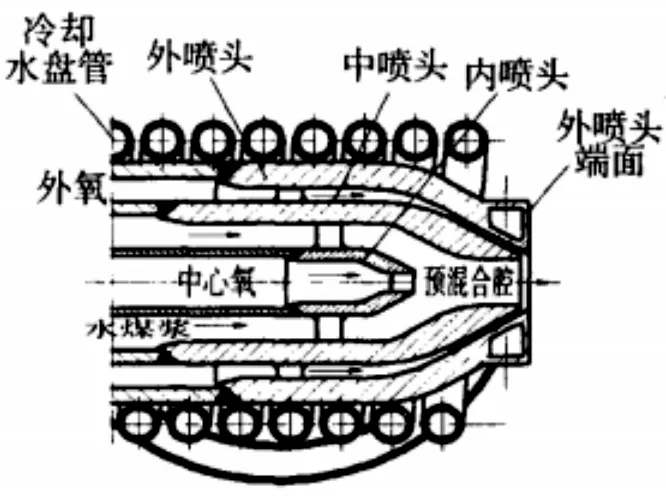
图1 GE水煤浆加压气化炉工艺烧嘴结构
另外,端面距离烧嘴端面的基准面要维持在良好的结构模式上,并且维持固定的缩入量,配合应用要求就能形成水煤浆和中心氧结构匹配的预混合腔结构。并且,借助中心氧就能对水煤浆予以稀释处理,在改变流变性能的同时还能将其转变为雾化效果。
2.GE水煤浆气化工艺烧嘴问题及原因
本文以A公司某台GE水煤浆加压气化炉为例,在其运行过程中,具体参数如表1所示。
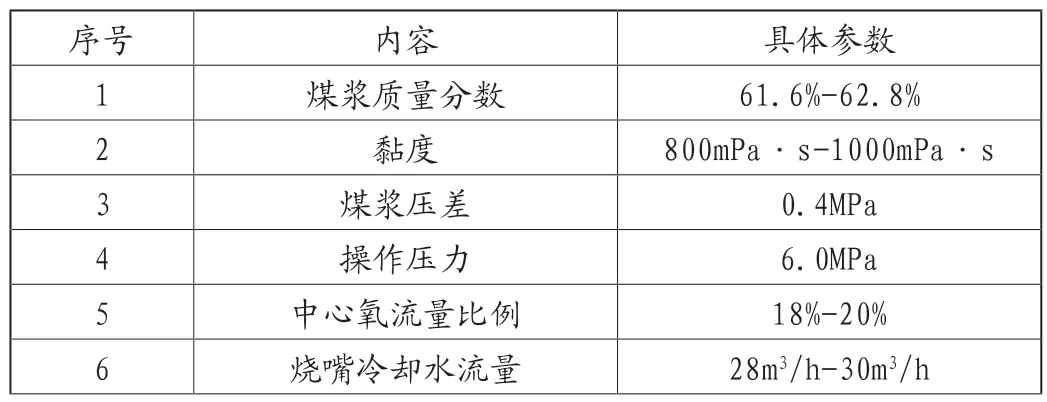
表1 设备运行关键参数一览表

(1)运行变化
在运行一段时间后,对参数变化动态进行了分析。
第一,在使用3天到7天后,煤浆的压差出现了变动,从0.4MPa降低到0.2MPa,甚至会偶尔出现负压差的问题[2]。操作人员在进行对比分析后发现,在出现压差波动前,对应的生产装置工艺运行指标并没有明显的异动情况。并且,在压差出现波动的瞬间,氧气阀门的开度没有变化,但是氧气的瞬时流量却出现了骤升现象,而对应的气化炉燃烧室高温热电偶升高到1350℃,造成对应的警告信息。
第二,烧嘴在压差出现波动后,冷却水盘管的进出口流量也伴有异动,表现为参数的上下跳动,与此同时,冷却水回水分离罐也伴有间断式的CO报警信息,使得整个系统出现被迫停炉的现象。
第三,设备的总氧量也会产生波动,使得粗煤气中的一氧化碳组分出现变动,依据其进行运行工况的判定,发现运行状态并不稳定[3]。
(2)产生的问题和原因
为了提升GE水煤浆气化工艺烧嘴应用质量,要结合数据以及对比分析结果全面分析烧嘴出现的问题,并结合问题的表现形式和具体情况评估产生问题的原因,从而结合具体问题落实相应的处理工序,减少操作不当或者是设备运行状态不好造成的经济损失,全面提升设备的应用水平,实现经济效益的最优化。
①产生的问题。停炉后,检查烧嘴结构,发现烧嘴结构的头部位置龟裂问题较为严重,且对应的龟裂问题呈现出的是放射状态,数量随着炉内运行时长的增长加深。受到压差波动频繁的影响,坑面数量和深度有所差异,表现为持续时间越长,焊缝损伤越为明显和突出。另外,中心氧喷嘴的头部缩径冲刷磨损也较为严重,这就使得中心氧管出现了严重的晃动现象,逐渐和煤浆喷头的轴向同心度出现了偏离[4]。除此之外,煤浆喷头冲刷磨损较为严重,这就使得内径尺寸出现了明显增大的问题,尤其是内侧的斜面,磨损非常明显。烧嘴的运行周期也随之缩短,标准烧嘴运行周期一般为80天,而出现故障后的烧嘴运行时间平均为15天到30天。
②原因分析。为了更好地分析工艺烧嘴产生问题的原因,对同规模的水煤浆气化装置进行了操作参数和烧嘴关键参数的对比分析。
第一,结合表2的数据分析可知,目前同行业中装置的氧气压差一般集中在1.2MPa左右,A公司的氧气压差为1.6MPa,明显高于同行业。参数的差异使得装置的预混合腔水煤浆的流速明显出现了增大的问题,也加剧了烧嘴煤浆喷头的磨损程度[5]。
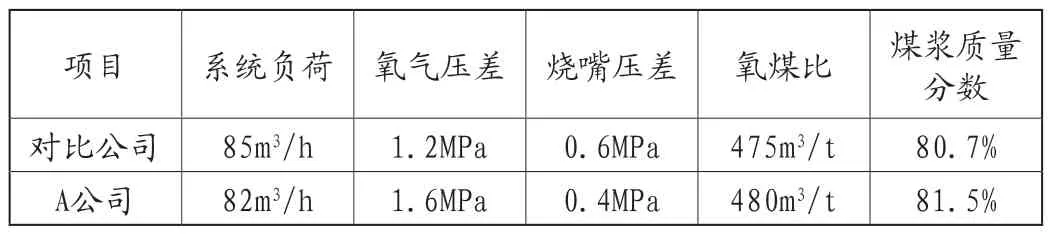
表2 装置工艺运行参数对比
第二,结合表3的相关数据可知,在其他参数相差较小范围内,烧嘴的长度A公司要明显较长,且伸出量存在较大的差异,表现为烧嘴过度深入到炉膛,使得烧嘴头部的大部分面积都直接暴露在高温高压环境和高还原性介质环境中,难免会造成局部过热问题增多,甚至会出现热腐蚀问题。
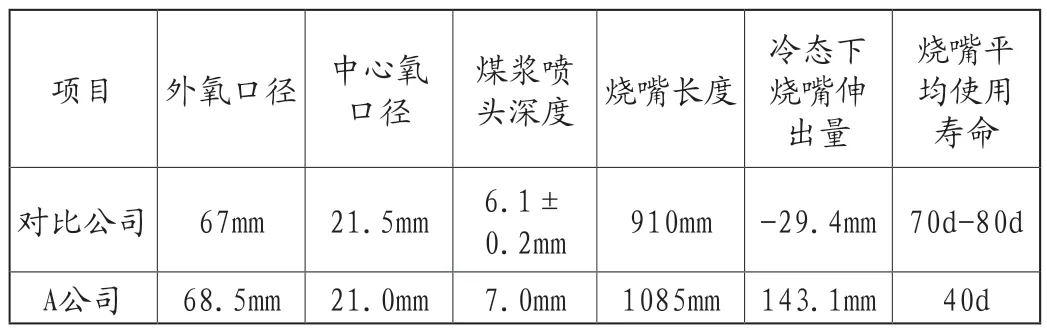
表3 烧嘴运行参数对比
第三,烧嘴使用时间的增长就会造成金属内部的镍元素在化学反应作用下形成析出效果,这就大大影响了金属材料性能,使得金属疲劳强度降低,抗疲劳能力下降。在气化炉运行期间,由于烧嘴压差出现频繁波动,甚至出现负压差的状态,导致烧嘴内部煤浆和氧气因压差波动,喷出后的煤浆不能达到良好的雾化效果,氧气与煤浆不能充分混合,出现局部氧量过大,致使烧嘴头部受到过氧燃烧而产生龟裂,严重影响烧嘴的使用寿命[6]。
第四,随着烧嘴头部龟裂加剧,产生断裂,形成裂缝,由于炉内高压状态,可燃气体通过裂缝倒窜进入烧嘴冷却水盘管内,使得烧嘴冷却水出口位置直接出现一氧化碳报警信息,问题严重也会造成冷却水大量泄漏,冷却水流量下降,水温上涨,进一步触发系统三选二联锁气化炉跳车。
3.GE水煤浆气化工艺烧嘴问题处置建议
为了全面提升GE水煤浆气化工艺烧嘴应用质量,要结合实际情况落实更加合理的参数优化处理机制,完善问题处理水平,确保技术操作和设备应用管理工作都能满足运行质量标准,最大程度上实现经济效益和管理效益的共赢。
(1)提高烧嘴煤浆压差。对于煤气化工作而言,煤浆压差是衡量其正常水准的关键指标,因此,为了保证GE水煤浆气化工艺烧嘴综合控制效果,就要对其予以集中管理,有效维持应用效果。避免不当操作对烧嘴雾化效果产生影响。结合设备的实际运行经验,要适当对煤浆口径予以调控,并且在烧嘴煤浆喷头的内部增加一些硬质合金,能有效维持耐磨效果,并且将煤浆喷头的深度从7mm缩小到6mm,中心氧喷头深度也要有效缩短,维持良好的处理流程,确保工艺指标和烧嘴运行周期都能满足应用效果。
(2)降低烧嘴氧气压差。前文提到A公司GE水煤浆气化工艺烧嘴氧气压差较高,为了更好地提升其运行质量,要对压差参数进行合理性的控制,将其约束在规定的数值范围内,从而维持综合处理水平,尽量避免压差参数不当产生的不良影响。第一,将烧嘴压差控制在1.1MPa到1.2MPa之间,就能合理性控制氧气流速,避免热反流问题,也能减少烧嘴头部温度升高造成的龟裂问题。第二,合理性控制压差参数还能有效提升烧嘴雾化效果,避免煤气化运行中有效气体含量不符合指标要求,依据具体的操作流程和控制模块提升参数应用效果。第三,中外喷头的环隙要从4.2mm升高到4.8mm,保证尺寸结构和煤浆流速相匹配,维持稳定烧嘴压差的同时,有效延长结构的运行时长。
(3)增设保护措施。在GE水煤浆气化工艺烧嘴工艺升级的过程中,要结合烧嘴盘管的具体情况和应用要求,利用焊缝增设保护装置的方式减少不良因素对其安全运行造成的影响。因为工艺烧嘴的外部冷却水盘管会在气化炉内收到热辐射作用,甚至会受到硫元素的腐蚀,冷却水盘管和烧嘴外氧喷头的处理能尽量减少断裂的问题。与此同时,要尽量缩短烧嘴的长度,将其控制在935mm左右,配合参数优化改造就能大大提升烧嘴的使用寿命,从而减少频繁波动问题对运行质量产生的影响。A公司在对GE水煤浆气化工艺烧嘴进行升级处理后,烧嘴的寿命提升到62天左右,也减少了盘管破裂以及压差波动产生的停车事故,为安全运行稳定操作提供了保障。
4.结束语
总而言之,GE水煤浆气化工艺烧嘴应用管理工作中,要将工艺烧嘴的寿命和应用质量作为关键,其对生产系统的稳定运行以及企业运营成本具有重要的影响,除了受到工艺操作的影响,也要对运行环境以及运行参数等进行集中处理,全面提升技术应用和改造效果,延长使用寿命,提升设备运行的经济效益。
猜你喜欢
氮肥与合成气(2022年8期)2022-08-05
建筑热能通风空调(2022年6期)2022-07-30
中国特种设备安全(2021年7期)2022-01-19
中国特种设备安全(2021年3期)2021-07-28
氮肥与合成气(2021年4期)2021-04-30
化工管理(2020年17期)2020-07-17
建材发展导向(2019年10期)2019-08-24
中氮肥(2019年2期)2019-01-17
氮肥与合成气(2016年9期)2016-11-14
天津科技大学学报(2016年1期)2016-02-28