基于线阵CCD的机器视觉尺寸测量精度的探究
2021-08-16 11:16吴辛培
科学技术创新 2021年22期
史 瑞 吴辛培 王 珊
(上海工程技术大学 数理与统计学院,上海 201620)
1 概述
随着现代工业生产的高速化、智能化,现代工业生产活动对尺寸测量提出了更高的要求。在较精确的测量场景下,传统的机械测量测量由于其体积庞大、操作复杂、设备昂贵、使用场景较窄等缺点,已经不满足要求。而高速化、智能化、轻巧简便的光电机器视觉系统成为了替代机械测量的一种良好选择[1]。
在一维尺寸测量方面,线阵CCD具有易处理、精度高、响应快等优点,广泛运用于各种工业生产场景。但传统CCD尺寸测量系统有着硬件设计复杂、对测量条件要求高、易产生误差等缺点[2]。为了研究影响传统CCD测量的具体因素,文章初步探究了测量过程中的阈值、尺寸参照、放大倍率、焦距、光圈参数等基本参数对测量准确度的影响,进一步探究了一般测量情形下,最佳的测量参数范围[3]。
2 测量基本原理
线阵CCD光电测量包括两个步骤,即使用光电系统使机械尺寸信息转化为电信号输出,处理输出信号并输出数字化尺寸信息。线阵CCD的输出信号包含CCD各个像元所接收光强度的分布和像元位置的信息,为了便于观察被测物体成像,在接收输出信号后应对光强度信息做二值化处理。
图1所示为测量物体外形尺寸(例如测量棒材的直径D)的原理图。测量时,将被测物体A与CCD像敏面分别安装在成像物镜两侧的物方视场与最佳成像面上;当被均匀平行光源照明的被测物体A通过物镜成像至CCD上时,CCD像敏面相应像敏单元便会存储载荷关于像元所接收光强度信息的电荷包。此载有尺寸信息的电荷包可通过驱动电路系统下载到数字处理终端(如个人电脑或智能控制终端等处理系统)。根据输出波形如图1右侧所示的时序电压信号(输出波形),可以测得物体A在像方的尺寸D',再根据光学成像系统的放大倍率β,便可以用下面公式计算出物体A的实际尺寸D

由于成像系统难免会出现成像边缘的机械抖动,导致成像边缘模糊。而线阵CCD的输出信号UO随光强的变化关系为线形的,因此,可用UO模拟光强分布。采用二值化处理方法将物体边界信息(图1中的N1与N2)检测出来是简单快捷的方法。
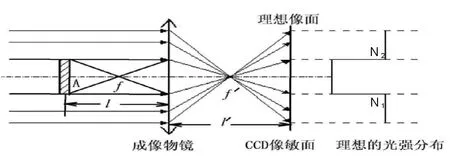
图1 物体尺寸测量系统的光学系统
线阵像敏单元的数据容量为8bits,可将光强度信息依次转化为0至255种电压信号。固定某个电压阈值并对各个像敏单元的电压信息做逻辑处理:大于阈值部分为亮,输出为高电平;小于阈值部分为暗,输出低电平。经过处理后结合CCD各个像元所接收光强度的分布,输出理想的方波时序电信号,便可以提取出物体边缘的位置信息N1和N2。则物体A像方的尺寸D'为
式中,N1与N2为边界位置的像元序号,L0为CCD单个像敏单元的尺寸。因此,物体的外径D为

3 实验环境搭建与基本变量的控制
本实验采用MXY9003机器视觉综合实训平台与计算机,搭配对应的计算机软件,搭建基本的测量环境。在计算机中选择调用其线阵CCD功能,并将光电信号转化为波形图输出。注意观察输出信号波形,使信号波形中反映尺寸信息的变化边缘越陡,边缘波形的斜率绝对值越大,测量系统的精度越高,使软件能够观测到比较陡直的输出信号波形。本实验使用三根直径分别为3.00 mm、5.00 mm和8.00 mm的均匀圆柱铁棒进行测量实验,并作为标准测量数据参照。
本实验采用观察反映尺寸信息之变化边缘的斜率变化和计算测量正确度两种方式衡量不同的测量方案的优劣。
3.1 探究光圈大小对实验的影响
光圈是一种控制照射入镜头机身内感光面光强度的装置,它通常是在镜头内部,由一组或多组面积可变的孔状光栅组成。通常的,光圈限制光强的能力由F值衡量。上一级的进光量是下一级的两倍。F值越小,通光孔径越大,在单位时间内的进光量便越多。
在其他条件不变的情况下,夹持任意直径的标准测量棒,并启动测量系统。当由F/0.4 到F/7.0 调整光圈参数F值并观察输出波形,可以发现,反映尺寸信息的变化边缘斜率与像素宽度并没有改变,仅有波形起始段与结束段的像素宽度变化。
因此,光圈数值参数并不会直接影响测量准确度,而是会影响测量的最大范围,即可以测量的最大直径。
3.2 探究放大倍率焦距)对实验的影响
在本实验中放大倍率是指待测物体的直径与实际成像的像素宽度的比值。由于像素位宽是单位化的,当成像边缘小于一个像素时,测量结果会近似的忽略不足一个像素的部分,造成系统误差。因此,当放大倍率过大时会产生一定的系统误差。而当放大倍率过小时,由于存在环境光会导致有较大的偶然误差出现。因此,确定一个合适的放大倍率有助于减少误差。
由于放大倍率不可直接调整,本实验通过调整焦距来间接调整参数大小。
在其他条件不变的情况下,调整镜头的焦距旋钮到最小焦距可调范围,然后逐渐减少。观察反映尺寸信息的变化边缘斜率可以发现随着焦距逐渐变大,即放大倍率逐渐变大,斜率逐渐变大,测量效果越好。
使用直径为3.00 mm的标准测量棒,并调整焦距以测定系统放大倍率。在确定放大倍率后更换另两根的标准测量棒,记录其测量值并计算正确度。通过比较不同的放大倍率下的测量正确度可知,考虑镜头轮盘的误差,放大倍率在(0.50 ±0.01 )为最佳放大区间。
3.3 探究不同阈值对实验的影响
对于使用二值化的光电信号通常采用阈值比较法来对信号进行处理。根据徐国盛[4]的研究成果,阈值的选取通常遵循全局阈值选取和局部阈值选取两种,在本实验中体现为固定阈值和浮动阈值。当测量环境较好、干扰源较少、信号波形较为清晰时通常采用固定阈值以减少计算量,而测量环境较为复杂、信号有噪声时通常采用浮动阈值以减少干扰。两者在良好实验条件下基本等价。
由于本实验测量环境光源较为复杂,故采用浮动阈值取值法来进行实验探究。
在其他条件不变的情况下,使用直径为3.00 mm的标准测量棒以确定系统放大倍率。
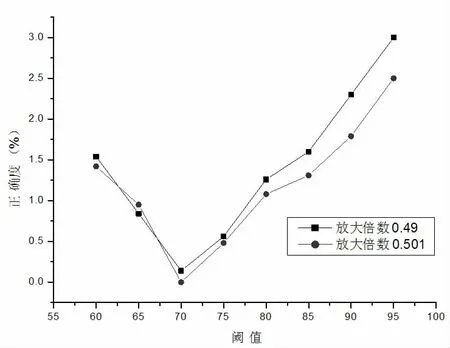
图2 放大倍数和阈值对实验结果的影响
4 结论
验证实验选取几种尺寸在1.00 mm至5.00 mm之间的均匀不透光棒材,并使用千分尺测量其标准尺寸。机器视觉系统采用3.00 mm标准测量棒,而后调整各参数至浮动阈值70%、放大倍率0.501 、光圈为F/0.4 进行无接触测量并记录测量值。将测量值与标准尺寸作比较,计算其测量正确度。如表1,通过统计可以发现,测量值的正确度小于2%。

表1
本实验探究了影响线阵CCD测量物体尺寸的因素,给出了使用线阵CCD测量物体尺寸的具体方案,并验证了该方案的可行性。但由于实验设备精度不足以及软件算法存在一定缺陷,本方案无法准确测量尺寸小于1.00 mm或大于26.00 mm的待测物体。并且由于光的干涉衍射现象,本实验无法对半透光与存在狭缝的材料进行准确测量,环境光与镜头镜片的光学质量对实验也有一定影响。
猜你喜欢
电子技术与软件工程(2022年6期)2022-07-07
道路交通管理(2022年2期)2022-03-11
中国新技术新产品(2021年23期)2021-02-19
防爆电机(2020年4期)2020-12-14
雷达学报(2018年5期)2018-12-05
汽车维护与修理(2018年9期)2018-10-31
数学学习与研究(2016年17期)2017-01-17
中学生数理化·教与学(2016年6期)2016-06-15
科技视界(2016年10期)2016-04-26
CHIP新电脑(2016年3期)2016-03-10