
基于改进六步翻转法的平行平板面形及均匀性绝对检测方法
2021-08-18 02:40全海洋胡小川吴高峰
光电工程 2021年7期
张 帅,全海洋,侯 溪,胡小川,吴高峰
1 中国科学院光电技术研究所,四川 成都 610209;2 中国科学院大学,北京 100049
1 引 言
随着光学技术的飞速发展,以微电子装备、航空航天、精密测量为代表的先进光学系统对光学元件的光学面形以及均匀性提出了越来越高的要求。均匀性是度量材料折射率变化的关键参数。一般采用标准相位测量干涉仪(standard phase measuring interferometry)进行测量,具体的方法有液浸法[1-2]和透射法[3-8]。在实际应用过程中,由于液浸法过于繁琐,因此研究方向主要聚焦在绝对测量技术,即把材料非均匀引起的表面偏差与系统误差分开的测量技术。绝对面形检测是一个复杂的过程,通常需要多次测量才能得到相应的面形误差分布[9-10]。与绝对面形检测类似,对于均匀性的绝对检测也需要通过多次测量。透射法是均匀性检测最常用的方法,为了实现均匀性的绝对检测,需要通过四次透射测量(the four-step transmission method)以消除样品板两个绝对面形误差以及参考平面和干涉仪引入的系统误差从而实现绝对测量。然而,杂散光干扰是四步透射测量法不可忽视的干扰项。多光束干涉引起的强度失真可以通过波长调谐法和复杂的数据处理计算,从频域内的多个干涉条纹中分离出目标信号[11-16];或者在被测样品板的两个表面之间人为引入一个小楔角来分离杂散光束,但是楔角选取不当则会带来额外的测量不确定度。另一种简单的方法叫做“窗口翻转法”(window-flipping method),通过翻转窗口来测量窗口的后表面,避免杂散光的引入。但翻转法无法完全消除参考平面的表面误差。借助于绝对面形检测技术(例如三平板测试[15,17-21]),可以预先获得绝对面形以备将来使用,但这是另一个复杂的过程。因此为了简化整个测量过程,需要同时测量样品的绝对面形和折射率不均匀性。
本文提出了一种改进的六步法(modified six-step method),与传统的透射法或绝对测量方法不同,该方法可以同时实现测量两个表面间没有楔角的抛光样品(如平行平板)的均匀性以及相应的绝对面形,提高了测量效率。同时,借助高效的数据稀疏迭代算法[19],可以快速有效地重构平板样品的均匀性和绝对面形误差,实现高分辨率的绝对检测。理论仿真和实验研究验证了该方法的有效性,并且测量精度可以达到亚纳米量级。通过测量不确定度分析表明,与传统的四步透射法相比,改进的六步翻转法进一步提高了测量不确定度。此外,该方法可有效地应用于高精度抛光样品的测量,并可推广到斜入射式大口径光学元件(如同步辐射装置、惯性约束聚变中的大型光学元件以及巨型望远镜)的测量。
2 改进的六步法
对于经典的六步透射法,如图1 所示,步骤如下:
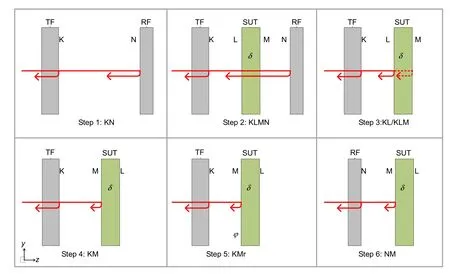
图1 样品SUT 非均匀性测量以及K、L、M、N 四个表面的绝对面形测量(TF 透射标准平面、RF 标准平面、SUT 测试样品)的六步测量步骤Fig.1 Six-step procedure for inhomogeneity evaluations,as well as absolute planarity measurements of the four surfaces K,L,M,N.(TF:Transmission flat,TF:Standard flat,SUT:Sample under test)
第一步:从透射平板(TF)和反射平板(RF)形成的光腔中取出被测样品(SUT),测量空腔状态下面形数据SKN:

本文采用Vannoni 提出的符号线性算子[20],SFyK表示 K 面绕y轴翻转后的面形,即SFyK(x,y)=SK(-x,y);N 表示RF 的前表面。
第二步:放入样品SUT,使RF 通过SUT 反射,并进行透射测量得到相应的测量数据SKLMN:

式中:δ为样本的不均匀性,n为样品的折射率;SFyM表示表面M 绕y轴翻转后的面形。
第三步:测量SUT 前表面L 反射的波前:

第四步:调整SUT 以获得从内后表面M 反射的测量值:

由SUT 的不均匀性引起的表面偏差(波前)可根据式(1)~式(4)得到:

因此,只要给定SUT 的厚度,就可以计算出相应折射率的变化。本文仅讨论由不均匀性引起的表面偏差。这种方法的主要优点是完全消除了K、L、M 和N四个绝对面形误差所引入的误差。然而,在具体实践应用中,将待测样品插入光腔中可能会在相应的干涉仪腔中发生多光束干涉,从而导致无法用标准相移方法评估的强度失真。在这种情况下,必须在SUT 的两个表面之间引入一个小楔角来消除干扰,而楔角的引入会限制该方法的通用性。
在此基础上,四步窗口翻转方法可以通过简单地翻转SUT 用后表面的测量数据来代替SKLM测量数据(步骤四)。
绕y轴翻转SUT,测量SKM:

由式(1)~式(3)和式(6),得到了SUT 的不均匀性:

由于SUT 的两个表面L 和M 是在反射中独立测量的,因此不需要引入楔角(对于非常平行的SUT,可以使用傅里叶变换相移干涉术[12-13]),从而可以测量两个表面之间没有楔角的光滑样品(如平行的透明样品)。如式(7)所示,翻转法的缺点是不能彻底消除系统误差。如果不消除或补偿系统误差,则对测量精度有很大的影响。为了同时实现对SUT 和四个表面的不均匀性绝对测量,需要引入两个额外的测量(步骤五和步骤六)。
第五步:将SUT 绕z轴旋转一个固定角度,并进行旋转测量(实际中广泛使用54°):

式中:RφM 表示平面M 绕z轴旋转固定角度φ。
第六步:用RF 代替TF,测量SNM:

理论上,由式(1)、式(6)、式(8)可计算出TF 绝对面形的偶数项:

式中:“e”表示提取面形偶数项的操作。至此,通过五步测量法可得到非均匀性:

另一方面,四个表面的绝对面形可以通过简单地添加一个旋转测量来计算(步骤五)。由于偶数项已经得到,奇数量可以通过旋转测量来求解[21-22]。实际上,旋转测量求解的是表面(SKRV)的旋转变化分量,而面形(SK
o)的奇数项就包含在旋转变量部分中:

当奇偶项代入后,可以同时求解得到四个面的面形误差。因此,采用改进的六步翻转法(图1)可同时实现样品绝对面形和均匀性的绝对测量。
在上述式(6)和式(8)所涉及计算中,通常采用基于Zernike 多项式的拟合方法来获得旋转变化分量(低空间频率滤波)的部分解。为了获得更高的计算精度,本文结合式(1)~式(3)、式(6)、式(8)~式(9)所描述的物理过程,将改进六步翻转法形成的求解模型归纳如下:

式中:Δ(·)为残余误差,它描述了测量数据与计算数据间的差异,并通过多次迭代计算得到近似解[19]。ω是求解模型的加速参数,当选择合适的加速参数可以进一步加快迭代的收敛速度。
3 仿真结果
为验证上述方法,本文使用具有高频信息的实验数据作为四个表面K、L、M、N 的面形误差和均匀性误差(图2)。然后对每一次测量引入测量噪声(1.0 nm PV 和0.1 nm RMS),得到组合实验结果。预期实验结果如图3 所示。图2 显示表面M 具有正Power 像差,而其他表面则是负Power 像差。因此,当正Power 与负Power 相加时,相应实验结果的Power 将被部分消除,如图3 所示。

图2 原始实验表面K、L、M、N 的面形误差和由于样板不均匀而产生的面形误差Fig.2 Example figure errors of original experimental surfaces K,L,M,N and figure error due to inhomogeneity of the sample plate

图3 六步翻转试验的示例模拟实验结果(每次测量的测量噪声为0.1 nm RMS)Fig.3 Example experimental results of simulation with six-step flipping test(the measurement noise of each measurement is 0.1 nm RMS)
运用上述方法,得到绝对测试结果如图4 所示,其中给出了K、L、M、N 的重建面形和均匀性分布。重建面形残余误差是用上述迭代算法得到的重建面形与理论面形的差值。从残差图可以看到,各个面的重建残差均在亚纳米RMS 量级。其中,当测量随机误差在0.1 nm RMS 时,由样品板均匀性引起的表面误差的不确定度在0.17 nm RMS。

图4 (a)通过迭代算法计算得到的K、L、M、N 表面的面形误差和由于样板不均匀而产生的面形误差;(b)各个表面对应的测量残差图Fig.4 (a)Retrieved figure errors of surfaces K,L,M,N and figure error due to inhomogeneity of the sample plate by the iterative algorithm;(b)The associated measurement error maps with respect to the original surfaces
4 实验结果
本文利用6 inch(1 inch=2.54 cm)英寸相移Fizeau干涉仪(光轴水平),进一步开展了相关实验验证工作。首先,用两个标准平板K 和N 测量了一个6 inch 平行平板(ϕ150 mm×6 mm)的绝对面形L、M 和折射率不均匀性δ。在确保实验操作和实验室温度的前提下进行独立重复测量[23],得到面形测量重复性约为1.5 nm RMS。图5 显示了使用改进的六步翻转法的绝对测量结果,其中分别给出了平行平板两个表面L、M 的绝对面形和折射率不均匀性引起的面形误差。

图5 本文所提出改进的六步翻转法,计算出表面L 绝对面形(RMS=18.61 nm)(a);表面M 绝对面形(RMS=4.87 nm)(b)和折射率不均匀性(RMS=19.47 nm)(c)引起的面形误差Fig.5 Retrieved figure errors of (a)surface L (RMS=18.61 nm),(b)surface M (RMS=4.87 nm),and (c)figure error due to inhomogeneity (RMS=19.47 nm)of the PPP by the proposed iterative algorithm
另一方面,本文通过交叉验证的方法来检验改进六步翻转方法的有效性。为了获得表面L 和M 的绝对面形误差,预先用三平板法对两个标准平面K 和N 进行了标定[18-21]。结果如图6(a)和图6(b)所示。通过使用傅里叶变换相移干涉法(FTPSI)处理Fizeau 干涉仪采集的数据,得到由于均匀性引起的面形误差,结果如图6(c)所示。

图6 通过傅里叶变换相移干涉法(FTPSI),计算得到(a)表面L 绝对面形(RMS=19.71 nm);(b)表面M绝对面形(RMS=4.62 nm)和(c)折射率不均匀性(RMS=19.67 nm)而引起的面形误差Fig.6 Retrieved figure errors of (a)surface L (RMS=19.71 nm),(b)surface M (RMS=4.62 nm),and (c)figure error due to inhomogeneity (RMS=19.67 nm)of the PPP by the proposed iterative algorithm
通过对比图5 和图6 所示的面形图,可以看到其RMS 差异不超过1 nm。图7 则是图5 和图6 之间点对点像素之间的残差,其值不超过2.3 nm RMS。实验结果表明了两者具有高度一致性,同时具有较好的重复性,验证了本文提出的改进六步翻转方法的准确性。

图7 图5 和图6 点对点对应像素的差异。(a)所述方法与三平面法的L 面残差图(RMS=1.65 nm);(b)所述方法与三平法得到的M 面残差图(RMS=1.59 nm);(c)所述方法与FTPSI 法得到的不均匀性之间的残差图(RMS=2.25 nm)Fig.7 Differences between Fig.5 and Fig.6 pixel by pixel.(a)Difference map of surface L between the proposed method and three-flat method (RMS=1.65 nm);(b)Difference map of surface M between the proposed method and three-flat method(RMS=1.59 nm);(c)Difference map of inhomogeneity between the proposed method and FTPSI method (RMS=2.25 nm)
5 不确定度分析
在实际应用过程中,需要对可能影响测量精度的因素进行进一步研究。在改进的六步翻转法进行测量中,干涉仪随机噪声和实验操作引起的误差是影响最终测量不确定度的两个主要误差源,与经典的四步翻转法类似。用两种不同的方法对不均匀性进行测量,评估两种测量方法结果的一致性,并对本文所提出的方法进行总体测量不确定度评估。
5.1 随机噪声引入的测量不确定度
第一个误差源是干涉仪由于环境影响而产生的随机噪声,如空气湍流、振动、探测器噪声等。对于高精度检测来讲,环境是影响其测量不确定度的主要因素。
对于经典的四步透射法(式(5)),随机噪声引起的非均匀性绝对测量误差如下[3-5]:

式中:ε为干涉仪重复性误差。定义随机误差传播系数为ccoef=σ/ε,当折射率为1.515 时,透射法的随机误差传播系数为2.2036。如果随机噪声的均方根误差为1.5 nm,则测量误差约为3.3 nm RMS。对于改进的六步翻转法(式(11)),随机噪声引起的不均匀性测量误差如下:

式(11)中SKMe被平均项(SKMe+SKMre)/2代替。在这种情况下,当折射率为1.515 时,改进的六步翻转法的随机误差传播系数为1.7,接近四步透射法的一半。如果随机噪声的均方根误差为1.5 nm,则测量误差约为2.6 m RMS,这与实验结果一致(图7(c)所示)。因此对于折射率大于1.0 的情况,改进的六步翻转法的系数均小于四步透射法的系数(如图8 所示)。

图8 随机误差传播系数与折射率的关系Fig.8 Coefficient of random error propagation versus refractive index
由随机噪声引起的四个待测表面的绝对面形测量误差可以用类似的方法得到。另一方面,每次测量都会引入随机误差,由此引起的不确定度可通过蒙特卡洛试验来评估[19]。
5.2 实验操作引入的测量不确定度
另一个主要误差源是由实验操作引起的误差,包括角度误差、旋转测量SKMr的旋转轴未对准以及在两个不同位置处RF 和SUT 翻转方向未对齐。这些误差主要在步骤四到步骤六的测量过程中引入(图1)。蒙特卡洛试验结果表明,在均匀性引起的面形误差图中,0.5°角度误差引起的最大误差约为0.07 nm RMS,单个像素(沿x和y轴)的对准误差引入的面形误差约为0.10 nm RMS(其他四个面形误差均小于0.06 nm RMS)。
5.3 合成标准测量不确定度
在用上述两个误差源(即第四步至第六步的三次测量中,干涉仪重复性误差为0.1 nm RMS,角度误差为0.5°,对准误差为1 个像素)进行蒙特卡洛重复试验后,折射率不均匀性测量的最大误差约为0.21 nm RMS。这比仿真得到的最大误差(0.17 nm RMS)略大,表明由于环境影响引起的随机误差是该方法测量不确定度的主要因素。
如果用五倍的噪声(即0.5 nm RMS 随机噪声)进行重复模拟实验,那么不均匀性测量的最大误差约为0.86 nm RMS。根据式(16),由随机噪声引起的非均匀性测量误差为1.7ε=1.7 × 0.5 ≈0.85 nm RMS。这也表明由实验操作(添加两个额外的测量)引起的误差比由随机误差引起的误差小得多。
综上所述,本文提出的改进的六步翻转法可有效地同时重建四个表面的绝对面形和待测样品的折射率均匀性分布,且其测量不确定度接近实验噪声水平。测量不确定分析表明,高重复性干涉仪、温度控制实验室和高稳定性支撑工装等是高精度光学表面测量所必需的基础条件。同时,附加测量(如多次旋转)可进一步降低随机噪声引起的测量不确定度。在实践中,由于实验操作引起的误差可以用误差匹配方法来进行评估和控制[24]。
此外,输入折射率、回溯误差、平板温度梯度以及重新安装引起的面形变化等因素,也会影响测量的不确定度。为了获得更高精度的测量结果,必须在全面地了解整个测量过程的基础上识别和控制这些系统误差。这些误差源也是影响其他绝对测量方法精度的主要因素[18-21,23-24]。
6 结 论
本文提出了一种改进的六步翻转法,同时实现了平行平板绝对面形和均匀性的绝对测量,并开展了相应的理论仿真和实验验证工作。与传统的透射方法不同,改进的六步翻转法不需要引入楔角,从而增强了方法的通用性。而与绝对面形检测方法相比,本文提出的六步翻转法不仅可以获得四个面的绝对面形,还能同时获得被测样品的均匀性分布。理论仿真和实验研究验证了该方法的有效性,仿真及实验结果表明该方法的测量精度可以达到亚纳米量级。测量不确定度分析表明,改进的六步翻转法相比传统的四步透射法进一步提高了测量不确定度。该方法可用于高精度平行平板的测量,并可推广到大口径光学平板的折射率均匀性和绝对面形测量。
猜你喜欢
航天返回与遥感(2022年3期)2022-07-07
九江学院学报(自然科学版)(2022年2期)2022-07-02
计测技术(2020年6期)2020-06-09
航天电子对抗(2019年4期)2019-06-02
航天返回与遥感(2018年2期)2018-05-17
制导与引信(2017年3期)2017-11-02
光学精密工程(2016年7期)2016-08-23
山西大同大学学报(自然科学版)(2016年6期)2016-01-30
物理实验(2015年9期)2015-02-28
中国眼镜科技杂志(2014年8期)2014-09-08
