全位置自动焊接设备大管径焊接管理
2021-08-20 09:42吕晓阳巩学嘉
商品与质量 2021年31期
吕晓阳 巩学嘉
1.中国石油广东石化公司 广东揭阳 515200;2.中国石油天然气第六建设有限公司 广西桂林 541004
国内大型石油炼化装置陆续拔地而起,年产量逐步增加,现场地下管网施工管道口径逐渐加大,焊接工作量随之提高,传统人工焊接效率不能满足项目工期要求。大管径管道达2600mm,壁厚达到25mm,地下管道施工中为提高效率,降低人工工作强度,公司大力推广全位置自动焊焊接设备。
1 焊接设备选择
进年来,管道焊接自动化陆续出现,传统的手工焊接作业方式焊接效率提升空间已经不能满足现场作业及施工工期要求,结合以人为本原则,在降低人工劳动强度及提高效率双重考虑下,决定推广全位置自动焊接设备进行现场焊接作业。
现场地下管网管道管径大,焊接位置、母材单一,使用全位置自动焊接作业能够满足现场施工要求。
全位置自动焊焊接设备主要有:焊接主机、焊接小车、焊接控制主面板、焊接控制器等组成。
2 现场准备
自动焊采用Ar(80%)+CO2(20%)混合气体保护,使用药芯焊丝(E71T-1M)进行焊接作业。
焊接工艺方法为氩弧焊(GTAW)焊接打底作业+自动焊(FCAW)填充盖面焊接的焊接方法。
为达到现场施工同等条件,考试时模拟现场管道状态,做好技术交底工作[1]。
3 现场焊接
3.1 焊前准备
大管经焊口组对完成后,采用人工氩弧焊进行打底作业,打底完成后,自动焊焊工进行分组作业,2人一台设备,先进行行走轨道安装,焊接小车吸附在钢制轨道上,采用每道焊口两台自动焊焊机设备同时对称焊接作业的方式。
3.2 轨道参数
自制轨道根据现场管径大小不同制备3种规格形式的轨道,现场管径从800-2600mm,共计10种规格的管径,我们采用捆扎带调节长度的方式,设计了3种规格的轨道,分别覆盖2000mm以上;1400mm-2000mm;700mm-1400mm,轨道样式如图(1)所示。

3.3 现场安装
根据工艺评定设定焊接参数,自动焊采用多层多道的焊接顺序,根据现场对口管件不同采用两种不同的轨道安装方式:
3.3.1 双侧轨道全位置焊接法
可以实现双侧轨道安装的为直管段对接焊口,可以适合两侧各安装一条轨道的方法,实现了对称焊接,焊接位置可以覆盖360°,其安装如图(2)所示。轨道使用捆扎带进行固定,两条捆扎带固定一条行走轨道,保证轨道牢固,不滑动,且与焊缝保持平行状态。


3.3.2 单侧轨道实现270°位置焊接法
主要针对现场直管与管配对接焊口,其管配侧无法安装平行的轨道,所以使用单侧轨道配合两台焊接小车进行对称焊接,如图(3)所示,可以实现双机同步对称焊,提高焊接效率。
3.4 现场焊接
现场焊口按照传统方式进行焊口组对,使用手工氩弧焊进行打底作业,其焊接要求符合焊接工艺,但氩弧焊打底需要比手工电弧焊填充时厚度增加,或打底后再使用氩弧焊焊机进行热填充一道焊缝,保证自动焊接填充时不易焊穿。
全位置自动焊焊接顺序分两种情况:双侧轨道焊接顺序如图(4)所示,1号焊接小车从6点钟方向顺时针开始进行(1-1段)焊接作业,待1号小车焊接到8点钟方向后(1号小车连续焊接不停车,持续焊接1-2段),另一组打磨焊接接头,2号焊接小车就位于6点钟方向,开始逆时针(1-2段)进行焊接作业,两侧焊接小车焊接速度基本一致,一次填充厚度/宽度一致,按照对称焊接方法,保证焊缝两侧受力均匀。

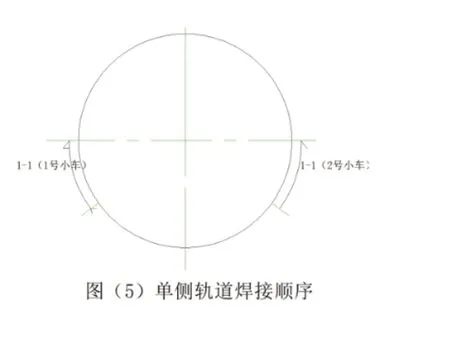
单侧轨道270°焊接顺序如同(5)所示,轨道安装覆盖外周长大于4/5,保证能进行270°焊接作业,1号小车焊接起到在7点钟顺时针方向(1-1段)开始进行焊接,同时2号小车在4点钟开始逆时针方向(1-1段)进行焊接作业,待焊接完成上半段,在通过吊车进行翻管后,调整焊接轨道,安装两辆焊接小车同时进行焊接作业,焊接层数与排道顺序一致。
3.5 焊接过程质量控制
焊接参数根据焊接工艺评定及工艺规程进行调整,并焊接过程中对熔池进行观察监测,保证填充金属在焊缝内,焊接过程中如果进行中间停焊,接头必须进行打磨,接头成型应符合标准规范要求。
4 焊后外观及检查
全位置自动焊接小车,外观成型美观,接头少,飞溅、咬边等缺陷少,仅需要进行简单清渣即可得到成型良好的焊接焊缝。同时对焊口100%进行渗透检测,合格率100%,射线探伤(抽检)合格率100%。
5 结语
通过使用全位置自动焊设备配合自制焊接轨道,不仅降低了操作人员的劳动强度,而且焊接效率达到提高,人工用工率逐渐降低。配合使用的自制轨道解决焊接小车行走问题,且降低了投入成本,保证质量,提高效率。真正做到在大管径管道焊接作业中的提质增效[2-3]。
猜你喜欢
吉林电力(2022年1期)2022-11-10
科学技术创新(2022年31期)2022-10-27
建材发展导向(2022年6期)2022-04-18
钣金与制作(2022年1期)2022-03-08
幼儿教育·父母孩子版(2019年5期)2019-10-18
文苑(2018年22期)2018-11-19
科技视界(2017年28期)2018-01-09
新少年(2017年1期)2017-03-15
科技与创新(2016年3期)2016-03-15
新媒体研究(2014年7期)2014-05-21