
一种磁轭底座零件机械加工工艺设计
2021-08-23 00:21张平栋孙萍
锦绣·中旬刊 2021年10期
张平栋 孙萍
摘要:根据某公司要求,进行磁轭底座零件的机械加工工艺设计。通过对磁轭底座零件结构的分析,确定零件的主要加工要求与加工方法,结合企业生产条件及产品生产任务要求,选择合适的加工方法,设计该产品机械加工工艺。通过实际生产应用,效果良好。
关键词:磁轭底座;机械加工;工艺设计
某公司接到一批磁轭底座的生产订单,订单批量为每月2000件,材料为45钢,质量为11.5kg。该零件用于电梯设备中,通过在零件槽内安放电磁线圈,将线圈通电,产生磁力,吸合传动部件。该零件的生产属批量生产,根据企业要求,设计该零件的机械加工工艺。
1.磁轭底座零件结构分析
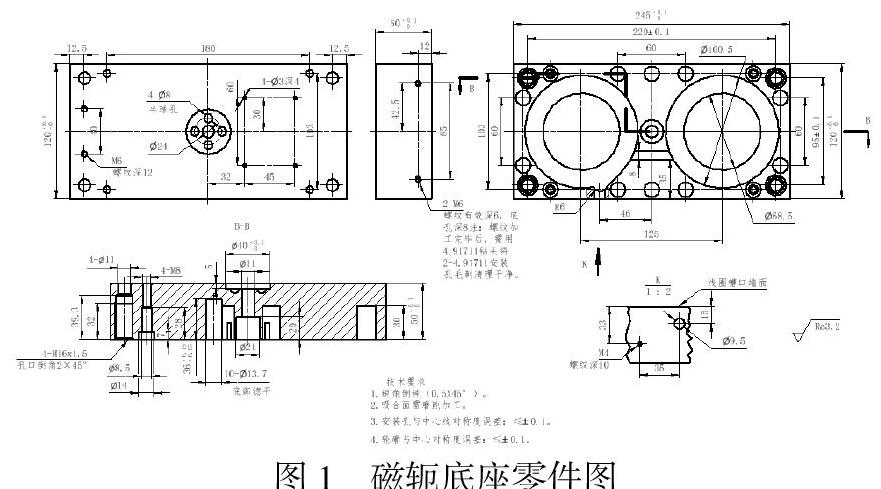
某电梯传动零件磁轭底座如图1所示,该零件为245×120×50mm的长方体零件,在零件上、下表面及侧面分别由一系列孔及槽组成,零件全部表面粗糙度值为Ra3.2μm,锐边倒角0.5×45°,毛坯为六面精加工型材。
2.工艺分析
上表面:Φmm定位中心孔是基准孔,用数控铣削方式加工;4×Φ8mm半球体,用数控铣削方式加工;4×Φ3mm圆孔、4×Φ11mm圆孔、4×M8螺纹底孔及2×M6螺纹底孔,用数控钻削加工;4×M8螺纹及2×M6螺纹,由钳工加工。
下表面:两处宽16mm圆槽及8×15mm通槽,用数控铣床加工;4×M16×1.5螺纹孔,用数控铣床先钻后攻丝的方式一并加工;4×Φ14mm沉头孔、Φ21mm沉头孔、10×Φ13.7圆孔,采用先钻后铣方式在数控铣床上加工。
外形及侧面:零件六个外形面有公差为0.1mm的加工精度要求,该加工精度要求不高,可采购定制毛坯件,提高生产效率,节约成本;零件吸合表面有磨削要求,需增加磨削工序;侧面Φ9mm圆柱孔及M4及M6螺纹孔,用普通钻孔、攻丝方法加工。
3机械加工工艺制定
该企业属传统加工制造企业,设备以传统通用型设备为主,有四台数控加工心及普通通用型生产设备若干。针对企业现有生产设备及生产条件,结合上述工艺分析,制定以下加工工艺。
3.1工艺方案1
1. 数控铣床加工Φ定位中心孔表面,及该面所有孔的加工。
2.翻面数控铣床加工,数控铣床铣2×Φ100.5宽16圆环槽、数控铣铣8×15通槽及盖面所有孔的加工。
3.钳工加工其余孔及螺纹孔,各安装孔端面、螺纹孔端面及锐边倒角去毛刺。
4.磨削吸合面
5.涂防锈油,终检入库
该工艺方案中主要采取先数控加工Φ定位中心孔面,再将工件翻面,数控铣床加工出该面所有孔和槽,最后由钳工加工出其余面孔及螺纹特征。这种方案在实施时,工序较为集中,符合数控加工特点,但零件试制过程中发现,零件翻面加工时若使用平口钳装夹,因需要保证中心定位孔与外形的对称度,导致操作繁琐。此外,零件进行钳工加工工序阶段,由于零件自身質量达10Kg,且需要进行多次移动,劳动强度大,不利于批量性生产,需对现有加工工艺进行调整。
3.2工艺方案2
通过上述工艺方案,虽然能保证零件的加工要求,但仍需对整个加工工艺过程进行优化。本着保证零件加工精度,提高加工效率,降低劳动强度要求,按照基准先行、先面后孔、基准统一原则,重新拟定以下工艺方案。
1. 数控铣床铣两处宽度为16mm圆环槽、8×15mm通槽及该面所有孔的加工
2. 翻面,铣削Φ40mm定位中心孔、铣4×Φ8mm半球孔、及各孔加工。
3. 数控铣床钻零件左端面2×M6螺纹底孔、攻2×M6螺纹;钻零件下底面Φ9.5mm通孔、钻M4螺纹底孔、攻M4螺纹。
4. 钳工清理各加工表面;孔倒角、锐边去毛刺;
5. 磨吸合面
6. 终检、表面涂防锈油、入库
该工艺方案中对工艺方案1中的加工工序进行了调整,首先使用数控机床加工出线圈槽面上的孔和槽,包括5×Φ11通孔。再将工件翻面,使用数控机床加工出Φmm定位中心孔面上的孔和槽,该工序中,为了保证安装定位孔与工件中心的对称度,及装夹方便,设计一套专用夹具对工件进行装夹,该夹具采用一面两销定位方式进行定位,并通过4×Φ11通孔对工件进行夹紧。该工艺方案中还将工艺方案1中的钳工加工侧面孔的工序改为数控四轴机床进行加工,这样可以在一次装夹中完成其余两面通孔和螺纹孔的加工,大大的减少了人力劳动的工作量,提高了工作效率。整个数控加工结束后,安排钳工进行倒角、去毛刺、工件清理等工序。最后磨削吸合面,终检、涂防锈油、入库。该工艺方案通过试制,加工精度完全满足图样的各项要求,加工效率显著提升,故采用此加工工艺方案。
结束语
通过对零件结构的分析,确定个表面的成型方法,结合企业生产条件,设计该零件的加工工艺方案,并通过试制,对试制过程中的问题进行分析和优化,最终制定该零件最终的机械加工工艺。经过企业的实际应用,效果良好,已用于批量生产中。
参考文献
[1]刘守勇. 机械制造工艺与机床夹具[M].北京:机械工业出版社,2011,第二版.
[2]陈宏钧. 实用机械加工工艺手册[M].北京:机械工业出版社,2016,第四版.
[3]袁邦谊,王安芝. 汽车左转向节机械加工工艺设计 [J].机械工程师,2010(12):118~119.
[4]张国政,周元枝. 基于工序集中要求的轮辋车铣复合夹具设计 [J].机床与液压,2014(14):30~32.
猜你喜欢
科技研究·理论版(2022年4期)2022-07-15
名城绘(2019年6期)2019-10-21
环球市场(2018年4期)2018-09-10
农家科技(2017年10期)2018-01-09
东方教育(2016年9期)2017-01-17
科教导刊·电子版(2016年8期)2016-06-27
中国市场(2016年15期)2016-04-28
科技视界(2016年1期)2016-03-30
