
电缆设备中速度控制在恒张力系统中的应用
2021-08-27 11:49赵尹
橡塑技术与装备 2021年16期
赵尹
(江苏舒欣扬电工设备有限公司,江苏 南京 210012)
1 储线器的恒张力控制
储线器应用于干法交联生产线中。在连续生产过程中,储线器储存一定长度的裸线线芯,当需要更换放线盘时,操作人员启动储线器顶端的夹紧器,放线架处线芯被夹紧,此时放线架被系统脱离,与此同时储线器将储存的线芯以系统线速度同步吐出。当线盘更换完成后,储线器又将线芯储满,以便下次换线盘时使用,由此达到设备不停机连续生产的目的。张力控制是指能够持久地控制线缆缆芯在设备上输送时的张力的能力,这种控制对机器的任何运行速度都必须保持有效,包括加速、减速和匀速。即使在紧急停车情况下它也要有能力保证不对被加工的线缆造成丝毫损坏。在张力控制系统中,被控制对象运行速度的变化、卷径的变化、机械传动系统转动惯量的变化和机械损耗的变化均构成对张力控制的扰动。其中,卷径的变化是张力变化的主要原因。在小张力卷取和非恒速运行(加减速过程中)应用中,还要对机械系统的空载转矩和动态转矩进行补偿,以确保张力控制的精度,若张力过大,会造成加工材料的变形;过小,则会使材料松垮,影响加工质量;为此张力控制系统要求进行恒张力控制。
1.1 控制思路
储线张力需根据线芯大小设定,在正常生产过程中需要的储线张力百分比=线芯外径/10+8,以设定位置与实际位置相差5%为分界点,设定位置减去实际位置大于5%时,储线速度给定为每秒0.5%的位置增量,略大于预期位置增量。设定位置减去实际位置大于-5%且小于等于5%时,储线速度给定为每秒0.4%的位置增量,设定位置减去实际位置小于等于-5%时,储线速度给定为每秒0.1%的位置增量,以此保证线芯始终张紧。当夹线器夹紧时,储线器处于吐线状态,线芯被牵引装置拉出,需要保证储线上的线芯张力稳定适中,因此储线张力设定百分比减小到正常生产时的1/3,储线速度给定也随之减小到0.1%的位置增量,此时储线电机处于被反拉的状态。
1.2 编写程序
本文探讨储线器,放线架的控制思路与方法,可在多种品牌PLC中编程实现,在此以西门子S7-200PLC为例,在V4.0 STEP 7 Micro WIN SP9编程软件中编写程序。
(1)计算储线张力给定
程序编写思路:当夹线器松开时,张力输出为1.05倍的设定张力,夹线器夹紧时,张力输出为0.3倍的设定张力。利用WXOR_DW指令清零AC0,运用DIV_R减法指令,MUL_R乘法指令,MOV_R传输指令等得到张力输出,如图1所示。

图1 储线张力给定程序
(2)计算设定位置与实际位置的偏差用来确定储线速度给定
程序编写思路:SP_Position为设定位置,Position为实际位置,Limit为位置差,Limit大于5时,输出为3 200,Limit大于-5且小于等于5时,输出为3 000,Limit小于等于-5时,输出为800,夹线器夹紧状态时,输出为800,当储线停止时,输出为零,如图2所示。
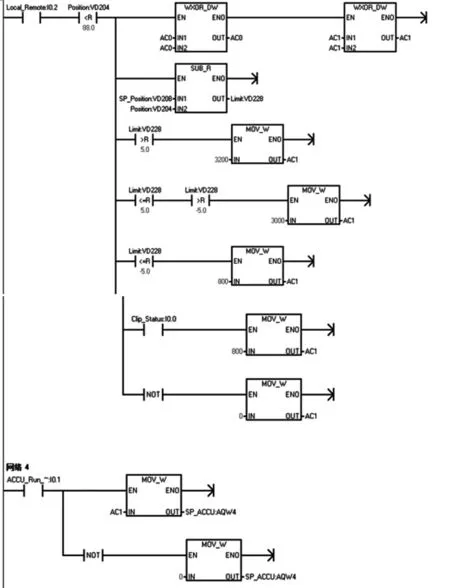
图2 储线速度给定程序
2 放线架的速度同步控制
在储线系统张力控制中的放线机构用于单芯裸线放出,可通过控制其放线速度,使线芯通过挤出机组时保持一定的张力,从而处于拉直状态。主动放线架张力速度稳定,且张力速度维持精确度高,适用于生产。
放线装置的控制,形成一个张力、电流双闭环调速系统,它按照牵引机速度进行调节。开卷机张力给定,张力反馈信号和开卷机电流、张力双闭环调节系统构成了开卷机的调速系统,随着生产的进行,放线装置上的铜线盘半径不断减小,相应的电机转速必须逐渐增大才能保持电线上的张力恒定,但实现裸铜芯的线圈半径检测很困难,就需要经过运算得出实时半径值。而以往我们采用电缆张力负反馈,用变频器做恒张力控制的实质是死循环矢量控制,即加编码器反馈。此时可以根据缆芯的线速度和卷筒的预设卷径计算出同步匹配频率指令,然后通过张力检测装置反馈的张力信号与张力设定值构成PID闭环,调整变频器的频率指令。此方法在理想状态下是可行的,但在实际生产过程中张力反馈信号难免会因为机械振动或干扰的情况出现波动,而张力信号反馈的不稳定性会造成放线架速度给定的不稳定。而储线位置信号要比张力信号要稳定得多,因此利用储线器的位置反馈运算得到实时的线盘卷径,再通过实时线盘卷径运算出放线的速度给定,用此方法能大大提高系统的稳定性。
2.1 控制思路
假设储线设定位置为SP,范围0~100%。实际位置为PV,范围0到100%。以设定位置与实际位置相差5%为分界点,假设变量N=(SP-PV)20/100,当位置差大于等于5%时,N等于1,位置差小于等于-5%时,N等于-1,则N在-1与1之间,且N不等于0.
设单位时间内的位置变化量为X,预期的位置增量为每秒0.4%,即希望250 s储满100%。
设位置变化率为P,P=X/0.4N,控制目标为始终令P=1。(当接近设定位置时,N的绝对值减小,则X也应该跟随相应减小。)
设放线速度给定增量为G,G=(1-P)80N,G在-200 ~200之间。(80为经验值。)
(1)当N=1时(设定位置—实际位置> 5%)
X>0.4%时,(放线速度大于线速度,)P>1,G<0,放线减速。
X<0.4%时,(放线速度小于线速度,)P<1,G>0,放线加速。
X=0.4时,(放线速度等于线速度,)P=1,G=0,放线速度不变。
(2)当0<N<1时(0<设定位置—实际位置<5%)
X>0.4N%时,(放线速度大于线速度,)P>1,G<0,放线减速。
X<0.4N%时,(放线速度小于线速度,)P<1,G>0,放线加速。
X=0.4N%时,(放线速度等于线速度,)P=1,G=0,放线速度不变。
(3)当-1<N<0时(-5%<设定位置—实际位置<0)
X>0.4N%时,(放线速度大于线速度,)P<1,G<0,放线减速。
X<0.4N%时,(放线速度小于线速度,)P>1,G>0,放线加速。
X=0.4N%时,(放线速度等于线速度,)P=1,G=0,放线速度不变。
(4)当N=-1时(设定位置—实际位置<-5%)
X>0.4N%时,(放线速度大于线速度,)P<1,G<0,放线减速。
X<0.4N%时,(放线速度小于线速度,)P>1,G>0,放线加速。
X=0.4N%时,(放线速度等于线速度,)P=1,G=0,放线速度不变。
2.2 编写程序
以S7-200PLC为例,每1 s判断储线设定位置和实际位置的变化,重复计算放线给定增量并叠加到前一秒的给定中,使储线实际位置无限逼近设定位置并在储线张力恒定的情况下保持放线速度的同步稳定。
(1)初始化程序中将中断程序周期设置为100 ms,100写入SMB35中,定时中断2的EVNT为11,如图3所示。
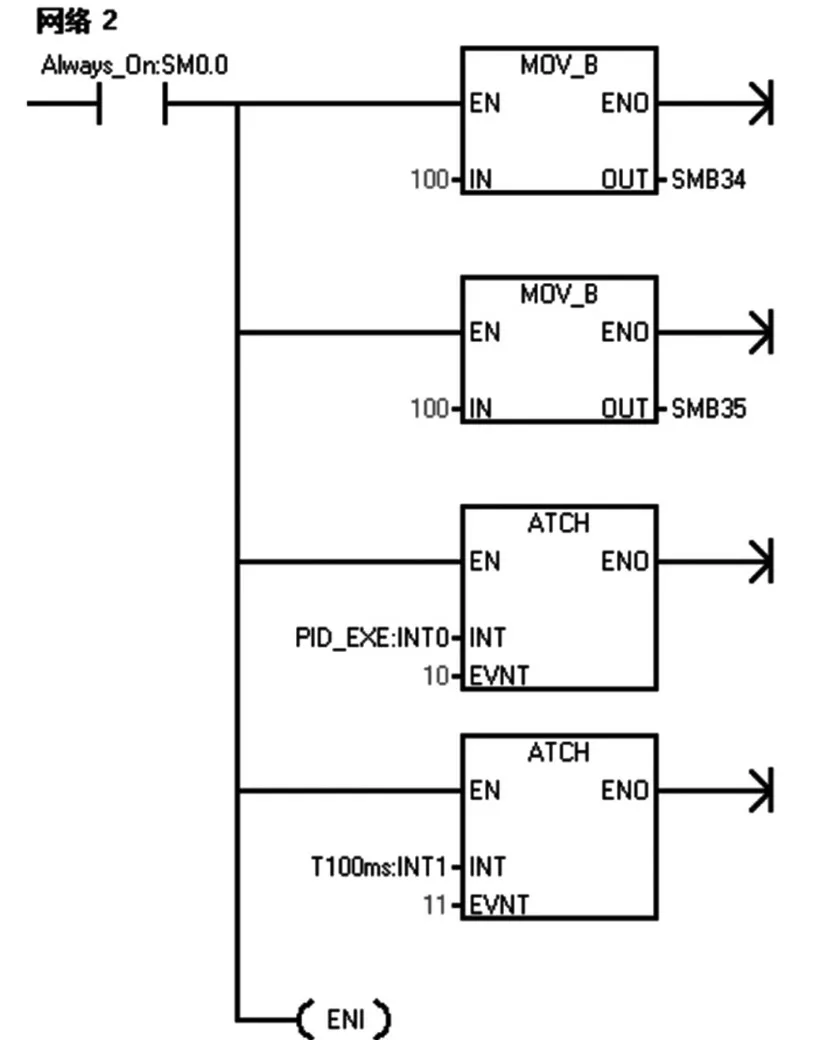
图3 初始化程序
(2)中断程序中设置每1 s运算一次速度计算程序。
程序编写思路:利用INC_W指令每执行一次中断程序时Counter加1,周期为100 ms的中断程序执行10次时间为1 s,这时执行速度计算程序并把Counter清零。下个中断周期重复累加Counter值,由此实现了每1 s运算一次速度计算程序的目的,如图4所示。

图4 中断程序
(3)速度计算增量程序运算后得出速度增量
程序编写思路:利用WXOR_DW指令清零AC0,运用SUB_R减法指令,MUL_R乘法指令,DIV_R除法指令实现公式N=(SP-PV)20/100的运算得到N并使N在-1~1之间,执行一次此程序时将此时的位置Position写入Last_ place,用Position减Last_ place由此得到每个周期位置的变化量X。利用上述指令实现公式P=X/0.4N得到P值。再根据上述指令实现公式G=(1-P)80N得到增量G,即程序中的Increment,并使其在-200~200之间,如图5所示。
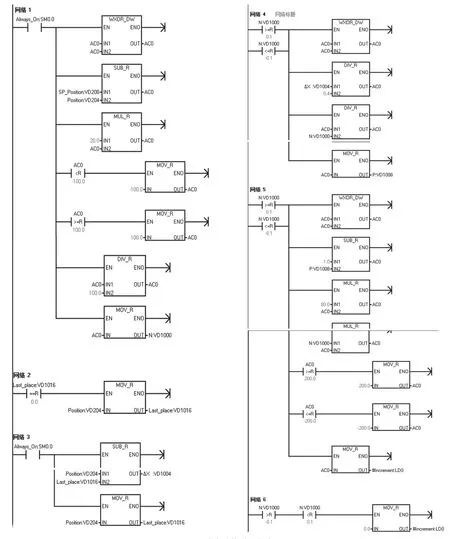
图5 速度计算增量程序
(4)设放线的速度给定为Pay Off_SP,线盘外径为Disc_diam,放线额定转速为Rated rpm,线速度为Line_Speed,则Pay Off_SP=32000*Line_Speed/(3.14*Disc_diam*Rated rpm),其中32000为模拟量输出最大值。利用计算的增量不断改变线盘卷径的值来控制放线速度给定。最终运算出的数值通过PLC的模拟量输出给入调速器的速度输入用于控制放线架电机的转速。
程序编写思路:在储线放线准备就绪的情况下,此时M0.0,M0.1接通,运行接通延时定时器指令,设定每2 s运行一次更改盘径值程序,盘径值范围为设定盘径值与其一半值之间,再运用上述速度给定公式计算得到放线的给定,如图6所示。
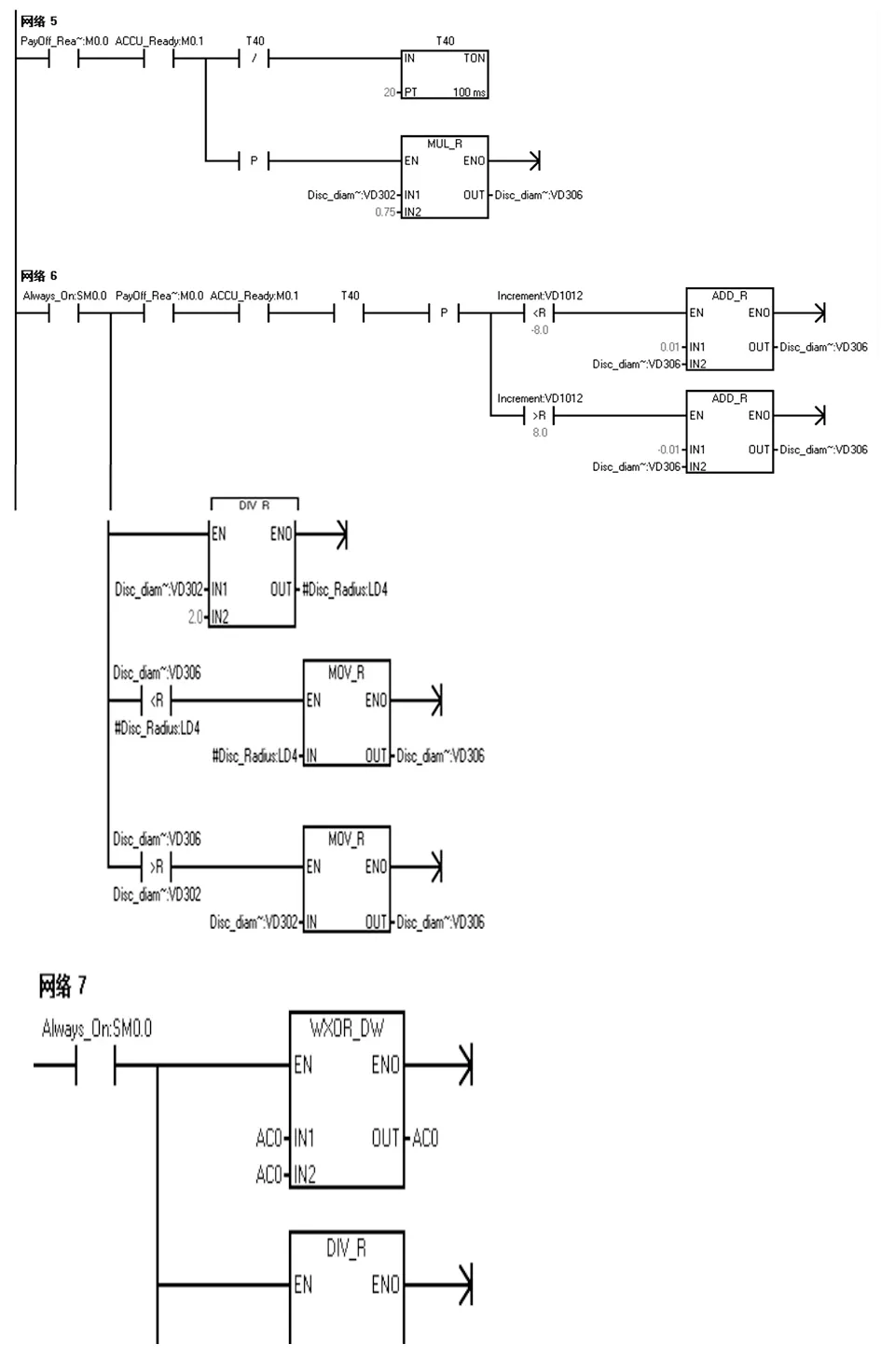
图6 速度换算程序
3 硬件设计及系统构成
对于干扰性小的场合,采用24 VDC,0-10 VDC,4-20 mA信号传输就可以满足要求。随着工业技术的发展,对系统的抗干扰性,实际线路的简洁性,数据传输的可靠性要求越来越高。而PROFIBUS现场总线技术作为一种灵活、方便、可靠的数据传输方式,在工业现场得到了越来越多的应用。因此储线器和放线架的速度张力给定也可通过PROFIBUS-DP通讯实现周期性地与传动装置的数据交换。可以采用西门子S7-300系列PLC用作系统主站,储线器放线架的调速装置用作系统从站,S7200PLC与S7300PLC通过各自的MPI通讯口连接。在STEP7 V5.5软件中,硬件组态支持PROFIBUS-DP通讯的CPU,组态调速装置的GSD文件,在此文件下选择对应的输入输出地址。可以通过S7300与S7200之间的数据交换程序将S7200中的速度和张力给定值写入S7300的指定数据块中,并连接到调速装置GSD文件组态的相应输入输出地址中。关于硬件组态方法,程序编写等内容,可以通过相关教程了解,本文不做描述。
4 结语
运用储线器的位置反馈控制放线速度的方案取代了传统运用储线张力反馈控制的方案,提高了储线恒张力系统中对放线装置速度控制的稳定性。在生产过程中经过反复验证达到设计目的。
猜你喜欢
当代陕西(2022年6期)2022-04-19
中学生数理化·中考版(2019年9期)2019-11-25
考试周刊(2018年95期)2018-11-14
山东工业技术(2018年5期)2018-03-10
电子制作(2017年23期)2017-02-02
科技创新与应用(2016年34期)2016-12-23
电信科学(2016年9期)2016-06-15
新高考·高一物理(2016年3期)2016-05-18
现代工业经济和信息化(2016年7期)2016-05-17
通信电源技术(2016年6期)2016-04-20
