Q345B低碳钢/20Mn23Al无磁钢异种钢焊接接头的组织及性能
2021-09-01 00:56杜明科张云龙朱子越
机械工程材料 2021年8期
张 敏,杜明科,张云龙,王 刚,朱子越
(西安理工大学材料科学与工程学院,西安 710048)
0 引 言
近年来,单一金属材料制备的结构件已无法满足工业生产需求,异种金属复合结构件逐渐成为加工制造领域的研究热点。异种金属焊接结构件不仅充分发挥了每种金属的优势,还大大降低了生产成本[1]。然而,由于熔点、线膨胀系数等物理和化学性质存在较大差异,异种金属之间的焊接难度较大[2-4]。国内外学者在异种金属焊接方面做了大量工作,在焊接工艺优化、接头组织和性能演化方面取得了丰硕的成果[5-8],为异种金属的焊接提供了一定的数据支撑和理论保障。岑耀东等[9]研究了SPCC低碳钢与TRIP980高强钢电阻点焊接头的组织和力学性能,发现近SPCC低碳钢侧熔合区产生的应力集中是影响接头力学性能的主要原因。温飞娟等[10]研究了L360钢与X65钢的焊接工艺,发现采用焊条电弧焊打底,利用自保护药芯焊丝半自动焊进行焊缝的填充、盖面可以实现这两种材料的高质量连接。欧平等[11]研究了SA508/316L异种钢焊接接头的显微组织,发现焊缝呈粗大的树枝晶凝固组织,并且晶界处存在链状分布的碳化物。
目前关于异种金属复合结构件的研究较多[12-14],但有关无磁钢与其他材料连接接头的研究较少。在国内大型变压器制造中,为了防止漏磁、降低能量损耗,常采用20Mn23Al无磁钢材料。20Mn23Al无磁钢的组织稳定,力学性能优良,但在实际生产中存在利用率低、价格昂贵等问题;而20Mn23Al无磁钢与低碳钢的复合结构件不仅能保证强度,起到防止漏磁的作用,还能降低生产成本,这弥补了单一材料的不足[15]。在无磁钢与低碳钢连接过程中,焊缝区域易产生脆性马氏体相,导致接头的开裂倾向增大;同时由于两种钢的热物理性能存在差异,焊接接头容易产生应力集中,增大焊接件的变形,严重影响接头的服役性能。目前,解决20Mn23Al无磁钢与低碳钢之间的焊接难题成为研究热点。作者采用E316LT0-1不锈钢焊丝对Q345B低碳钢和20Mn23Al无磁钢进行异种材料焊接,研究了焊接接头的显微组织和力学性能,以期为实际生产中这两种钢材之间的焊接提供参考。
1 试样制备与试验方法
1.1 试样制备
母材为Q345B低碳钢和20Mn23Al无磁钢,尺寸均为300 mm×150 mm×16 mm;焊接材料为直径1.2 mm的E316LT0-1不锈钢焊丝。母材和焊丝的化学成分见表1,拉伸性能见表2。

表1 母材与焊丝的化学成分(质量分数)
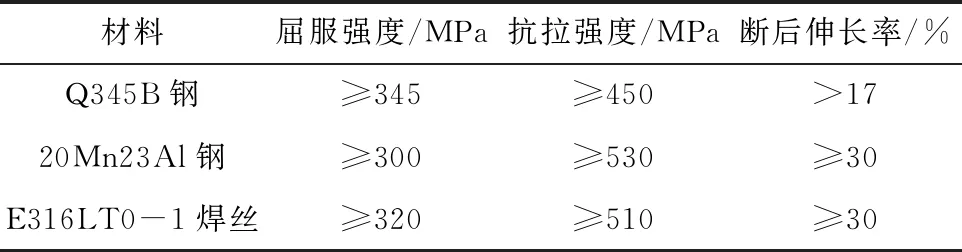
表2 母材与焊丝的拉伸性能
使用Panasonic YD-500GL型气体保护焊机进行熔化极气体保护焊(MAG),采用对接接头形式,坡口为双V形坡口。焊前利用机械清理和超声清洗将坡口周围10~20 mm范围内的铁锈、氧化皮及其他杂物去除。采用多层多道焊接方法,焊接过程中每一层焊道都进行机械打磨以清除焊缝表面杂质及缺陷。采用正反面依次焊接成形工艺,接头尺寸和熔覆顺序如图1所示;这种工艺有利于减小焊接接头的热变形量。焊接时使用的保护气体为体积分数80%氩气+体积分数20%CO2,气体流量为15 L·min-1,焊接速度在3~4 mm·s-1,打底焊焊接电流为180~186 A、焊接电压为25~26 V,填充焊和盖面焊的焊接电流为190~202 A、焊接电压为26~27 V。
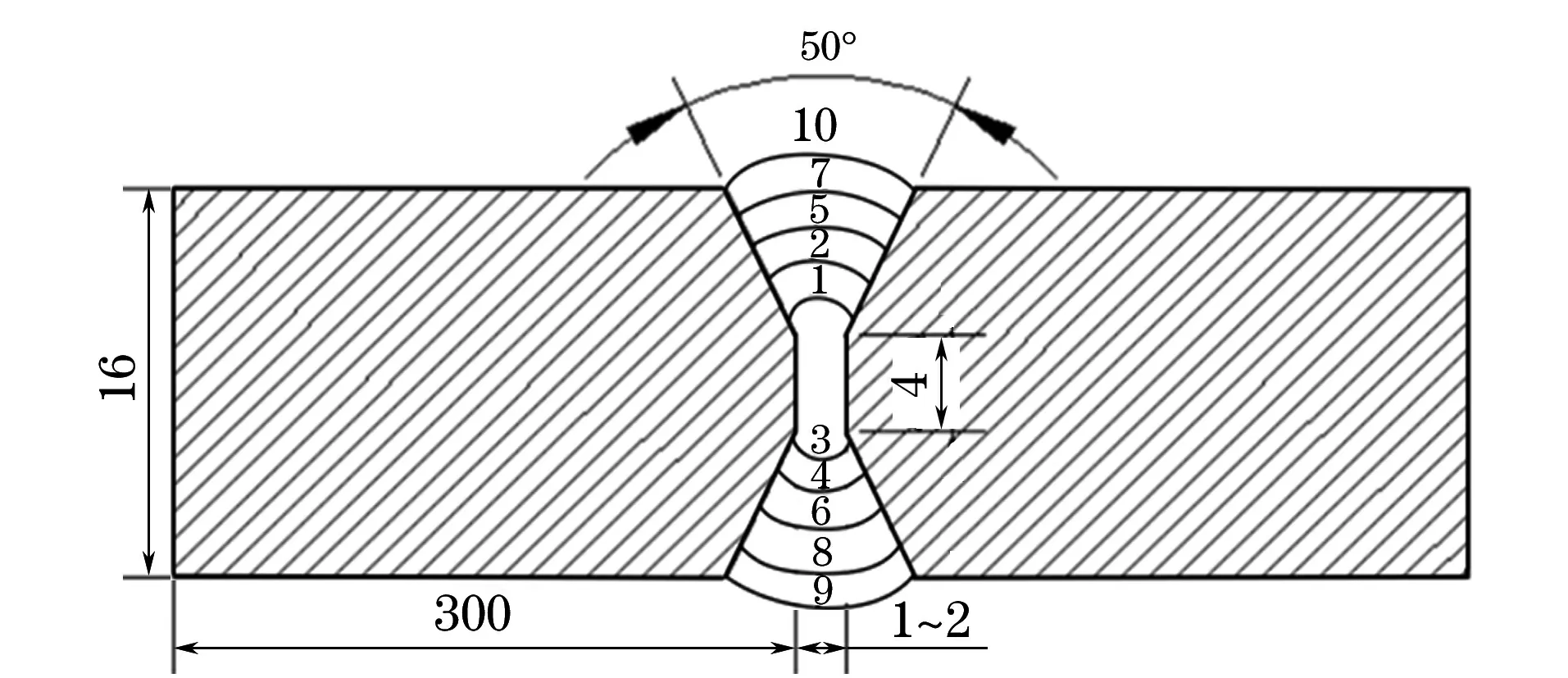
图1 焊接接头尺寸和熔敷顺序Fig.1 Size and cladding sequence of welded joint
1.2 试验方法
利用超声波仪检测焊缝内部质量,在检测合格的焊接接头上距起弧或熄弧位置大于25 mm处截取尺寸为25 mm×10 mm×16 mm的金相试样,研磨、抛光后,用体积分数4%的硝酸酒精溶液腐蚀Q345B钢侧,用由10 mL盐酸+1 g氯化铁组成的溶液腐蚀20Mn23Al钢侧和焊缝,采用SM-6700F型扫描电镜(SEM)观察焊接接头显微组织,利用附带的能谱仪(EDS)进行微区成分分析。
在检测合格的焊接接头上,以焊缝为中心垂直于焊缝截取如图2(a)所示的拉伸试样,在HT-2402型拉伸试验机上进行室温拉伸试验,拉伸速度为2 mm·min-1。使用MHV1000Z型数显显微维氏硬度计测试焊接接头的显微硬度,载荷为0.98 N,保载时间为15 s,从焊缝向两侧母材每隔2 mm取点测试,测试位置如图2(b)所示。
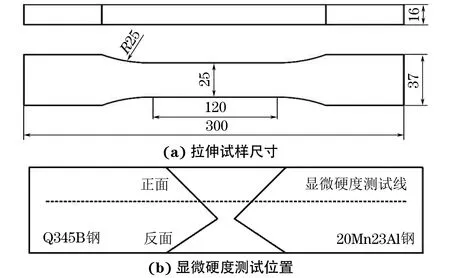
图2 拉伸试样尺寸及硬度测试位置Fig.2 Size of tensile sample (a) and position of hardness test (b)
2 试验结果与讨论
2.1 显微组织
由图3(a)可以看出,Q345B低碳钢的室温组织为黑色珠光体+白色铁素体,沿轧制方向呈带状分布。由图3(b)和图3(c)可以看出,Q345B钢侧过热粗晶区的组织主要为针状贝氏体和魏氏体,相变重结晶区的组织主要为珠光体和铁素体。在焊接过程中,靠近焊缝区域的加热温度超过1 100 ℃,该处金属处于过热状态,奥氏体晶粒长大严重,并且由于板厚较大,焊后冷却速率较快,因此形成了粗大的淬硬组织;离焊缝较远区域的金属被加热到Ac3(加热时铁素体全部转变为奥氏体的终了温度)以上而发生重结晶,冷却后得到均匀细小的珠光体和铁素体,这对该区域强度和韧性的提高有积极作用。由图3(d)和图3(e)可以看出,20Mn23Al钢的室温组织为孪晶奥氏体和少量铁素体,与母材相比,热影响区(HAZ)晶粒发生了明显粗化,近焊缝区的晶粒粗化严重。这会导致该区域的塑韧性较差,容易出现脆化和开裂现象。
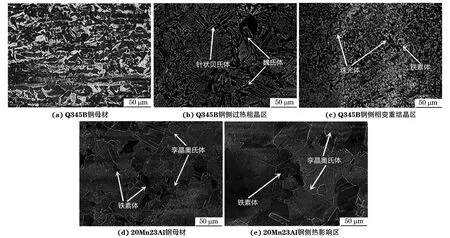
图3 焊接接头热影响区和母材的显微组织Fig.3 Microstructures of heat-affected zone and base metals of welded joint: (a) Q345B steel base metal; (b) overheated coarse-grained zone, Q345B steel side; (c) phase transformation recrystallization zone, Q345B steel side; (d) 20Mn23Al steel base metal and (e) heat-affected zone, 20Mn23Al steel side
由图4可以看出,焊缝中心填充焊层的显微组织由骨骼状的δ铁素体和奥氏体组成,打底焊层的显微组织主要由细小的树枝状铁素体和奥氏体组成,奥氏体基体上弥散分布着少量的碳化物颗粒,未见脆性马氏体相。根据焊缝金属凝固结晶的特征及舍弗勒组分图[16-17],当铬镍当量在1.5~2.0之间时,凝固模式为FA(铁素体+奥氏体)模式,即以δ铁素体为先析出相,通过包晶反应和共晶反应生成奥氏体。由于焊接试样的尺寸较大,大部分热量通过热传导方式快速散失,焊后冷却速率较大,而δ铁素体转变为奥氏体是一个缓慢的过程,因此δ铁素体向奥氏体的转变不完全,部分δ铁素体保留下来。打底焊层由于受到多次热循环作用,焊缝中的铁素体形态发生了变化,形成了大量的树枝状铁素体。铁素体的存在可防止焊缝中产生热裂纹,提高焊接接头的塑韧性和耐晶间腐蚀性能。

图4 焊接接头焊缝的显微组织Fig.4 Microstructure of weld zone of welded joint: (a) filling weld layer and (b) backing weld layer
2.2 微区成分
由图5可以看出:焊缝和母材Q345B钢中的铬元素存在浓度梯度,铬元素向母材中扩散,形成了厚度约为15 μm的扩散层;焊缝区铬元素含量较高,这不利于焊接接头的塑性和韧性;锰、镍元素也发生了一定程度的扩散。

图5 Q345B钢侧熔合线附近元素线扫描位置及结果Fig.5 Element linear scanning position (a) and results (b) near fusion line on Q345B steel side
由图6可以看出,在20Mn23Al钢侧熔合线处,铬和镍元素由焊缝向20Mn23Al钢中扩散,而铝和锰元素则由20Mn23Al钢向焊缝中扩散,形成的合金元素扩散层厚度约为25 μm,这有利于提高焊接接头的强度和抗氧化性。元素扩散主要受浓度梯度驱使。

图6 20Mn23Al钢侧熔合线附近元素线扫描位置及结果Fig.6 Element linear scanning position (a) and results (b-c) near fusion line on 20Mn23Al steel side:(b) chromium and nickel distribution and (c) aluminum and manganese distribution
2.3 拉伸性能
在试验条件下拉伸后,焊接接头均在Q345B钢母材处断裂。测得焊接接头的平均屈服强度为395 MPa,高于2种母材屈服强度的下限值,抗拉强度为498 MPa,断后伸长率为29.5%,抗拉强度和断后伸长率均高于Q345B钢的下限值但低于20Mn23Al钢的下限值,拉伸性能优于Q345B钢但略差于20Mn23Al钢。
结合组织分析可知:焊缝中的δ铁素体连续且密集地分布在奥氏体基体上,使得晶界增多,有效阻碍了位错运动;同时,焊丝及母材中的部分合金元素在高温熔融状态下会与碳元素反应形成碳化物,对位错运动起到钉扎作用,从而使焊缝强化。焊接过程中采用多层多道焊工艺,后一道焊缝对前一道焊缝起到热处理作用,降低了焊缝的残余应力,有利于提高焊缝质量。在浓度梯度的驱使下,镍、铬等元素发生了充分的扩散,对两侧热影响区起到固溶强化作用,提高了该区域的强度[18]。Q345B钢母材组织主要为铁素体和珠光体,具有较好的韧性,但强度较低,是焊接接头薄弱区,因此拉伸时均在该区域断裂。
2.4 硬 度
由图7可以看出:焊接接头焊缝区的硬度最大,热影响区硬度次之,母材硬度最小;20Mn23Al钢侧热影响区的硬度高于Q345B钢侧的。焊缝中合金元素的含量高于两侧母材的,这些合金元素起到细晶强化和固溶强化作用,提高了焊缝区域的硬度。在较大焊接热输入作用下,Q345B钢侧热影响区的晶粒发生粗化,并出现少量淬硬组织,因此热影响区的硬度高于Q345B钢母材的;在20Mn23Al钢侧热影响区,在浓度梯度的驱使下,镍、铬等元素充分扩散,起到固溶强化作用,因此该区域的硬度较20Mn23Al钢母材高。

图7 焊接接头显微硬度分布曲线Fig.7 Microhardness distribution curve of welded joint
3 结 论
(1) Q345B低碳钢和20Mn23Al无磁钢异种金属焊接接头焊缝区填充焊层组织主要为骨骼状的δ铁素体和奥氏体,打底焊层主要为树枝状铁素体和奥氏体,奥氏体基体上分布着少量碳化物;Q345B钢侧过热粗晶区组织为贝氏体和魏氏体,相变重结晶区组织为珠光体和铁素体,20Mn23Al钢侧热影响区组织为孪晶奥氏体和少量铁素体。
(2) 母材和焊缝中的合金元素存在浓度梯度,使得合金元素沿熔合线发生互扩散,Q345B钢侧扩散层厚度在15 μm左右,20Mn23Al钢侧在25 μm左右。
(3) 拉伸过程中,焊接接头均断裂于Q345B钢母材;接头拉伸性能优于Q345B钢但略差于20Mn23Al钢;接头焊缝区域的硬度最大,热影响区次之。
猜你喜欢
新疆钢铁(2021年1期)2021-10-14
科学技术创新(2021年13期)2021-05-16
防爆电机(2020年4期)2020-12-14
重型机械(2020年3期)2020-08-24
金属加工(热加工)(2020年12期)2020-02-06
微特电机(2019年1期)2019-02-25
癌症进展(2016年10期)2016-03-20
焊接(2016年1期)2016-02-27
上海金属(2015年4期)2015-11-29
上海电机学院学报(2015年4期)2015-02-28