休哈特控制图在纺织纤维检验中的应用分析
2021-09-01 23:48何彤
科学与生活 2021年9期
关键词:气相色谱
何彤


摘要:随着当前我国纺织业的不断发展,行业内逐渐加强了对于纺织纤维检验的重视,而休哈特控制图在质量检验当中有着十分广泛地应用。基于此,本文简要介绍了休哈特控制图应用原理,并探讨了休哈特控制图在纺织纤维检验中的实际应用,以期为业内有关人士提供参考与借鉴,促使检验效率不断提升。
关键词:休哈特控制图;纺织纤维;气相色谱
引言:休哈特控制图是由美国休哈特博士提出的,该图不仅是科学管理当中的重要工具,而且在质量管理方面也有着十分广泛地应用。通过休哈特控制图能够对质量发生波动的原因进行有效分析,进而对纺织纤维的生产过程的受控状态进行判断,有助于进一步提升纺织纤维检验的水平,为纺织生产加工提供相应指导。因此对休哈特控制图在纺织纤维检验中的应用研究是十分有必要的。
一、休哈特控制图应用原理
在应用休哈特控制图进行质量控制分析的过程中,主要应用的是数理统计原理,该控制图下对于质量影响因素的分析主要包括以下两个角度,即偶然和系统两个方面。其中偶然因素是必然存在,不容易识别的因素,对于生产质量的影响相对较小;而系统因素就是指偶尔存在,并且通过对数据的分析和处理能够对其进行识别的影响因素,这种因素对于生产质量的影响是相对较大的,借助休哈特控制图对系统因素进行分析,能够发现系统原因存在的相关信息,对生产过程的受控状态进行判断,并以此为依据采取相应措施消除系统原因所带来的负面影响。
在实际进行质量控制的过程中,若由于偶然因素对生产过程产生了一定的负面影响,此时产品质量特性值的分布情况将呈现出一定特征,例如正态分布。在实际应用休哈特控制图进行偶然因素分析时,若控制图当中的大多数点都处于控制线之内且其排列方式呈现出随机特性,那么则认为整个生产过程中存在偶然因素,并且处于可控范围内,为稳定状态。相反,若控制图中的点落在了控制线外,或者在控制线内的排布方式呈现出一定规律,则认为存在系统因素,生产过程为失控状态[1]。
二、休哈特控制图在纺织纤维检验中的实际应用
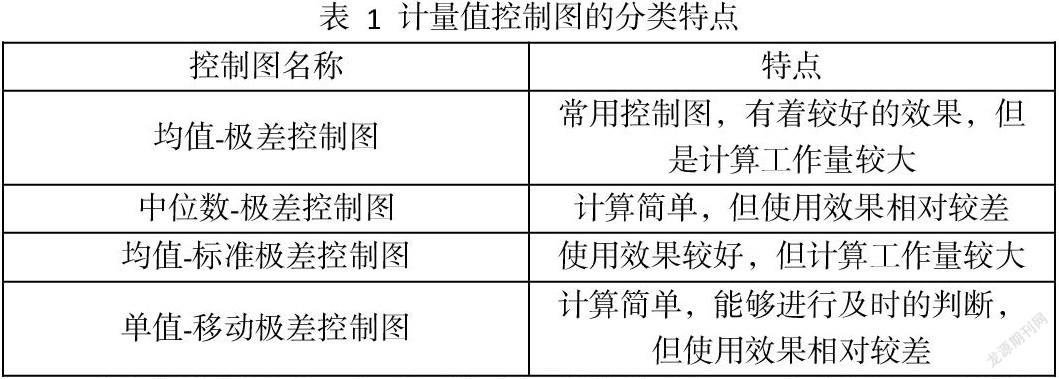
控制图主要是由三个部分组成,即中心线、上控制线、下控制线以及点。在实际进行质量检验的过程中,常用的控制图主要包括计量值和计数值两种。其中计量值控制图的主要分类及其特点如表1所示。在实际应用控制图的过程中,不同的控制图仅仅是在计算公式方面存在一定差异,其绘图步骤是有一定相似性的。本文以均值-极差控制图为例,使用气相色谱-质谱联用仪对纺织纤维中的联苯胺进行测定,并针对休哈特控制图的绘制方法进行分析和探讨。
在绘制控制图时,需要先进行数据的收集和整理。在实际进行试验的过程中,本文通过在白色标准棉布试样当中加入联苯胺标准溶液,并经过禁用芳香胺燃料前处理等相关操作之后,使用同一气相色谱-质谱联用仪进行测定,检测结果如表2所示。
结合上述测定结果进行计算,整体均值为,极差为。
在计算好整体均值和极差之后,进行极差图中中心线、上控制线以及下控制线的计算,并根据计算结果绘制控制图,然后进行状态分析,对纺织纤维质量进行判断。经过对极差图的计算和绘制之后,若发现纺织纤维质量处于不可控情况下,需要分析导致此情况发生的原因,并加以处理和解决,最终保障纺织纤维的质量检测过程处于可控状态之下。再次进行分析的过程中,需要将受到已经查明因素影响的子组剔除出去,并重新进行极差图控制线的计算,绘制新的控制图,若极差控制图处于可控状态之下,则可进行均值图的计算和绘制,并进行状态判断。只有在极差图和均值图都处于可控状态之下时,才能够对检测过程进行状态判断。
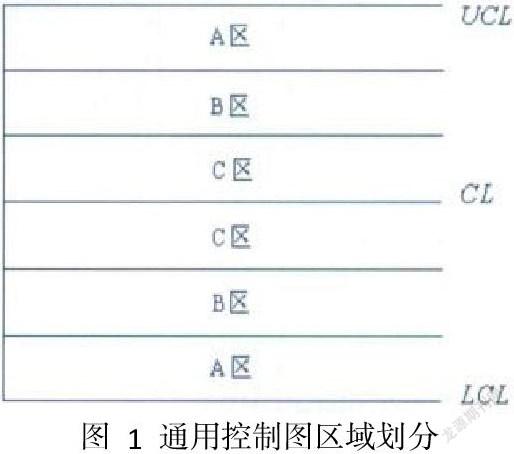
在对控制图进行判异时,判异的标准主要包括两种,其一,点压界或者出界;其二,点在控制线范围内有规律的排布。在实际进行判异的过程中,需要在控制图区域划分的基础上按照相应判异准则进行判异,判异区域的划分如图1所示。判异准则如下:第一,点的位置处于A区之外;第二,连续九个控制点位于CL的同一侧;第三,连续六个点呈现出单调递增或递减特性;第四,连续十四个控制点在图中呈现上下交替规律;第五,连续三点中的两个点位于CL同侧的A区;第六,连续五个测量点中的四个点位于CL同侧的B或A区当中;第七,连续十五个点位于CL两侧的C区当中;第八,连续八个控制点位于CL两侧,且均不在C区当中。
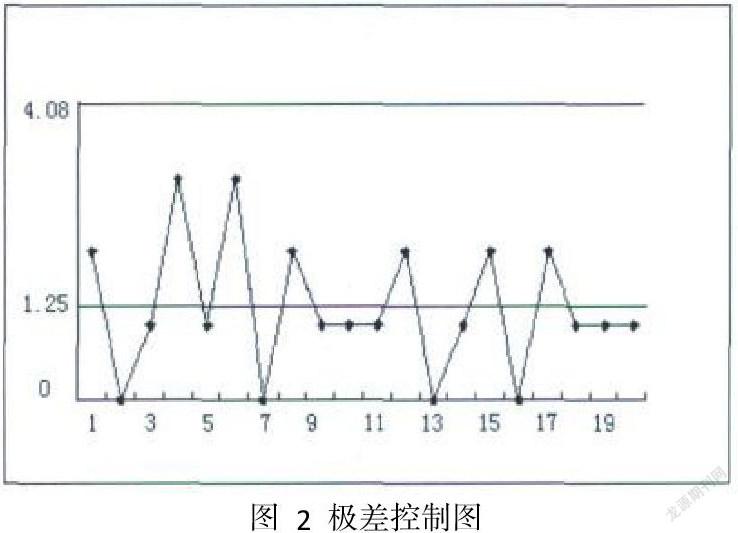
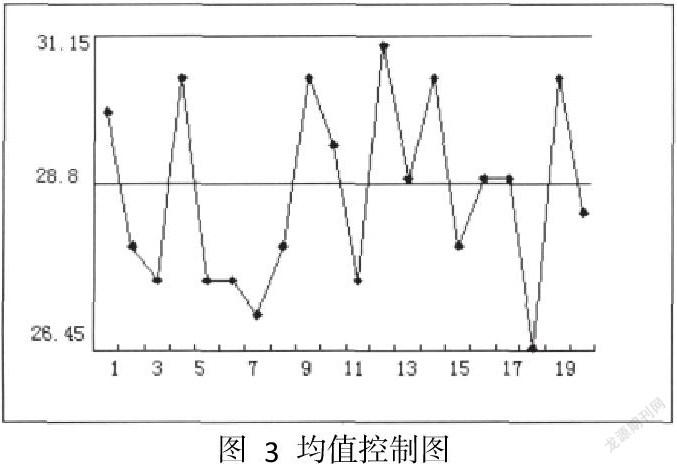
经计算,得到极差图的CL、UCL、LCL分别为1.25、4.08和0,绘制得到的極差控制图如图2所示。经计算,得到的均值图的CL、UCL、LCL分别为28.8、31.15、26.45,绘制的均值图如图3所示。经过对控制图的分析可知,在实际进行质量测定的过程中,整个检测过程均处于可控状态之下。
在经过分析控制图的绘制和判断之后,确定整个统计控制处于稳定状态之下时,可对过程能力指数进行计算,以此判断过程统计情况,若过程能力指数也处于稳定状态之下,则可对分析用控制图进行处理和变换,用于过程控制。在实际进行计算分析的过程中,需要对检测得到的相应控制点的极差和均值进行计算,并将计算结果在控制用图当中描绘出来。其判异思路与分析用图的判异思路相同,若描点位置在控制线内呈随机分布则表示状态可控,否则需要检查问题出现的原因并进行调整和优化,解决问题。结合本文情况进行分析,其中极差控制图和均值控制图中所有控制点都处于控制线之内,因此,可延长其控制线,将其作为控制用图进行后续分析和判断,并开展相应工作。若控制点处于控制线之外,则需要从不同影响因素中查找问题原因,例如,联用仪状态、人员操作情况等,在经过问题处理和修正之后,才可进行后续分析[2]。
结束语:综上所述,本文主要以休哈特控制图在禁用芳香胺燃料检验中的应用为例展开分析和探讨的,在实际进行纺织纤维检验过程中,休哈特控制图还可以用于分析仪器设备的稳定性、人员操作的可靠性等多个方面。相信,随着对休哈特控制图的深入研究和应用,我国纺织纤维检验的水平将会得到进一步提升。
参考文献:
[1]黄基诞,李楠,晏爱敏,等.考虑准备时间和加工速度的纺织纤维实验加工调度[J].实验室研究与探索,2020,39(04):14-18.
[2]魏子涵,李文霞,王华平,等.常见纤维织物近红外定量分析模型的建立及预测检验[J].北京服装学院学报(自然科学版),2019,39(02):30-37+55.
广州检验检测认证集团有限公司 广东省广州市 511400
猜你喜欢
中国纤检(2016年12期)2017-01-20
现代农业科技(2016年20期)2016-12-20
现代农业科技(2016年20期)2016-12-20
分析化学(2016年7期)2016-12-08
分析化学(2016年7期)2016-12-08
价值工程(2016年29期)2016-11-14
科技视界(2016年24期)2016-10-11
考试周刊(2016年39期)2016-06-12