基于DEFORM-3D的锻压数值仿真分析
2021-09-08 15:10田静
电气传动自动化 2021年3期
田静
(甘肃省特种设备检验检测研究院,甘肃 兰州 730050)
多年来,锻造行业概念不清,学术概念与行业概念混淆。随着锻造工业的发展,锻造工业的概念越来越清晰,这也是锻造工业发展的重要标志。在发达国家,锻造业是锻造、冲压、钣金和制造业的总称。一种成形加工方法,是利用锻压机械的锤、砧座、冲头对坯料施加压力产生塑性变形,从而获得所需零件的形状和尺寸[1-10]。近年来,随着科学技术的发展,锻造工艺得到了稳步的改进,被加工零件的内在质量性能、形状复杂度和尺寸精度都有了很大的提高[11],已突破了毛坯锻造,正向部分或全部取代切削加工的方向发展,如锻压工艺与磨削工艺相结合将取代大部分的切削加工。冲压和钣金是金属板材、管材和型材塑性加工的基本方法之一。它是一种利用冲压和钣金设备提供动力的加工工艺,借助模具控制坯料变形,使坯料按预期要求变成产品零件[1]。在压力设备和工(模具)的作用下,坯料或钢锭产生部分或全部塑性变形,以获得一定的几何尺寸和形状的加工方法称为锻造。锻造是将金属加热或不加热,在一个力的作用下形成形状的一种加工方法,俗称“铸铁”。制造业是我国国民经济的重要支撑产业,而锻压作为制造业的重要加工技术,已广泛应用于航空、航天、汽车、武器、船舶、铁路等各个领域[1]。锻造作为金属加工的主要方法和手段,在当今的经济产业中起着举足轻重的作用。它是装备制造领域不可缺少的主要加工技术,特别是在机械、汽车、军工、航空、航天等行业[12]。目前,锻压设备和技术水平有了很大的提高,锻压行业的竞争力也得到了提升,部分技术达到了世界先进水平。数字模块主要包括锻造工艺刚粘塑性有限元分析、数值模拟、锻造模CAD/CAM、伺服系统数字化、锻造设备控制系统数字化等[11-12]。
本文运用科学合理的研究方法,利用现代工业的重要辅助工具计算机技术,通过对塑性变形过程进行数值仿真。基于工业生产对锻件的要求,要想获得相关的力学参数,传统的方法是采用工程法计算,计算量巨大,计算过程复杂,有较强的局限性,并且易导致结果误差较大。计算机数值仿真技术的兴起,解决了诸如热扩、轧制、锻造以及板料成形等各种塑性加工领域的问题[13-14]。通过大型商业有限元软件对塑性变形过程进行数值仿真,获得了工件锻压过程的变形及各时刻参数变化的规律,为变形工艺的制定提供参考,对工件的失效做出有效的预测,打破了一直以来传统的以经验判断的局面。
本文运用大型商业有限元软件DEFORM-3D,研究了工件锻压的变形过程以及其等效应力和应变分布规律,得出了较好的成形工艺,并验证了仿真的准确性。
1 建模与仿真条件
本文采用简化的锻压结构,模拟其金属塑性成形过程。选取材料为1035号钢。
1.1 建立三维模型
将模型简化为工件、上模具、下模具组成,如图1所示。工件采用四面体实体单元,材料类型为塑性。通过多次网格划分,最终划分5000个网格时结果较合理。上下模具分别定义为刚体,不需划分网格,同样也不需要定义材料特性。
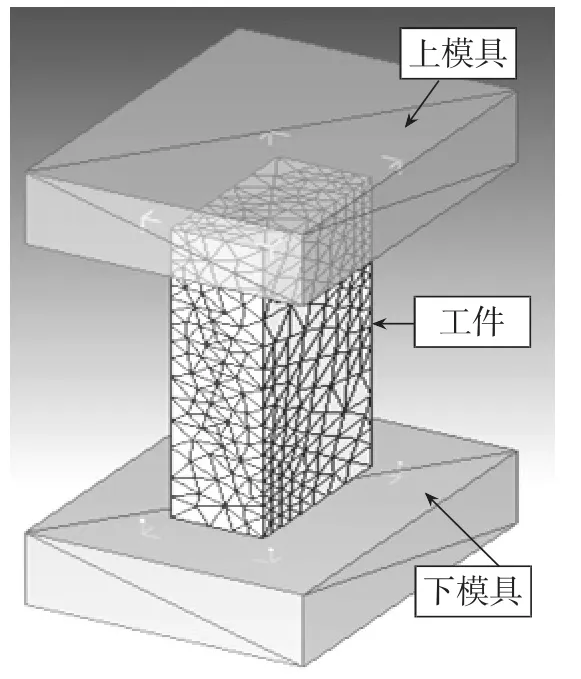
图1 锻压模型
1.2 设置物体温度
锻压初始温度、工件与模具的温度为68°F(华氏温标),即为20℃(摄氏温标)。
1.3 设置模具的运动
锻压过程中,上模具以一匀速1in/s向下模具移动,下模具固定,上下模具间的工件,在上模具向下的移动中被锻压变形。
1.4 仿真控制条件设置
本文采用国际单位制和增量形式计算,加工模式为变形,步长数20,增量存储为2,模拟步数相隔0.15in。设定接触条件时,分别设定上模具与工件、下模具与工件之间的摩擦系数为0.12。对于接触容差的设定,如果公差太大,模具上接触点太多,会导致工件网格变形。反之,如果公差太小,模具就不会与工件接触[15]。所以在锻压过程中,取接触容差值为0.0112in。
2 仿真结果分析
2.1 变形过程
在锻压过程中,上模具匀速向下运动,下模具保持静止,工件分别受到来自上模具的轴向和径向作用力,在此作用下,最终实现锻压塑性变形,各时刻的变形仿真如图2所示。从数值仿真结果可以得出,随着锻压步数的增加,锻压过程实际上就是上模具向工件压缩,致使工件轴向压缩和径向扩张的过程。
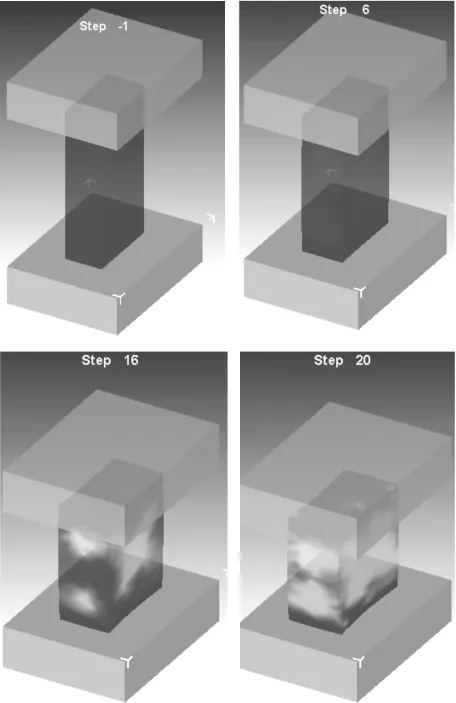
图2 锻压变形
2.2 等效应变场和等效应力场分析
图3、图4为锻压工件的等效应变分布图。分别以等效应变显示图与等高线显示的形式展现。从图中可以看出,第16步原来的矩形工件块体两端有向鼓形发展的趋势,第20步效果更明显。由于摩擦力的作用,工件与模具接触的部分等效应变最小,中间部分等效应变变化较小,接近一常值。边界上等效应变值变化比较大。以上情况在实际锻造中都会发生,充分说明了仿真的准确性。
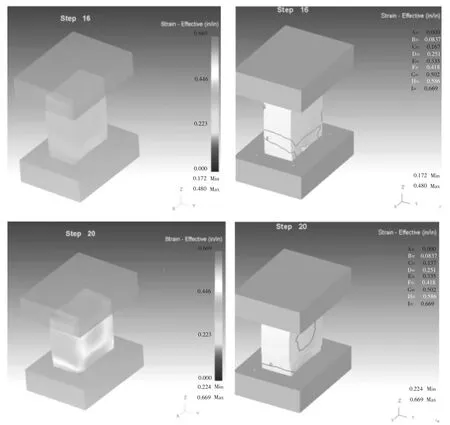
图3 锻压工件的等效应变分布图
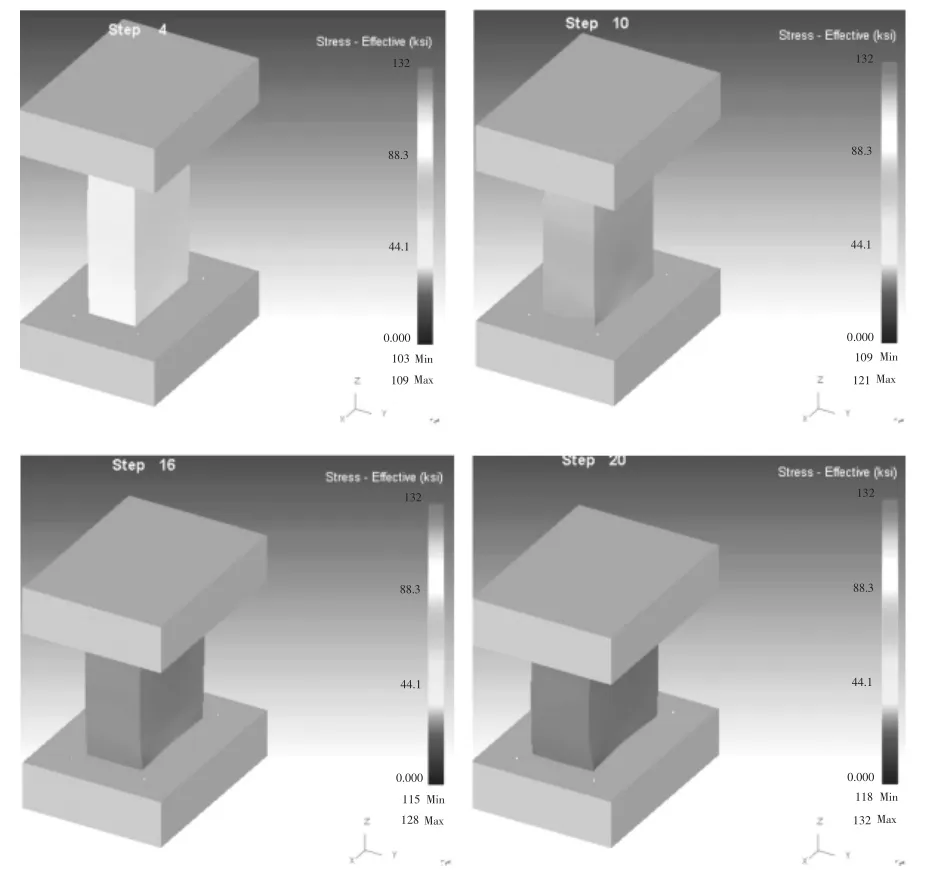
图4 锻压工件的等效应变分布图
2.3 温度场分布分析
从图5锻压工件的温度场分布图中可以看出,此锻压工艺为等温锻压。温度不变,工件只受到向下的挤压。
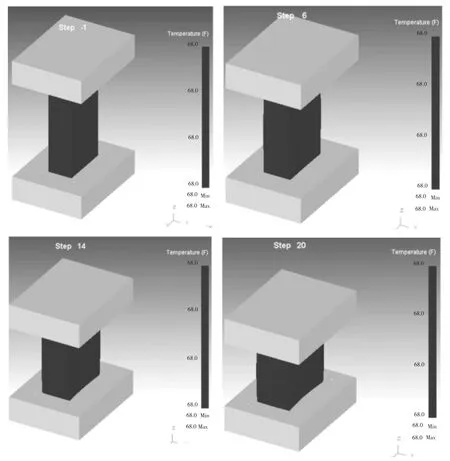
图5 锻压工件的温度场分布图
3 结论
基于DEFORM-3D的锻压过程数值仿真,直观地反映了锻压的变形过程,分析了等效应变、温度场下的各种变形状态,这些数据的变化规律对掌握锻压变形、缩短生产周期、降低生产成本、提高生产效率、确定合理的成形工艺等提供了指导作用。
猜你喜欢
中国材料进展(2019年10期)2019-12-07
乡村地理(2019年2期)2019-11-16
制造技术与机床(2019年7期)2019-07-22
现代机械(2018年1期)2018-04-17
制造技术与机床(2017年8期)2017-11-27
瞭望东方周刊(2017年36期)2017-09-28
宝藏(2017年6期)2017-07-20
材料科学与工程学报(2016年1期)2017-01-15
读者(2016年3期)2016-01-13
焊接(2015年9期)2015-07-18