
向家坝水电站弧形不锈钢敷面闸门拼装与焊接
2021-09-08 02:51孙宏斌
新型工业化 2021年6期
孙宏斌
(三峡电力职业学院,湖北 宜昌 443002)
0 引言
向家坝水电站位于云南水富与四川省交界的金沙江下游河段上,距水富市区500米,是金沙江水电基地最后一级水电站[1]。大坝泄洪中孔弧形工作闸门的面板需要贴合不锈钢,由于面板面积较大,并采用塞孔焊焊接方法,使装配和焊接难度增加。泄洪中孔弧形工作闸门的技术要求见表1。
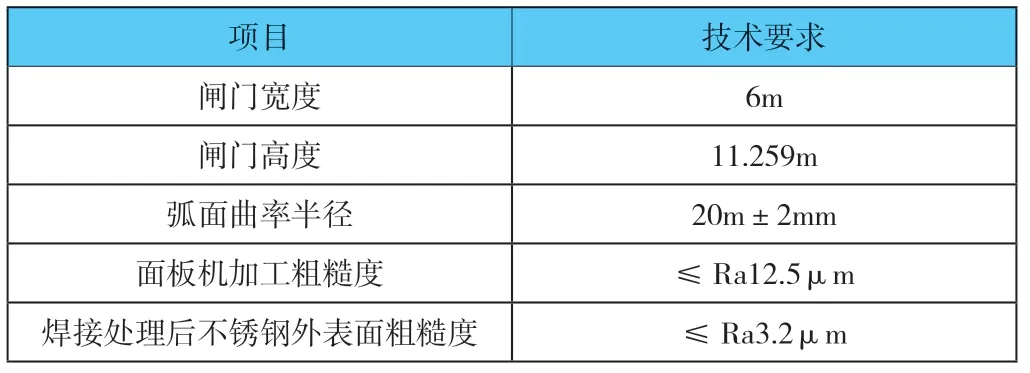
表1 泄洪中孔弧形工作闸门技术要求
1 向家坝水电站泄洪中孔弧形工作闸门的制作
1.1 弧形闸门放样
面板曲率半径放大值可取设计曲率半径的0.5%,依据图纸中的门叶尺寸,制作门叶弧面(取弧长3m)检验样板和纵梁、边梁腹板样板[2]。
1.2 弧形胎架制作
按放大的曲率半径搭设弧形拼装胎架,见图1,制作平台技术要求见表2。
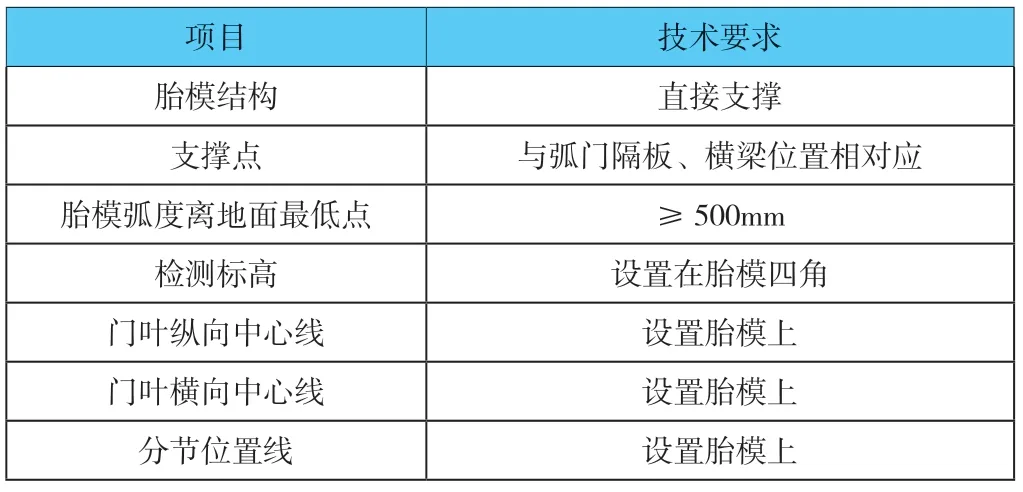
表2 制作平台搭设技术要求
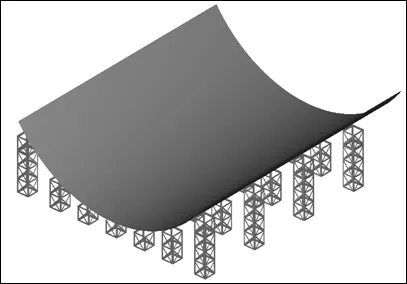
图1 钢立柱固定弧形胎平台
1.3 面板制作与部件的小拼
面板与部件小拼严格按表3制作要求进行,主梁、纵梁、边梁拼接时要调整好焊接顺序。
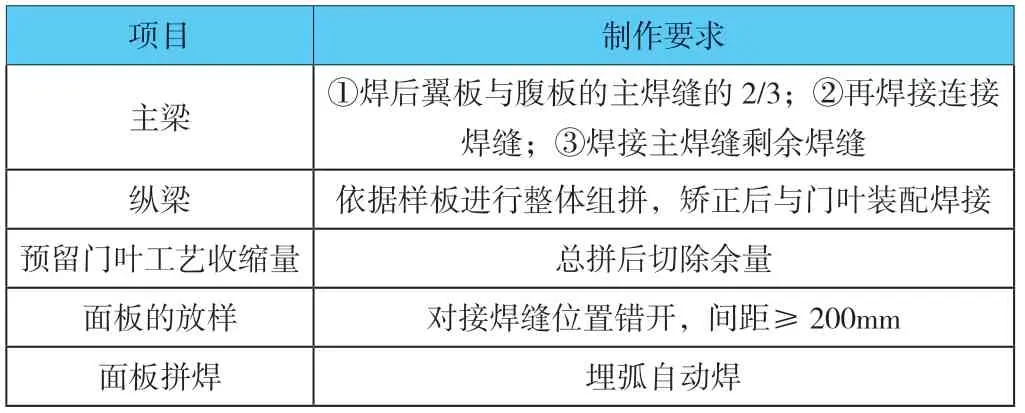
表3 面板与部件的小拼制作要求
1.4 门叶装配
门叶装配时按表4中的装配与焊接顺序进行,焊接时以每节门叶为单位,由偶数个焊工从门叶纵向中心的立焊缝开始进行同步、对称、交叉、分段、倒退焊接[3]。
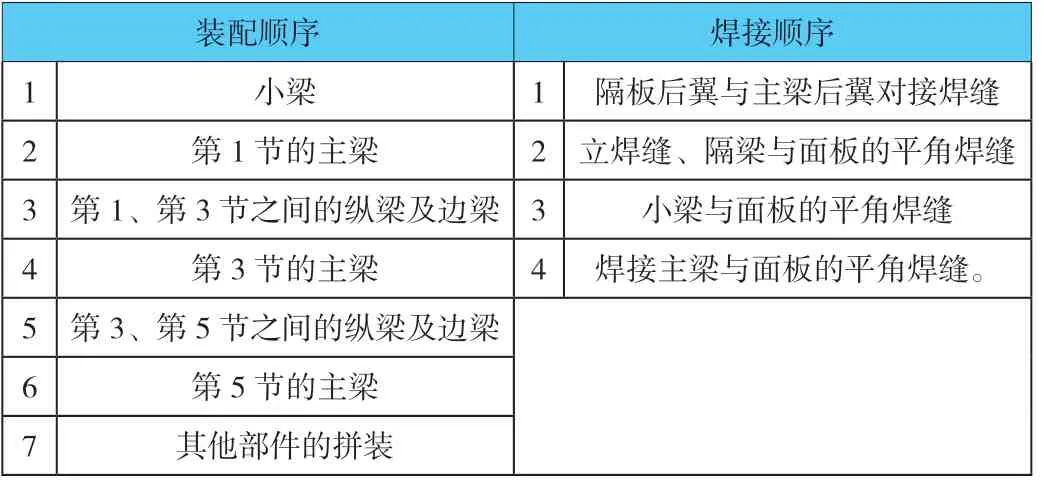
表4 门叶装配与焊接顺序
1.5 门叶骨架组拼
①等分好纵梁位置,分别将纵梁就位,腹板垂直于地面点焊固定。②确定各次梁位置,将次粱就位,点焊固定。③加强板点焊固定。
1.6 门叶组拼
分节门叶组拼固定,调正定位,测定出的表5数值应符合图纸及验收规范要求。
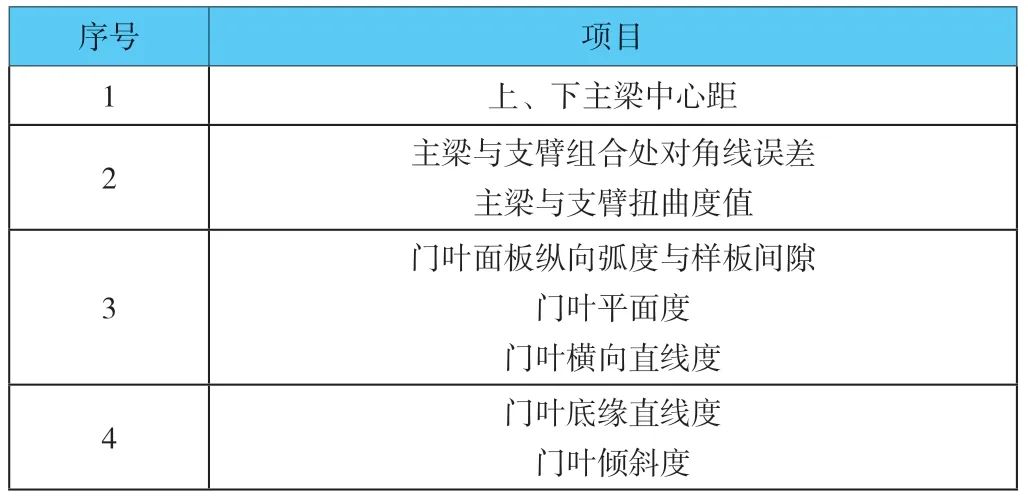
表5 门叶定位组拼检验项目
以门叶纵向中心线及门叶底缘为基准,切除门叶顶边、二侧边余量,测定出的表6数值应符合图纸及验收规范要求。

表6 门叶组拼复检检验
划出止水橡皮螺孔中心线,对准止水压板安装孔中心线,点焊在止水座面上,套钻门叶上止水固定孔。将打好钻孔的支臂联接板,点焊在门叶主粱相应位置,套钻主梁与支臂的联接孔。纵梁与面板采用CO2气体保护焊,多层多道焊接,层间消除应力,在焊接主梁、小梁与面板的平角焊缝时,在同一节门叶上所有主梁或小梁要同时开焊[4]。
1.7 不锈钢面板装配
(1)不锈钢面板下料。弧形闸门制作完成后,用数控龙门铣床进行面板机加工,表面粗糙度要小于Ra12.5μm,测量弧形闸门机加工后的尺寸,再进行不锈钢下料[5]。考虑每片门叶面板的宽度、梁系结构以及纵横焊缝的合理分布,每片门叶面板表面不锈钢由6块组成,见图2。
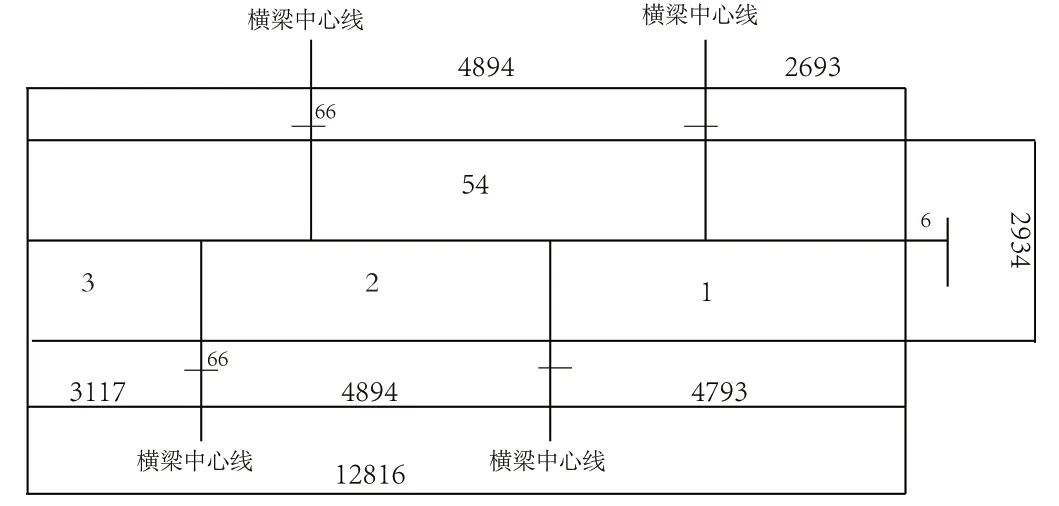
图2 不锈钢面板下料图
(2)不锈钢面板塞焊孔制作。塞焊孔和不锈钢之间的槽焊缝布置在梁格位置,塞焊孔间距设计按293mm×349mm矩形交错布置,塞焊孔直径为φ20mm,不锈钢之间的槽焊缝为6mm,不锈钢板在单片门叶面板上的塞焊孔的布置如图3所示。
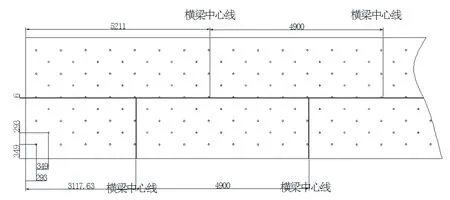
图3 不锈钢面板塞孔布置图
(3)不锈钢面板与弧门面板装配。弧形门叶面板朝上,使弧门面板中心在最高点,进行不锈钢板的装配[6]。不锈钢板的拼接缝及角焊缝均布置在闸门主要梁格腹板位置上及门叶面板四周。为不锈钢板装配设计了可移动的工装,以保证不锈钢板与门叶面板贴合紧密,图4为工装工作示意图。
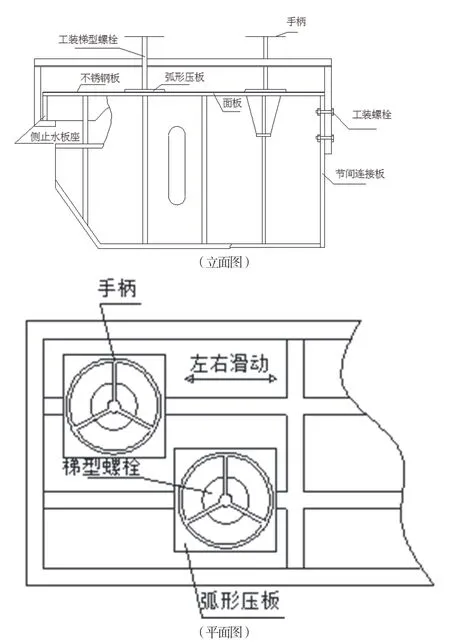
图4 不锈钢面板工装
不锈钢卷制时的曲率直径为21000mm,铺设时分层逐块进行。利用工装将不锈钢板按图5的方式压紧在面板上,再进行施焊作业,保证不锈钢板与闸门面板之间贴合紧密。
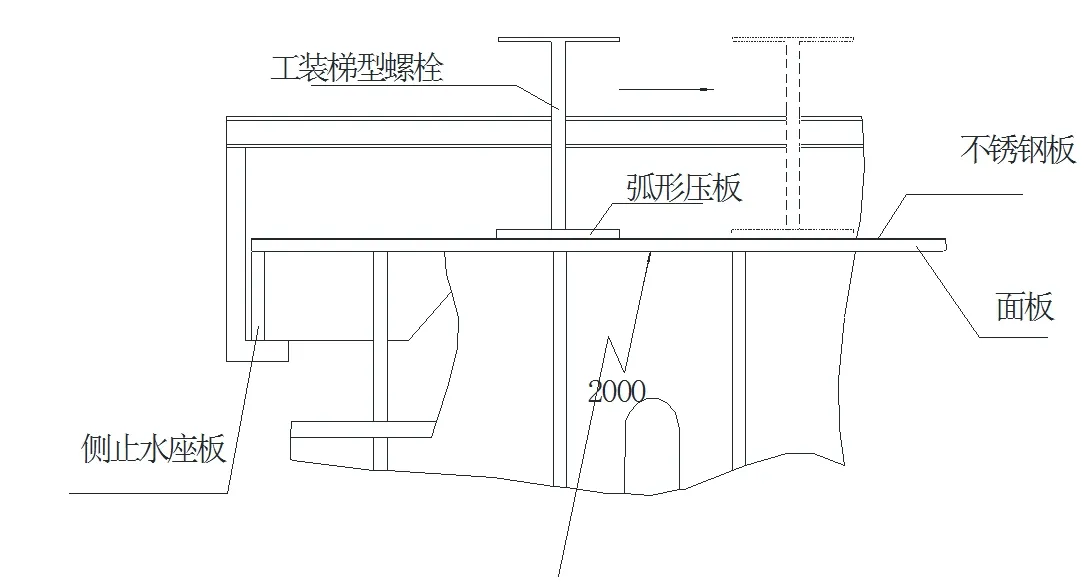
图5 不锈钢面板工装工作图
(4)不锈钢面板装配前要清理表面。
(5)不锈钢板装配以门叶底部为基准,先铺设最底部的两块不锈钢板,不锈钢板底缘与面板底缘间距5.5mm,不锈钢板两侧边距面板边缘5.5mm,不锈钢板之间的距离为6mm。然后进行其它不锈钢钢板的铺设。
(6)不锈钢面板焊接。不锈钢上设计的塞焊孔中的1/3孔数在拼装时先进行定位焊,定位点焊采用焊条电弧焊,塞焊孔焊接时,按表7的顺序和要求进行。

表7 不锈钢面板焊接顺序与要求
不锈钢板的对接焊接采用焊条电弧焊和MIG焊,具体工艺参数如表8。
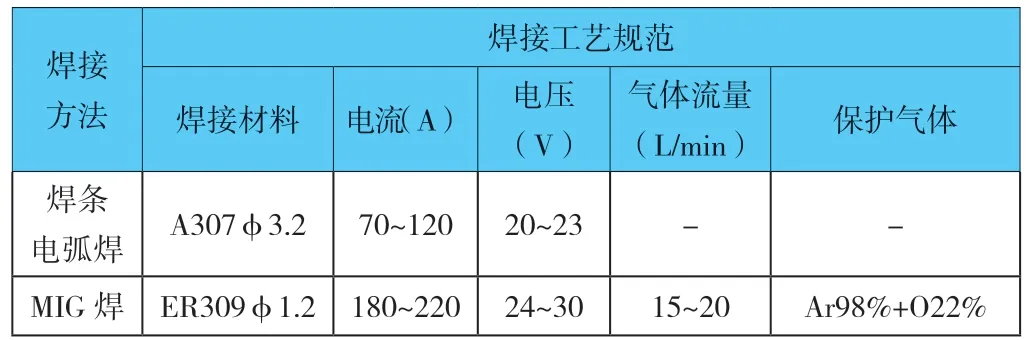
表8 焊条电弧焊和气保焊工艺参数
2 结语
面板贴焊不锈钢的制作难点在于不锈钢面板与弧门面板的装配,为此,制作工装来保证装配精度,工作效率提高了30%,同时也防止闸门在制作过程中变形。此外,还要采用合理的装配顺序和焊接工艺参数,提高闸门的拼接质量。
猜你喜欢
汽车实用技术(2022年5期)2022-04-02
商品与质量(2021年39期)2021-12-05
中文信息(2020年8期)2020-09-12
中国建筑金属结构(2018年6期)2018-08-31
焊接(2016年5期)2016-02-27
上海金属(2015年6期)2015-11-29
焊接(2015年6期)2015-07-18
焊接(2015年8期)2015-07-18
中国水能及电气化(2015年4期)2015-01-26
城市建设理论研究(2012年22期)2012-09-06
