
高端精密量具卡尺用钢40Cr14钢的开发
2021-09-09 04:39王俊海
山东冶金 2021年4期
张 爽,李 铁,王俊海
(山东泰山钢铁集团有限公司,山东 济南271100)
1 前言
游标卡尺是最常见的通用量具之一,可用于测量内外尺寸、高度、深度及尺厚,常见规格有150 mm、200 mm、300 mm量程,国内游标卡尺主要原料为45钢及40Cr13不锈钢[1],其中不锈钢材质的卡尺无论是耐磨性、尺寸精度、耐蚀性及美观都优于碳钢,被广泛应用在高端及出口领域。
高精度量具卡尺对钢材本身性能要求很高:1)在加工方面,激光切割要求良好的马氏体不锈钢板形控制;2)一方面要保证合适的原料加工强度,易于开槽、打孔、切削等再加工,另一方面也要保证高硬度、高耐磨性的成品性能,以确保在长期使用过程中不会很快磨损而失去精度;3)要通过合理的成分、组织等控制,保证热处理后产品的微变形量、使用强度与使用韧性要求[2];4)保证产品在特殊环境下的抗腐蚀性能;5)确保钢材洁净度与均匀质地,从而降低废品率。
常见的40Cr13不锈钢游标卡尺淬火+回火后,使用硬度可达52.5~55 HRC,300 mm大量程卡尺在热处理后易出现热处理微变形量不合格[3]。泰钢针对游标卡尺使用性能要求,以进一步提高成品硬度及耐磨性,消除热处理变形提高精度为目标,在40Cr13基础上进行差异化成分设计,开发了游标卡尺用40Cr14不锈钢,产品使用硬度可达55.5~58.0 HRC,其耐磨性、韧性及耐腐蚀性均优于常规40Cr13钢。
2 研制结果
2.1 生产工艺流程
泰钢生产40Cr14不锈钢的工艺流程为:铁水预处理→TSR→LF→连铸→板坯退火→带温修磨→加热炉加热→立辊轧机→四辊粗轧机→切头飞剪→炉卷轧机+三机架连轧→卷取机→带卷运输线(含钢卷检查)→罩式退火→酸洗→包装、喷印→入库。
2.2 化学成分
40Cr14钢化学成分控制稳定,尤其在C、Cr、N等主要元素方面控制波动范围窄,特别控制元素P含量均满足≤0.013%。40Cr14钢化学成分控制范围见表1。

表1 40Cr14钢化学成分控制范围(质量分数)%
2.3 力学性能及硬度
为满足游标卡尺后续加工要求,尤其针对部分采用冲压成型初加工客户,特别控制原料板硬度,高碳、高强度马氏体不锈钢40Cr14钢硬度波动范围在82~91 HRB。40Cr14钢力学性能及硬度控制范围见表2。

表2 40Cr14钢力学性能及硬度控制范围
2.4 夹杂物及组织
40Cr14钢质纯净,非金属夹杂物最高B类1.0级;基体组织为铁素体+碳化物,晶粒度10.5~11.0级,晶粒尺寸均匀,碳化物细小、均匀、弥散分布,无碳化物偏析,数据见表3。40Cr14钢基体组织见图1。
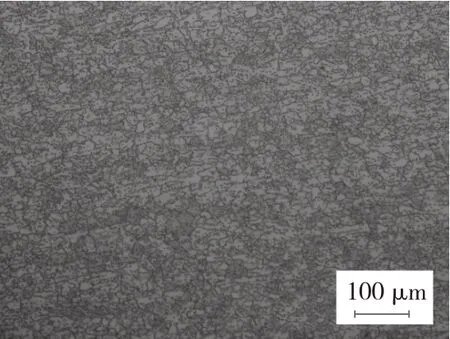
图1 40Cr14钢基体组织

表3 40Cr14钢夹杂物与晶粒度评级表
2.5 板形控制与尺寸精度
由于负荷分配和辊形设定合理,40Cr14钢热轧钢卷板凸度和平直度都控制在非常理想的状态,板形平直度控制在35~30 I,板凸度控制在0.01~0.03 mm,楔形控制≤0.03 mm。
钢带产品厚度精度最高达到±0.10 mm,宽度偏差控制在+5~+10 mm(头尾30 m控制在+5~+20 mm)。同板厚差±50μm达到98.8%,-100μm达到99.5%,-150μm达到100%。
2.6 耐磨性
对 取 热 处 理 后 的20Cr13、30Cr13、40Cr13、40Cr14钢样品进行摩擦磨损试验。各试样摩擦系数随磨损时间的变化曲线见图2,可以看出随着时间的延长摩擦系数变化不大,而各试样的摩擦系数差异性也不大,但整体来看40Cr14钢摩擦系数更稳定。

图2 摩擦系数随磨损时间的变化曲线
各试样摩痕宽度随磨损时间的变化曲线见图3,可以看出随着时间延长各试样的磨痕宽度均逐渐增加,但40Cr14钢的明显缓慢,由此判断试样40Cr14钢的耐磨性较好,40Cr13钢的次之,20Cr13钢的最差。
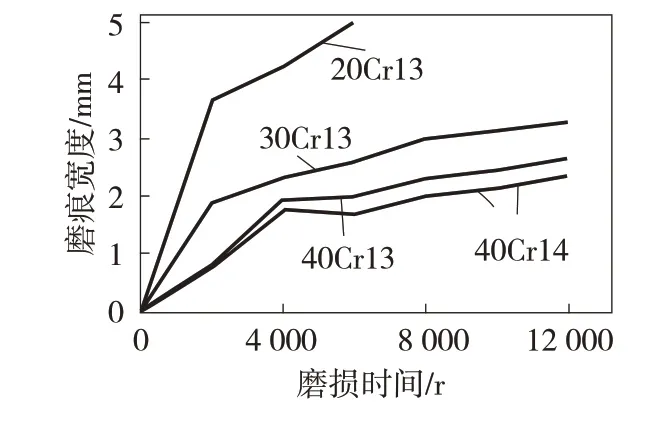
图3 磨痕宽度随磨损时间的变化
2.7 热处理硬度
对热处理后的卡尺抽取150件进行硬度检测,40Cr14钢材质的游标卡尺硬度主要分布在55.5~58.0 HRC。
2.8 耐点腐蚀性
取20Cr13、30Cr13、40Cr13、40Cr14钢热处理样品,参照GB/T 17897进行三氯化铁点腐蚀试验,试验温度35℃,试验时长24 h。耐三氯化铁点腐蚀性能:20Cr13钢>40Cr14钢>40Cr13钢>30Cr13钢。20Cr13钢出现点腐蚀坑,30Cr13钢全面腐蚀+点腐蚀,40Cr13钢、40Cr14钢均为全面腐蚀,40Cr14钢耐蚀性相对优于40Cr13钢。
3 重点设计及工艺控制
3.1 成分设计
在马氏体不锈钢中C和N的配合使用,可以共同提高淬火硬度。与单一元素的作用相比,C和N配合使用时有明显的优势,一方面N具有抑制碳化物析出的作用,另一方面加入N后可以减少C含量即可得到高硬度的同时具有更好的韧性、耐腐蚀性能。为了取得稳定的高热处理硬度,要求0.45%≤C+N≤0.50%,过高的C+N会使材料的韧性变差,热处理变形严重[4],直接影响废品率。
Cr是提高耐蚀性、耐磨性能的元素,并具有一定的回火稳定和韧性,但Cr是强铁素体形成元素,含量高时会使马氏体钢奥氏体化困难,直接导致后期热处理温度升高,也会同时增加合金和加工成本[5],由此Cr含量按13.8%~14.5%控制。
P增加回火脆性,显著降低钢的塑性和韧性,在相同的淬火硬度下,P含量越低韧性越好,40Cr14钢不锈钢提出严控P元素,要求成品P含量≤0.013%。
综合以上,泰钢40Cr14钢在国标牌号40Cr13基础上对合金元素进行差异化设计。提出通过C、N的配合使用增加产品淬火硬度。通过提Cr控P,进一步增加产品耐磨性、耐蚀性与淬火韧性。
3.2 高洁净冶炼技术
采用高洁净冶炼技术,降低钢中非金属夹杂物,能显著减少卡尺加工过程中的废品率。40Cr14钢不锈钢采用独特的“铁水预处理+TSR+LF”冶炼工序,全铁水原料,铁水在脱磷站进行铁水罐脱磷,控制铁水磷含量≤0.003%,制得的脱磷铁水直接进入TSR炉进行脱碳、合金化、还原,得还原钢水。由于铁水进行脱磷后直接进入不锈钢精炼炉进行冶炼,所以降低了不锈钢精炼过程中控磷的要求,提高了钢水的洁净程度。
3.3 板形控制
马氏体不锈钢热轧及退火后因应力释放易产生板形不良,40Cr14钢不锈钢采用炉卷轧机+三连轧工艺,在板形控制上主要采取以下措施:1)优化二级输入板凸度控制值,以减小钢带凸度,微中浪进行控制;2)优化连轧末道次轧辊辊型,采用平辊,并减小末道次轧制负荷;3)在酸洗线全长投用平整机。
3.4 组织均匀性控制
40Cr14钢等马氏体不锈钢由于较高的碳含量及其容易形成碳化物偏析条带,在卡尺钢中,碳化物偏析引起组织不均匀。一方面影响产品表面状态,进而导致镀层不均;另一方面直接导致热处理后硬度不均与热处理微变形。
通过适当的罩式退火工艺消除或减轻碳化物偏析,实现均匀组织[6]。前期试验结论得知,马氏体不锈钢组织中碳化物偏析条带随退火保温时间的延长而明显减弱,退火温度对其影响不大。当加热到825℃以上进入奥氏体+碳化物两相区后,使热轧出现的马氏体奥氏体化,由此综合考虑钢卷在罩式退火过程中的冷热点温差,退火温度设定840~860℃。为使扩散充分,消除碳化物偏析,若在此高温退火区间充分延长保温时间,不仅增加成本,还会引起晶粒粗大,影响产品性能。由于碳原子在铁素体中的扩散速度远远大于在奥氏体中的扩散速度(大几个数量级),在40Cr14钢不锈钢罩式退火工艺中采取双梯度退火工艺,即在原有高温退火温度区间保温后,增加铁素体相区保温区间,在铁素体相区保温加速原子扩散,有利于消除热轧后的带状组织。
4 结语
泰钢通过深挖产品使用性能要求,差异化设计开发个性化产品。卡尺用40Cr14钢不锈钢通过合理的成分设计与组织均匀性控制技术,提高了成品使用硬度、耐磨性、耐蚀性,并消除了热处理过程中的微变形,所开发出的产品无论从后续加工及成品使用性能方面均满足要求,被广泛应用在高端及出口领域。
猜你喜欢
热处理技术与装备(2022年5期)2022-10-26
金属热处理(2022年7期)2022-07-26
石材(2022年3期)2022-06-01
陶瓷学报(2021年4期)2021-10-14
中学生数理化(高中版.高考理化)(2020年2期)2020-04-21
高考·中(2019年1期)2019-09-10
模具制造(2019年3期)2019-06-06
模具制造(2019年3期)2019-06-06
科技视界(2016年11期)2016-05-23
数理化学习·高三版(2009年6期)2009-07-30
