机械齿轮材料选择及设计优化
2021-09-10 07:22付梦
内燃机与配件 2021年7期
付梦
摘要:正常工作状态下,齿轮的传动等功能在机械工作中起着十分关键的作用。但由于机械生产中的工作强度大及其他相关因素,机械齿轮失效问题出现频繁,严重时会导致机械设备瘫痪,降低机械生产的效率,甚至会导致安全事故,必须加以改进。因此,加大对机械齿轮的研究,对现有的机械齿轮材料进行相关选择和比较,并对设计存在的不足进行优化,期望对于我国机械齿轮寿命的增加具有一定幫助作用。
关键词:机械齿轮;材料选择;设计优化
中图分类号:U464.233 文献标识码:A 文章编号:1674-957X(2021)07-0030-02
0 引言
齿轮是指轮缘上有齿轮连续啮合传递运动和动力的机械元件,在机械用具中起着关键的作用。齿轮在正常工作状态下,可实现传动等功能,齿轮传动装置是目前应用最广泛且稳定性非常好的机构和传动装置,同时齿轮也是许多机械产品的核心部件。但由于机械生产工作强度大等其他相关因素,机械齿轮经常会出现失效问题,进而导致机械出现瘫痪等问题,降低了矿业企业的生产效率,导致安全事故的发生,必须加以改进。所以了解齿轮的失效形式,分析齿轮的失效原因,针对机械齿轮开裂的控制方法进行研究,并提出具体控制方式,对提高齿轮的抗疲劳强度、机械的寿命和增加企业的生产效益有重要意义。
1 机械齿轮的材料选择及加工工艺
1.1 机械齿轮的选材
世界其他各国主要采用铬镍和铬镍钼的碳钢,其和我国机械齿轮所常用的锰铬钢系相比,强度和韧性方面均存在较大程度的优势。我国小功率机械一般采用18铬锰钛、20铬锰钛及20锰VB等,近年来多使用18铬2镍4钨和20铬2镍等钢种,主要原因在于其不仅韧性和淬透性相对较高,在经过淬火后表明仍具有耐磨和硬度较高等优点,在低温状态下冲击韧性相对较好,正火后切削性相对较好,除此之外,18铬2镍4钨和20铬2镍4钢齿轮要比8铬锰钛、20铬锰钛和20锰的使用寿命更长。
以上两种钢系齿轮都具有铬、镍、锰等元素,其中铬元素可以让钢的淬透性提高,镍能够降低钢表面碳浓度过高的概率和平衡浓度发生剧烈变化,对于碳钢的强度和韧性也有较大的提高作用,而锰元素相对铬元素不仅能够提高碳钢的强度和韧性,对于碳钢的热加工能力也有较大程度的提升作用。
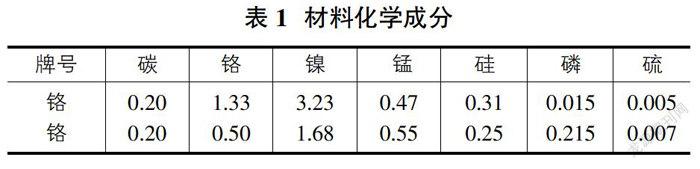
钼元素主要作用是溶解奥氏体形成碳化合物,从而达到固溶强化和沉淀强化的目标,并使碳钢在仍具有较高韧性特点的同时,强度也能得到进一步提高,其中具体材料的化学成分如表1。
1.2 机械齿轮的技术要求
机械用齿轮要满足的技术要求主要有两部分,一部分是脉动循环应力、弯曲应力及表面摩擦应力的一般工况条件,另一部分是包括短期超载及不规则的冲击荷载在内的特殊工况条件。因此,要求齿轮具有较高的强度和良好的过载能力及冲击韧性。其次,工作空间的限制,要求齿轮尺寸不能随机械用具功率的提高而增加过大,否则,会导致齿轮的表面接触疲劳应力及弯曲应力增大,所以,除此之外,齿轮还必须保证材料的接触疲劳及弯曲疲劳性能。
1.3 机械齿轮的选材
1.3.1 镍铬和镍铬钼两种钢系切削性、锻造性比较
不同材料的切削性主要和碳钢的硬度有关,镍铬钼碳钢在经过正火后,其硬度会小幅度降低,切削性能则会进一步提高,镍铬钢系则为铁素体、贝氏体、马氏体和奥氏体的混合组织,硬度要高于镍铬钼碳钢,但切削性能却相对较差,且随着碳钢合金元素不断增加的同时碳钢的锻造性能也在不断提高,这也是镍铬钼性能要高于镍铬碳钢性能的主要原因。
1.3.2 镍铬和镍铬钼两种钢系抗过载能力、耐磨性比较
由于渗碳钢的抗过载能力取决于钢心部的强度和韧性,后经大量试验发现,冲击断裂应力和临界过载载荷与材料的断裂韧性有关且钼、镍等元素可以提高渗碳钢的抗过载能力适当减少材料中锰、铬的含量可以减轻内氧化作用,进而减少表面淬火冷奥氏体分解产物的形成,提高齿轮表面的疲劳抗力,改善材料的表面淬透性,将硬度梯度分布合理化。因此,镍-铬-钼钢系的抗过载能力要优于镍-铬钢系。
由于两种钢系的渗碳组织均为混合马氏体,组织中的残余奥氏体会产生塑性变形,改善齿轮的接触状况,保证齿轮的精度,但会降低齿轮的耐磨性和疲劳强度。一般情况下,残余奥氏体含量10-20%为宜,镍-铬-钼钢系的渗碳层残余奥氏体含量较镍-铬钢系理想,因此镍-铬钢系较镍-铬-钼钢系渗碳性能差,硬度低,进而耐磨性低。
2 机械齿轮设计优化
2.1 设计优化
由于机械作业多属重负荷、中低速传动,大多启动频繁,并经常承受冲击负荷,因此必须对现有的机械设备进行工业性试验。考虑到轴承和齿轮承受的压力和负荷较大。矿业生产中一般工作速度较低,传动功率较大且环境粉尘含量高。设计时必须保证有足够的设计强度。
在机械齿轮正常工作情况下,齿间啮合时产生的接触应力往往较普通齿轮要大得多,而齿轮的硬度没有满足要求,在工作状态下出现裂纹。
考虑到上述情况,需要根据机械设备的工作条件,选择满足齿轮工作要求强度的材料,并进行热处理工艺优化和表面强化处理工艺优化,保证齿轮具有足够的强度和硬度。然后,根据机械齿轮的环境,对齿轮的形状尺寸,进行合理的设计。由于机械齿轮多为低速重载齿轮,接触应力高,接触面的局部弹性不能忽略,还需要根据相关规律与理论计算,计算其润滑参数。
机械齿轮的安装也是影响山机械设备能否正常工作及寿命的重要原因之一。因此为了保证安装质量,需要对齿轮轴中心线的平度、啮合间隙、中心矩、平行度、轴承安装及接触面积等,进行设计优化。
2.2 加工工艺优化
虽然,机械齿轮承载能力的强弱并不完全取决于齿轮硬度,但提高齿轮硬度仍是影响齿轮承载能力的主要因素之一。而提高齿轮硬度的有效热处理工艺手段是深层渗碳淬火。由于镍元素相对含量越多,奥氏体形成就越大,共析成分的碳含量就越低,渗碳时表面就越易形成碳化物,进而导致表层奥氏体中的含碳量低于次表层奥氏体。因此,为了减少碳化物、马氏体、残余奥氏体的级别差,硬度偏低等现象。镍-铬钢系不宜直接淬火,如果渗碳后空冷,表层还会产生屈氏体,次表层会产生马氏体。
但对于镍铬钼钢系,由于含有钼元素且镍-铬-钼钢系镍元素含量少,上述不良现象的影响较镍-铬钢系小。因此,只需将渗碳表层的碳浓度和整个渗碳层的碳浓度梯度控制在适当范围内,在适当的淬火温度和淬火介质下,直接渗碳淬火即可。另外,镍-铬-钼钢系较镍-铬钢系热处理后的变形小热处理后力学性能好,进而提高了齿轮的精度、强度,降低了工作时的噪声和振动,进而提高了齿轮的使用寿命且镍-铬-钼钢系的淬透性要优于镍-铬钢系。
所以对于以铬钢等硬齿面钢种的镍-铬-钼钢系,应选择正确的热处理工艺,在930℃下渗碳,820℃淬火且60℃机油冷却,180℃低温回温,热处理工艺简单。较镍-铬钢系,生产周期短,成本低。渗层深度一般为0.1~0.15m,属中等渗层,主要用于表面硬化,表层组织为马氏体、碳化物和残留奥氏体,表层应力状态为高残余压应力。经淬火后,表面硬度可达58~65HR碳,心部硬度一般可达30HR碳,具有良好的耐磨性、接触疲劳强度、弯曲疲劳强度、抗粘着咬合能力及较高冲击韧性,热处理变形倾向性大,但不易开裂。
由于在日常生产中,机械经常需要承受过大的压力,齿轮表面的强化处理还会涉及到齿轮芯部,且目前应用最多的就是通过增强其芯部的强度来避免齿轮失效,但合理所讨论的是如何对机械齿轮的开裂进行有效的控制,所以可以采用小球撞击齿轮,以提高其强度。
承受载荷较大机械齿轮表面常处于最大应力状态,且环境粉尘含量高,大多数的失效和破坏是从齿轮的表侧和表面开始,由于材料整体强度不足产生断裂或变形的齿轮所占比例相对较小。因此为了提高材料表面耐磨性、耐蚀性、强度及抗疲劳性能,延长齿轮使用寿命,保证机械齿轮的合理配置性能和系统稳定性,必须对齿轮进行表面强化工艺处理。表面强化可以改善齿轮的表面性能,提高疲劳强度和耐磨性能,还能提高耐腐蚀性能。如在齿轮表层引入一定的残余压应力,增加表面硬度,改善表层组织结构等,就能显著地提高齿轮的疲劳强度和耐磨性。
另外对齿轮进行润滑优化可以降低齿轮表面的磨损力,应该加以注意,加工时应避免齿轮受外力因素而出现开裂。通过对研究机械齿轮的开裂及控制,可以发现,由于机械生产的大负荷、强噪音及粉尘污染等问题,齿轮的表面强度、韧性、硬度、耐磨性是进行有效控制所必须考虑的问题。通过针对这些因素进行优化设计,可以提高机械用具的稳定性,保证生产的安全性,提高生产效率。
3 总结
本文对机械低速重载齿轮的开裂失效问题,对机械低速重载齿轮的选材和设计进行相关方面的优化得出以下结论:
①开裂剥落最初是沿轮齿裂纹,向两侧扩展,已开裂区域在啮合过程中受到挤压和磨损,在多次循环中,裂纹快速扩展,最终齿轮开裂剥落。
②开裂面在开裂过程中,两个开裂面之间由于相互挤压已经形成塑性变形,由于开裂面已经经过了较长时间的挤压、磨损,故在开裂过程中,开裂的晶粒面已经磨平,说明在开裂过程中,开裂面已经经过了较长时间的挤压、磨损。
③经切削性、锻造性、耐磨性、淬透性及抗过载能力的比较,应选择各方面性能较好的以铬钢等硬齿面钢种的镍-铬-钼钢系。
④以铬钢等硬齿面钢种的镍-铬-钼钢系的热处理工艺应为930℃下渗碳,820℃淬火且60℃机油冷却,180℃低温回温,热处理工艺简单较镍-铬钢系,生产周期短,成本低。且在渗碳或磨齿后应进行表面强化处理。
⑤在齿轮安装时应考虑,齿轮轴中心线的平度、啮合间隙、中心矩、平行度、轴承安装及接触面积等问题。
参考文献:
[1]李郁民.控制煤矿机械齿轮的有效控制方式研究[J].矿业装备,2018(2):46-47.
[2]徐涛元.齿轮开裂失效分析[J].理化检验-物理分册,2009(45):315-317.
[3]李存杰.一种大型齿轮组织缺陷及其开裂失效分析[D].大连:大连海事大学,2010.
[4]吴振鹏.斜齿轮裂纹扩展分析与故障诊断试验研究[D].吉林:吉林大学,2015.
[5]吴连生.失效分析技术[M].重庆:四川科学技术出版社,1985:277-281.
[6]安运铮.热处理工艺学[M].北京:机械工业出版社,1982:246-249.
[7]鄧文英,郭晓鹏,刑忠文.金属工艺学[M].高等教育出版社,2016:126-130.
[8]马开廉.采煤机械齿轮的选材与其性能影响的诸因素[J].煤矿机电,1985(05):26-30.
[9]褚中庭.采煤机械齿轮的优化选材及断裂韧度测试[J].煤矿机械与电气,1982(04):2-7.
[10]赵立猛.煤矿机械传动齿轮失效的改进途径[J].电子制作,2013(12):188.
猜你喜欢
考试周刊(2017年7期)2017-02-06
建材发展导向(2016年6期)2017-01-17
建筑建材装饰(2016年14期)2017-01-05
建筑建材装饰(2016年11期)2016-12-29
小学教学参考(综合)(2016年11期)2016-11-14
美与时代·城市版(2016年8期)2016-11-10
科学与财富(2016年28期)2016-10-14
企业导报(2016年13期)2016-07-19
中国高新技术企业(2015年8期)2015-04-13
中华建设科技(2014年10期)2014-12-13