
浅析团体标准T/CWAN 0013—2019《铝及铝合金焊丝质量评价规范》
2021-09-10 07:22郑桂红马青军徐锴方乃文陈建国
电焊机 2021年6期
郑桂红 马青军 徐锴 方乃文 陈建国
摘要:阐述了T/CWAN 0013-2019 《铝及铝合金焊丝质量评价规范》的主要条款及其与GB/T 10858-2008 《铝及铝合金焊丝》的差异,浅析了增加和变更这些条款的原因。分析表明,该团体标准的制定能够在很大程度上促进国内铝及铝合金焊丝的发展,为国内焊接材料评价标准体系的构建提供基础,但该标准部分条款及引用文件仍值得商榷,相关部门应尽快予以更正或出具相应的修改单。
关键词:团体标准;国家标准;试验方法;规范
中图分类号:TG422.3 文献标志码:A 文章编号:1001-2003(2021)06-0027-05
DOI:10.7512/j.issn.1001-2303.2021.06.05
0 前言
由于铝及铝合金具有较高的比强度、比模量及良好的断裂韧性、疲劳强度和耐腐蚀稳定性等优点,其焊接构件广泛应用于铁道车辆、航空航天、化工容器及汽车等领域,这促使与其相关的铝及铝合金焊丝需求量逐渐增加[1]。为了确保铝及铝合金焊丝的产品质量,国家标准化管理委员会在2008年发布实施了GB/T 10858-2008《铝及铝合金焊丝》 (以下简称国家标准),该标准中规定了铝及铝合金实心焊丝和填充丝的分类和型号、技术要求、试验方法、检验规则、包装、标志及品质证明书[2]。中国焊接协会在2020年起草并发布了T/CWAN 0013-2019 《铝及铝合金焊丝质量评价规范》 (以下简称团体标准),该标准涵盖了国家标准要求,同时也考虑了近十几年来焊接行业对铝及铝合金焊接材料提出的新技术要求[3]。相比于国家标准,团体标准对化学成分提出了新的规定,增加了熔敷金属力学性能、焊丝抗拉强度、X射线探伤、送丝稳定性、裂纹敏感性及耐腐蚀性等条款。因此,为了能够更好地贯彻实施该团体标准以及便于焊接材料生产和制造加工企业使用,文中解析了其主要条款并提出了相关建议。
1 化学成分
团体标准规定铝及铝合金焊丝化学成分应符合国家标准,国家标准是修改采用了ISO 18273:2004《Welding consumables—Wire electrodes wires and rods for welding of aluminum and aluminum alloys—Classification》,国际TC44 SC3技术委员会在2015年发布的新版ISO 18273标准中增加了部分焊丝型号[4]。国家标准中规定化学分析可采用任何适宜的方法,但是仲裁试验应采用GB/T 6987《铝及铝合金化学分析方法》系列标准进行,然而全国有色金属标准化技术委员会在2008年开始对6987系列标准进行了修订并依据各元素的检测方法形成了GB/T 20975《铝及铝合金化学分析方法》系列标准,同时还引进了新的检测方法,至今为止该系列标准仍有部分在修订中,因此团体标准中规定仲裁试验应采用最新的20975系列标准[5-6]。
除了上述化学成分的仲裁标准变更外,本次团体标准的修订还提出了焊丝中氢的含量应小于0.002 5%,国家标准及ISO 18273中均未提出该项要求。
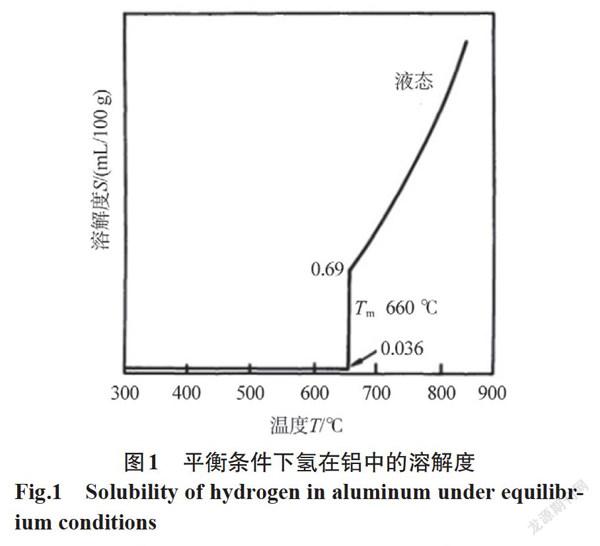
提出该指标是由于焊接接头中的气孔分为氢气孔、氮气孔及二氧化碳气孔等,实验证明铝及铝合金焊缝中的气孔普遍认为是由氢引起的[7]。铝及铝合金焊接接头产生氢气孔的原因与其在铝中的溶解度变化有关,平衡条件下氢的溶解度变化如图1所示,凝固时由0.69 mL/100 g突降至0.036 mL/100 g,相差约20倍,这是导致铝焊缝产生氢气孔的主要原因之一[8]。
氢气孔的存在会降低焊接接头有效承载面积,同时也会降低接头的疲劳寿命。何超等人采用超声波疲劳试验方法对5052-H32铝合金的焊接接头进行疲劳试验表明焊接缺陷(气孔)是诱发疲劳裂纹萌生的主要原因,图2表明疲劳裂纹通常由位于表面或次表面的气孔处开始扩展,导致最终的断裂[9]。张德雨使用扫描电镜观察疲劳试件的断口发现起裂位置存在气孔、夹渣等缺陷,试件1-2和5-3的疲劳源存在气孔,试件1-3和4-2的疲劳源存在氧化物夹渣,同时发现焊接接头的疲劳寿命随着缺陷体积及数量的增加而明显降低[7]。宋哲等人使用辐射X射线三维高精度原位成像技术识别和统计了激光复合焊接7020铝合金接头中气孔数量、形貌、尺寸和空间位置,并结合焊缝晶粒大小定义了7020铝合金激光复合焊接头中影响疲劳性能的气孔临界尺寸为30 μm[10]。鉴于氢气孔会导致焊接接头性能恶化且焊接材料是氢的主要来源之一,因此新标准要求严格控制焊丝中的氢含量。
2 力學性能
相对于国家标准而言,团体标准增加了熔敷金属力学性能及焊丝抗拉强度要求。
熔敷金属抗拉强度分类限定保护气体为纯氩气,试样状态为焊态,并且给出了试验用母材、试件制备、拉伸试样取样位置及焊接参数等要求。该团体标准中规定试板尺寸及取样位置应符合图4的规定,图4中给出了两个拉伸试样的取样位置,也就是应该取两个试样分别进行拉伸试验,这与国内大部分焊接材料标准规定的只取一个拉伸试样不同,所以团体标准的条款中应明确熔敷金属拉伸试样的取样个数。焊接焊接材料熔敷金属试件时需要严格控制预热温度及道间温度,有些试板还需要进行焊后热处理。测温点位置如图4所示,同时标准给出了推荐的温度规范(见表1)。由表1可知,母材型号为5XXX、6XXX及7XXX的母材均不需要热处理,则表1中的热处理温度一栏应该删掉。另外该标准中没有给出测量温度的标准,应该增加相关规范性引用文件GB/T 18591-2001《焊接 预热温度、道间温度及预热维持温度的测量指南》[11]。
焊丝抗拉强度试验要求在焊丝成品上取2个试样,取平均值为最终的焊丝抗拉强度。试验用焊丝表面应光洁,无折痕、毛刺、划痕、凹坑、裂纹、锈蚀、氧化皮等缺陷,试验方法执行GB/T 228.1-2010《金属材料 拉伸试验 第1部分:室温试验方法》的附录C[12]。GB/T 228.1附录C规定的是直径或厚度小于4 mm线材、棒材和型材使用的试样类型而非试验方法,因此团体标准该处应该改为执行GB/T 228.1而不是执行其附录C。
3 X射线探伤
团体标准中规定焊接试板X射线探伤试验按GB/T 22087-2008《铝及铝合金的弧焊接头 缺欠质量分级指南》规定进行,也可由供需双方协商确定其他方法,探伤结果应符合GB/T 22087表2中的B级规定[13]。然而GB/T 22087只是一个分级指南,不是试验方法标准,也不是验收标准,其中B级规定的检测项目无法全部用X射线探伤试验来确定,还需要配合相应的宏观检测。
综上所述,团体标准中规定的X射线探伤试验方法与验收标准欠妥,验收标准改为GB/T 37910.2-2019《焊缝无损检测 射线检测验收等级 第2部分:铝及铝合金》较为合适[14]。该标准将铝及铝合金对接焊缝射线检测缺欠显示的验收等级分为1、2和3共3个,适用于通过比较GB/T 3323.1-2019 《焊缝无损检测 射线检测 第1部分:X和伽玛射线的胶片技术》与GB/T 3323.2-2019 《焊缝无损检测 射线检测 第2部分:使用数字化探测器的X和伽玛射线技术》检测出的焊缝射线底片或图像上的缺欠尺寸与标准中规定的缺欠限值来判定被检测焊缝是否满足焊缝质量等级[15-16]。另外,该标准在通则中要求焊缝射线检测前应按GB/T 32259-2015《焊缝无损检测 熔焊接头目视检测》进行目视检测和评定[17]。综上可知,GB/T 37910.2是对铝及铝合金对接焊缝射线检测及目视检测缺欠验收的综合标准,因此团体标准可引用该标准。另外射线无损检测标准可改为GB/T 3323.1或GB/T 3323.2相关规定,而目视检测应符合GB/T 32259。
4 附录
4.1 附录A送丝稳定性试验方法
附录A详细描述了送丝稳定性的方法,包括焊接及非焊接状态下送丝性能测试并给出了送丝性能量化评价的参数。随着国内焊接材料由量变向质变过渡,国内焊接材料生产商及使用厂家越来越关注焊丝的送丝稳定性对焊接质量的影响,该团体标准在国内首次提出该方法,可在很大程度上促进铝及铝合金焊丝质量的发展,同时也为其余种类焊丝送丝稳定性的评价提供参考,但没有给出装置示意简图,这不利于标准使用者来使用该方法进行试验。
4.2 附录B裂纹敏感性试验方法
该附录推荐裂纹敏感性试验的焊接规范见表2,熔敷金属力学性能焊接规范见表3。通过对比表2、表3可知,直径为1.2 mm的焊丝规范存在一定差异,建议将两个焊接规范进行统一,在同一焊接规范下来评价焊丝较为合理。
4.3 附录C耐腐蚀性能试验方法
附录C中规定了耐腐蚀性能试验的条件、方法及數据处理要求。该试验需要至少准备3个平行试样,试样尺寸如图5所示。团体标准的条款3.10规定焊接接头的耐蚀性能由供需双方协商确定,该标准为焊丝的评价体系,应该测定焊接材料熔敷金属的耐蚀性能更为合理,这样也可与试样尺寸相对应,如果为焊接接头则应该表明具体的取样位置。
5 结论
该团体标准基于当前焊接行业对铝及铝合金焊丝的需求提出了新的技术要求,这将在很大程度上促进提升国内铝及铝合金焊丝的制造水平,从而更好地确保焊接构件的质量。不足之处是标准中部分条款描述不清晰,引用的规范性文件存在错误,这不利于标准的推广与使用。起草单位或相关部门应尽快予以更正或发布修改单,因为该标准的发布实施正处于国内焊接材料由量变到质变的关键时期,该团体标准的进一步完善可成为国内焊接材料评价标准体系的构建基础并引领其发展趋势。
参考文献:
明珠,王有祁,甄立玲,等.影响铝合金MIG焊丝质量的因素分析[J].兵器材料科学与工程,2010,33(5):88-90.
全国标准化技术委员会. GB/T 10858-2008《铝及铝合金焊丝》[S].北京:中国标准出版社,2008.
中国焊接协会. T/CWAN 0013-2019 《铝及铝合金焊丝质量评价规范》[S].北京:中国标准出版社,2019.
The international Organization for Standardization. ISO 18273:2004 《Welding consumables—Wire electrodes wires and rods for welding of aluminum and aluminum alloys—Classification》[S]. Published in Switzerland,2004.
全国标准化技术委员会. GB/T 6987 《铝及铝合金化学分析方法》[S].北京:中国标准出版社,2001.
全国标准化技术委员会. GB/T 20975 《铝及铝合金化学分析方法》[S].北京:中国标准出版社,2008.
张德雨.铝合金不同温湿度条件下焊接气孔及力学性能研究[M]. 哈尔滨:哈尔滨工业大学,2012.
李亚江.焊接冶金学-材料焊接性[M].北京:机械工业出版社,2006..
何超,崔仕明,刘永杰,等.气孔对铝合金焊接接头超长疲劳寿命的影响[J].焊接学报,2014,35(11):18-22.
宋哲,吴圣川,胡雅楠,等.冶金型气孔对熔化焊接7020铝合金疲劳行为的影响[J].金属学报,2018,54(8):1131-1140.
全国标准化技术委员会. GB/T 18591-2001 《焊接 预热温度、道间温度及预热维持温度的测量指南》[S].北京:中国标准出版社,2001.
全国标准化技术委员会. GB/T 228.1-2010 《金属材料 拉伸试验 第1部分:室温试验方法》[S].北京:中国标准出版社,2010.
全国标准化技术委员会. GB/T 22087-2008 《铝及铝合金的弧焊接头 缺欠质量分级指南》[S].北京:中国标准出版社,2008.
全国标准化技术委员会. GB/T 37910.2-2019 《焊缝无损检测 射线检测验收等级 第2部分:铝及铝合金》[S].北京:中国标准出版社,2019.
全国标准化技术委员会.GB/T 3323.1-2019 《焊缝无损检测 射线检测 第1部分:X和伽玛射线的胶片技术》[S].北京:中国标准出版社,2019.
全国标准化技术委员会. GB/T 3323.2-2019 《焊缝无损检测 射线检测 第2部分:使用数字化探测器的X和伽玛射线技术》[S].北京:中国标准出版社,2019.
全国标准化技术委员会. GB/T 32259-2015 《焊缝无损检测 熔焊接头目视检测》[S].北京:中国标准出版社,2015.
猜你喜欢
小天使·一年级语数英综合(2022年6期)2022-06-23
小天使·一年级语数英综合(2022年5期)2022-05-25
中国信息化(2022年4期)2022-05-06
小天使·一年级语数英综合(2022年4期)2022-04-28
机械制造文摘·焊接分册(2020年4期)2020-01-11
机械制造文摘·焊接分册(2020年4期)2020-01-11
机械制造文摘·焊接分册(2020年4期)2020-01-11
机械制造文摘·焊接分册(2020年4期)2020-01-11
中华建设科技(2016年11期)2017-01-06
科学与财富(2016年26期)2016-12-01
