一种大型球铁飞轮冒口工艺改进
2021-09-10 07:22王树山
内燃机与配件 2021年4期
王树山

摘要:铸造车间生产的N330飞轮在加工?准1025处M20螺栓孔时会出现一处或多处缩松缺陷,造成了该品种废品率的增加,为解决此缩松问题对飞轮进行了跟踪研究,分析并改进了飞轮的造型、冒口补缩和浇注工艺,通过试制验证了工艺改进的合理性。
Abstract: One or more shrinkage defects will appear in the processing of M20 bolt hole at ?准1025 of N330 flywheel in the foundry workshop, which results in the increase of the waste rate of the parts. In order to solve the shrinkage problem, the flywheel is tracked and studied. The modeling, riser feeding and casting process of the flywheel are analyzed and improved. The rationality of the process improvement is verified by trial production.
关键词:球铁;缩松;冒口
0 引言
铸造车间生产的N330飞轮铸件为QT450-10材质,外轮廓尺寸达到了?准1200×170厚,毛坯重量约1.2t,要求内部致密无缩孔、缩松。今年在加工M20螺栓孔处频繁出现一处或多处缺陷,导致攻丝不全,有豁口,经我们检查是缩松,根据统计今年四月中旬到五月上旬共加工N330飞轮10个,共6件有缺陷,其中1个判废,5个回用,产品合格率仅为40%,给公司和车间造成了较大的经济损失。我们在深入分析原有工艺的基础上,同时参考车间其他球铁件的冒口补缩工艺,对N330飞轮的冒口进行了一系列改进:由4个压边冒口改为两个通过横浇道和内浇道的侧冒口,缩短增厚补缩通道,用发热剂保证冒口内铁液温度。通过工艺改进,车间生产的飞轮没再出现因M20螺栓孔内缩松造成的不合格品,彻底解决了该处的缩松问题。
1 工艺改进措施
1.1 提高冒口根部砂型紧实度
通过检查报废的N330飞轮的螺栓孔,对其缺陷进行检查,发现冒口附近的螺栓孔缩松严重,又通过检查刚清理完的飞轮,发现冒口及出气冒口的根部铁包砂现象严重。由于灰铸铁和球墨铸铁在凝固过程中都会析出石墨并伴随相变膨胀,有一定的自补缩能力,因此我们认为可能是由于冒口及出气冒口根部捣砂不结实使得铸型紧实度太差,铁水共晶膨胀时钻入较为疏松的砂型形成铁包砂,由于未能建立起大的共晶膨胀压力,因此共晶团间的残余液相不能通过挤压实现过滤补缩,导致了铁液自补缩能力的下降,影响了冒口的补缩能力,通过分析认为可以通过捣紧冒口根部的砂以达到消除N330飞轮螺栓孔缩松问题。
通过现场监督造型过程,确认铸型紧实度已达到要求后,对试验的N330飞轮加工情况进行跟踪,发现有几个螺栓孔内还是有缩松,螺栓孔缩松虽得到一定的改善,但还是达不到要求,有必要对原工艺进行分析,进行进一步改进。
1.2 原工艺分析
刚开始试制飞轮时采用6个顶冒口配合底面冷铁进行补缩,如图1所示,经过试制解剖发现飞轮内部存在严重缩松,分析是由于顶冒口尤其是冒口颈处模数太小,不足以对飞轮铸件本体进行补缩,但受限于砂箱箱带布置和考虑到工艺出品率,不再对其进行增大顶冒口改进工艺。
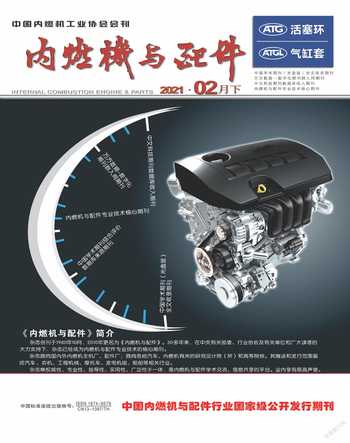
后续改进中将顶冒口沿径向外移至边沿处改为压边冒口工艺,如图2所示,球铁铁液在凝固过程中会析出球形石墨,伴随石墨化膨胀和共晶相变膨胀,其自补缩能力比铸钢件好的多,比灰铁件也要好,对于这类有较好自补缩能力的金属液来说,采用压边冒口是一个既能节省冒口体积又能获得良好补缩能力的好办法,但是压边冒口需要着重控制的一个工艺量是压边的大小,压边过小,补缩通道会过早封闭,冒口金属液补偿不了凝固初期铸件收缩造成的体积亏损,压边过大的话则会因为在铸件共晶膨胀时补缩通道还没有封闭而使铸件的共晶膨胀压力建立不起来,从而影响铸件的自补缩能力,甚至有可能造成铸件向冒口内反补缩。经过计算和试验确定的冒口压边尺寸为径向15-20mm,在严格遵守工艺条件的情况下可以获得内部良好的铸件,但是现在又出现了质量问题。
1.3 调换上下型并采用侧冒口工艺
通过现场检查发现飞轮出现缺陷的螺栓孔位于上半型,而通常情况下重要加工面都是位于下型内,可以利用铸件本身重力补缩获得较为致密的下半部分,我们对飞轮的上下模型进行了对调。
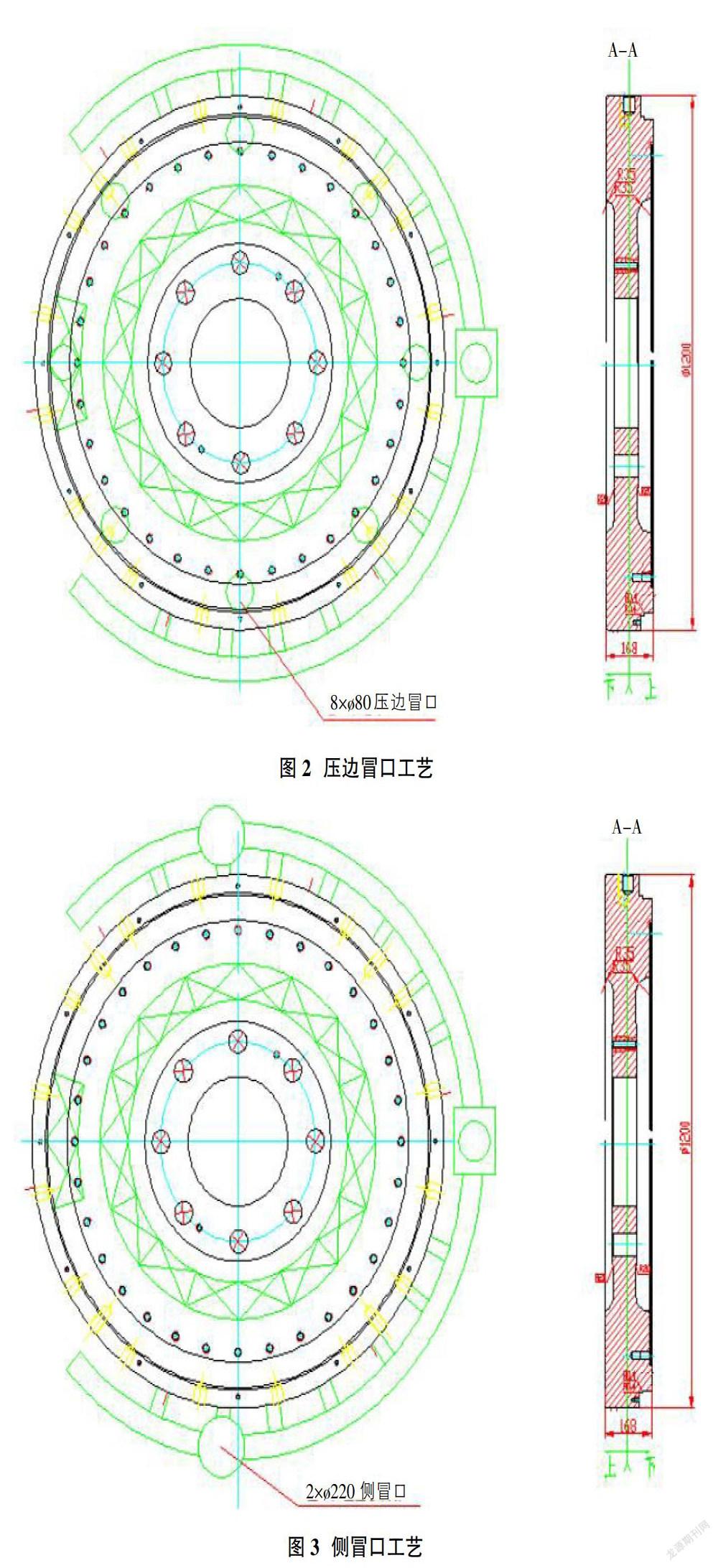
同时参考N330轴承盖的冒口工艺,将飞轮工艺改动如下:将8个压边冒口减少为两个侧冒口,不再放在铸件上方,而放在直浇道左右两侧的横浇道上,让横浇道通过冒口,冒口顶部在铁水溢出出时加盖发热剂保温;将原先扁薄的内浇道长度减小,通过侧冒口的两个内浇道厚度由原先的20mm加厚到30mm,在这两个内浇道上从冒口向铸件方向修R30圆角加以过渡;与直浇道呈圆心对称的铸件远端的上下面各放置冷铁两块,如图3所示。这样可以保证冒口体一直处于过热状态,同时保证补缩通道(经过冒口的两条内浇道)的通畅。
从试验的飞轮的机加工情况来看,32个M20螺栓孔内攻丝均正常,无缩松缺陷。然后跟踪7月份一个月内,共生产加工N330飞轮13件,也均没有再出现螺栓孔缩松缺陷,改进效果非常明显。
2 结束语
为获得内部无缩松等体积亏损缺陷的铸铁件,首先一个必要前提是要保证铸型的刚性,反映在自硬树脂砂上即为保证砂型紧实度;其次要有合理的补缩工艺即合理的浇冒系统,灰铸铁和球铁的补缩工艺应该以自补缩为基础,充分利用铸铁的石墨化膨胀,在铸件浇注系统补缩和自补缩不足的情况下可应用冒口,要保证补缩通道的顺畅;再次要严格遵守熔炼工艺和浇注工艺规定,保证铁水成分要求。
參考文献:
[1]铸造手册[M].机械工业出版社,2003.
[2]陈国桢,肖柯则,姜不居.铸件缺陷和对策手册[M].机械工业出版社,1996.
[3]李弘英,赵成志.铸造工艺设计[M].机械工业出版社,2005.