基于PLC的废溶剂回收处理控制系统的设计应用
2021-09-10 15:09胡敬强
家园·电力与科技 2021年4期
胡敬强



摘要:在涂布行业生产过程中,伴随而成的废溶剂该如何处理,才能满足安全、环保和企业经济需求,已成为目前多数中小企业面临的难题。本文结合实际项目,介绍了基于PLC控制器开发了一套废溶剂蒸馏、蒸发、废气处理的自动化控制系统。通过PLC的数据采集、温度控制、废溶剂调节控制和安全保护设计功能,确保了系统的安全稳定。同时,将废溶剂系统蒸发后气态有机物送到蓄热式氧化炉进行分解,并将释放的热能回收再用于废溶剂处理设备加热需求,有效地解决了客户废溶剂处理的难题,降低了企业的生产成本,取得了较好的实用价值。
关键词:废溶剂;PLC;控制系统;安全;环保
1.引言
涂布工艺是改变和完善材料表面特性的重要加工工艺,而随着科学技术的不断发展,涂布工艺已成为许多功能性材料研究开发所不可或缺的重要工艺技术手段。目前涂布行业所采用的基本都是有机溶剂型涂料,在反光材料、光学材料、离型膜、保护膜等行业中,其主要的工业废气污染已引起高度注意。但我们不可忽视涂布行业生产过程中伴随而生的废溶剂,其也是造成环境污染的一个重要因素。废溶剂除含有有机溶剂外,还含有大量的残胶,处理方式相对较为复杂。目前常用的处理装置是蒸馏回收装置,但也只是将有机溶剂和杂质残胶分离,分离后的有机溶剂基本还是只能用于清洗涂布机器,无法彻底处理。另一种处理方式通过专业危废处理公司来处理,但处理成本较高且办理相关转运手续非常复杂。目前客户大量废溶剂都储存在工厂内而无法有效处理,废溶剂储存所面临的安全问题已严重困扰到涂布企业。鉴于此情况,本文结合实际项目案例设计了一种废溶剂综合处理系统,安全可靠地处理废溶剂的同时,也节省了设备运行能耗。
2.系统总体设计方案
目前常用的废溶剂回收装置采用的是电加热加热导热油的方式,控制导热油在170℃左右,从而使有机溶剂蒸馏出来,过滤到残胶和杂质。该设备能耗高,且只能单一分离出洁净的有机溶剂,无法从根本上彻底解决企业处理废溶剂的需求。本系统设计总体方案如下,利用蓄热式氧化炉的余热加热蒸馏罐,控制蒸馏罐温度大于废溶剂蒸发温度,达到有机溶剂蒸馏,残胶和杂质被过滤到的目的,再经过冷凝器将洁净的有机溶剂气体冷凝到储液罐。蒸发器内设计雾化喷嘴将洁净的有机溶剂液态雾化,利用蒸馏后的高温烟气将雾化的有机溶剂汽化后,再进入蓄热式氧化炉高温分解,有机废气被彻底处理的同时,释放的热能再用于加热蒸馏系统,形成了一套闭环控制系统,经济高效地解决了废溶剂处理的难题。
3.系统详细设计方案
3.1、溶剂蒸馏罐设计
蒸馏系统是利用废溶剂中有机物沸点不同的特性,将低沸点的有机溶剂蒸发,再冷凝成洁净的有机溶剂,从而分离出废溶剂的残胶或其他杂质。涂布行业废溶剂主要成分为甲苯、乙酸乙酯、丁酮、异丙醇等,各成分沸点如下:
甲苯110.6℃、乙酸乙酯77.06℃、丁酮79.6℃,异丙醇82.45℃。蒸发罐温度超过有机物沸点,即可满足汽化条件。考虑蒸馏后的出口烟气用于蒸发器蒸发溶剂,并考虑便面散热和管道热损失,故蒸馏罐设计温度为185℃,蒸馏罐出口设计温度170℃。蒸发器热源来自于蓄热式氧化炉,通过高温烟气出口风门和低温烟气风门混合调节,已满足热能需求。本系统按平均20kg/h的设计,因系统蒸馏量会随蒸馏罐液位下降,蒸馏罐换热面积线性下降,最大的蒸馏量按40kg/h设计。按照能量守恒原则,有机溶剂汽化所需的热能全部来源于蒸馏罐烟气热能。以甲苯为例,设计参数如下:
3.2、溶剂蒸发器设计
蒸发器主要利用蒸馏后的高温烟气将双流体喷枪喷射的雾化有机溶剂汽化,然后通过溶剂风机输送到有机废气处理设备进行氧化处理。蒸发器设计按照蒸发冷却塔原理设计,蒸发器内气体流速小于4m/s,本项目按照3.5m/s设计,气体停留时间大于5s以上来设计。因蒸发的热源来自蒸馏出口烟气,蒸发器进口设计温度150℃,出口设计温度为120℃。废溶剂的处理喷淋量则由喷嘴决定,本项目选择双流体喷嘴,通过调节压缩空气压力来大概调节喷入液体量,并配合流量计、调节阀做流量精度控制,保证溶剂的蒸发量在安全范围内。
3.3、溶剂系统风机设计选型。
本设计将废溶剂先蒸馏、后冷凝然后再蒸发,洁净的有机溶剂以气态形式送入到后级废气处理设备进行处理。蒸发后有机废气浓度是安全控制的非常重要点,根据有机废气处理行业规范要求,进入蓄热式氧化炉的有机物浓度应小于爆炸下限的25%,则有机溶剂经蒸发罐蒸发后的浓度应<25%LEL。下表为不同有机物安全浓度和风量数据:
根据上表可看出,当处理的废溶剂为甲苯时,在保证有机废气浓度小于25%LEL的情况下,系统需求的运行风量最大。考虑系统预留一定的调节能力,调节能力按最大设计风量的70%计算,故系统设计风量为1500Nm3/h,系统风压考虑的蒸馏罐和蒸发器的压损,设计全压为2000pa。同时,为保证蒸发后的有机废气浓度在安全范围内,在蒸发器出口设计一台浓度检测仪,实时检测蒸发器出口气体浓度,当浓度超过25%LEL时,系统会自动关闭废液喷淋电磁阀,停止废液喷入。
3.4、控制系统设计
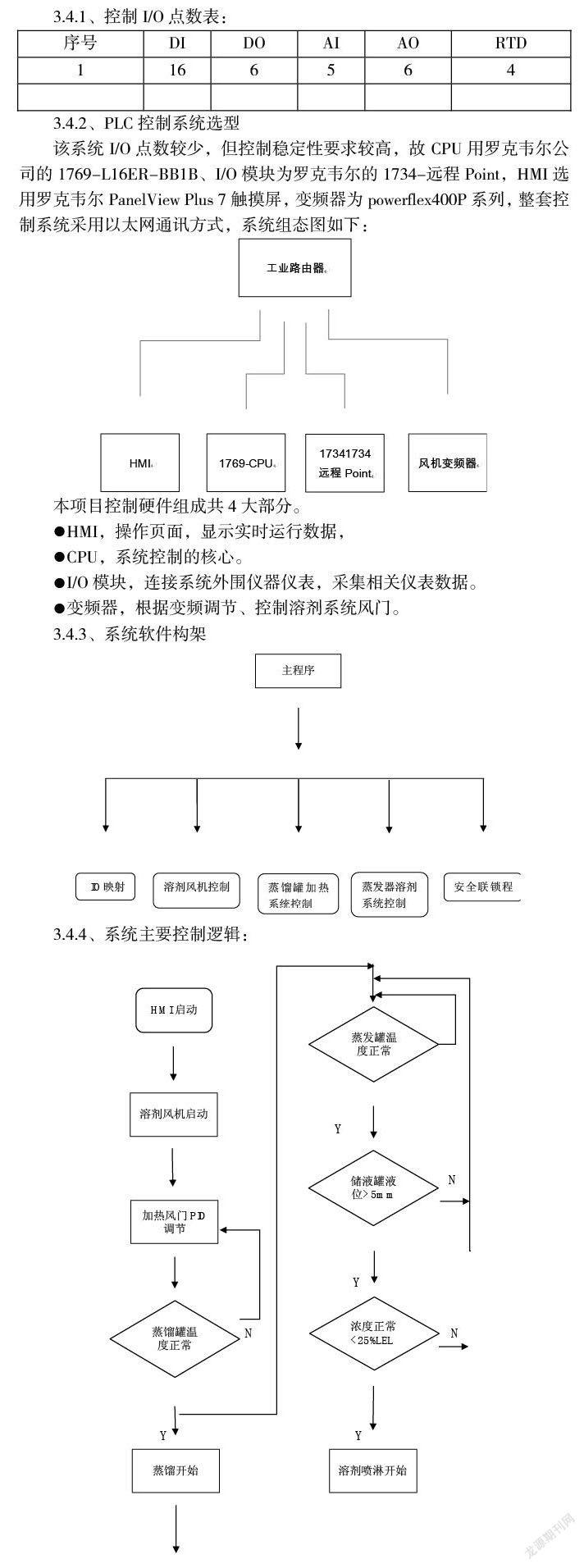
3.4.1、控制I/O点数表:
3.4.2、PLC控制系统选型
该系统I/O点数较少,但控制稳定性要求较高,故CPU用罗克韦尔公司的1769-L16ER-BB1B、I/O模块为罗克韦尔的1734-远程Point,HMI选用罗克韦尔PanelView Plus 7触摸屏,变频器为powerflex400P系列,整套控制系统采用以太网通讯方式,系统组态图如下:
本项目控制硬件组成共4大部分。
HMI,操作頁面,显示实时运行数据,
CPU,系统控制的核心。
I/O模块,连接系统外围仪器仪表,采集相关仪表数据。
变频器,根据变频调节、控制溶剂系统风门。
3.4.3、系统软件构架
3.4.4、系统主要控制逻辑:
3.4.5、系统部分PLC控制程序
3.4.6、HMI画面
4、系统安全功能设计
有机溶剂具有易燃易爆的特性,故系统的安全性是设计的第一重点,本项目在软件、硬件都设计多级安全保护措施,以确保设备使用的安全性、可靠性。安全保护设计如下:
1.系统配置一台浓度检测仪实时检测蒸发器出口有机废气浓度,当检测到气体浓度大于25%LEL时,废液喷淋电磁阀关闭,停止废液进入蒸发器。
2.废溶剂风机运行频率根据蒸发器进口口压差自动调节,但最小运行频率不小于35HZ。
3.通过废液调节阀开度大小自动控制废液喷淋流量,确保废液喷淋量在20L/H。
4.废液喷淋电磁阀与蒸发器进出口温度、系统风机频率及蒸发器进出口压差及蒸发器液位连锁,当温度、压力、液位异常时,关闭废液喷淋电磁阀。
5.压缩空气管路设计压力开关,当压力低于设定值,废液电磁阀关闭。
6.仪表、风机均采用防爆结构,废溶剂管道防静电接地严格按规范设计和施工。
7.系统进风风管上设置隔离阀门,防止系统停机时,蓄热式氧化炉高温烟气传导到储液罐及蒸发罐上,造成安全隐患。
8.系统设计有泄爆片、安全阀、阻火器等物理防护设备,确保即使发生安全事故,也可将不利影响限制现在很小的范围内。
该控制系统操作简单,本项目设计方案能够从根本上解决废溶剂处理的难点,同时,利用了废溶剂高温分解释放的热能供给自身系统用热需求,达到了节能、环保的目的。
5、结论
涂布行业所产生的废溶剂,因其存储困难、处理困难,对于企业安全、环保和经济投入已造成了很大的困扰,本文设计的PLC自动控制废溶剂处理系统,从废溶剂的蒸馏、冷凝、喷淋、蒸发,热能回收再利用等全自动化实现,操作简单、安全可靠,将客户难于处理的废溶剂变成可利用能源回收,从根本上解决了涂布行业废溶剂处理的难题,节省了企业废溶剂处理的成本投入,带来了较大的经济效益,同时也有一定的市场推广价值。
参考文献:
[1]王新亮.廢有机溶剂的处置及精馏再利用技术概述.科学技术创新,2019(9):144-145.
[2]张志亮.罗克韦尔AB控制系统的设计和应用.机械管理开发,2020(3):173-174.
[3]蓄热燃烧法工业有机废气治理工程技术规范.中华人民共和国国家环境保护标准HJ1093-2020
[4]王永忠;杨建平.蒸发冷却塔的设计和应用分析.宝钢技术.2020(3):173-174.
上海永疆环境工程有限公司
猜你喜欢
科教导刊·电子版(2016年26期)2016-11-21
数字技术与应用(2016年9期)2016-11-09
科技视界(2016年21期)2016-10-17