流化床催化裂化和气体回收塔制造
2021-09-10 21:00张媛
家园·电力与科技 2021年3期
张媛


摘要:流化床催化裂化和气体回收主要塔为TALARA秘鲁石化炼油工艺段主要设备,其涉及复合材料间的焊接和热处理,本论文重点介绍了不同材料间的过渡处理,复合材料封头筒体制造方案,旨在为以后的项目提供借鉴。
关键词:复合板;封头;焊接;热处理
Abstract:The main tower for fluidized bed catalytic cracking and gas recovery is the main equipment of the TALARA Peru Petrochemical Refinery Process Section,which involves welding and heat treatment between composite materials. This paper focuses on the transition treatment between different materials and manufacturing schemes of composite head cylinder,Designed to provide a reference for future projects.
Keywords:Composite plate,head,welding,heat treatment
1.引言
随着现代科技的进步发展,石油化工产品与人们生活的相关性越来越高,大到上天入地的必需品,小到日常生活的必需品,现在我们很大程度上已经离不开石油化工产品。现代交通工业的发展与石油供应商息息相关,没有燃料,就没有现代交通工业。金属加工、各类机械毫无例外需要各类润滑材料及其它配套材料,消耗了大量石化材料。而森松作为压力容器制造行业的领头羊,在石化设备的技术制造方面起到了重要作用。
流化床催化裂化和气体回收塔的封头筒体制造涉及到的复合板,Cr-Mo,碳钢不同材料之间的焊接,焊接后的热处理,及成形为此项目的重点。为此本文就如何进行封头制作,筒体卷制,坡口加工,如何选择焊材,及其使用要求,焊接的方法等进行阐述,期望可以为以后的项目提供借鉴。
2.设备概况
流化床催化裂化和氣体回收塔,是炼油工艺段的主要设备,其特点为底部筒体材质Cr-Mo钢复合410S,裙座为纯Cr-Mo钢材质,上部筒体封头为碳钢,设备主要制造难度集中在下部Cr-Mo钢段。根据API 934 C标准中,下段SA387 Gr.11 CL1材料的热处理温度为660~690°C,上段SA516 70材料的在ASME ⅷ-1卷UCS-56标准中最低热处理温度为595°C,两种材料的焊缝焊接后热处理问题是制造的关键点之一。为了确保产品上下端的热处理质量,同时又要保证上段SA516 70材料热处理后的性能指标,在两种材料的焊接处进行工艺性处理,即在SA387 Gr.11 CL1筒体卷制后,在上口堆焊耐高温热处理材料,堆焊后与下端筒体一起热处理,在SA516 70材料筒体与SA387 Gr.11 CL1材料筒体组装过程中,堆焊材料起到很好的隔离作用。并且,此环缝热处理过程时保温时间设定在610度左右,对产品质量进行有效控制。
3.筒体、封头、裙座的制造
3.1筒体的制造
厚板的卷制是制造的关键点,卷制过程中需在以下几个方面进行控制
a.下料后板材边缘四周应进行100%MT检测
b.板材边缘钝边打磨成R角
c.筒体拼缝仅焊接基层,覆层卷制时用工装垫板将焊缝布满
d.压制过程中需控制延伸率,第一节筒体卷制前,选取第一节的筒体弧长1000mm位置,进行预压值,记录弧长1000mm压制的伸长量。
e.根据第一节筒体延伸率,进行筒体二次下料。
f.预热应在炉内进行,每块板应有热电偶记录温度。
g.使用内样板检测椭圆度。
3.2封头的制造
1.封头拼缝成型前仅进行基层焊接,焊缝覆层暂不堆焊,封头压制后再进行堆焊。
2.上下模具清理
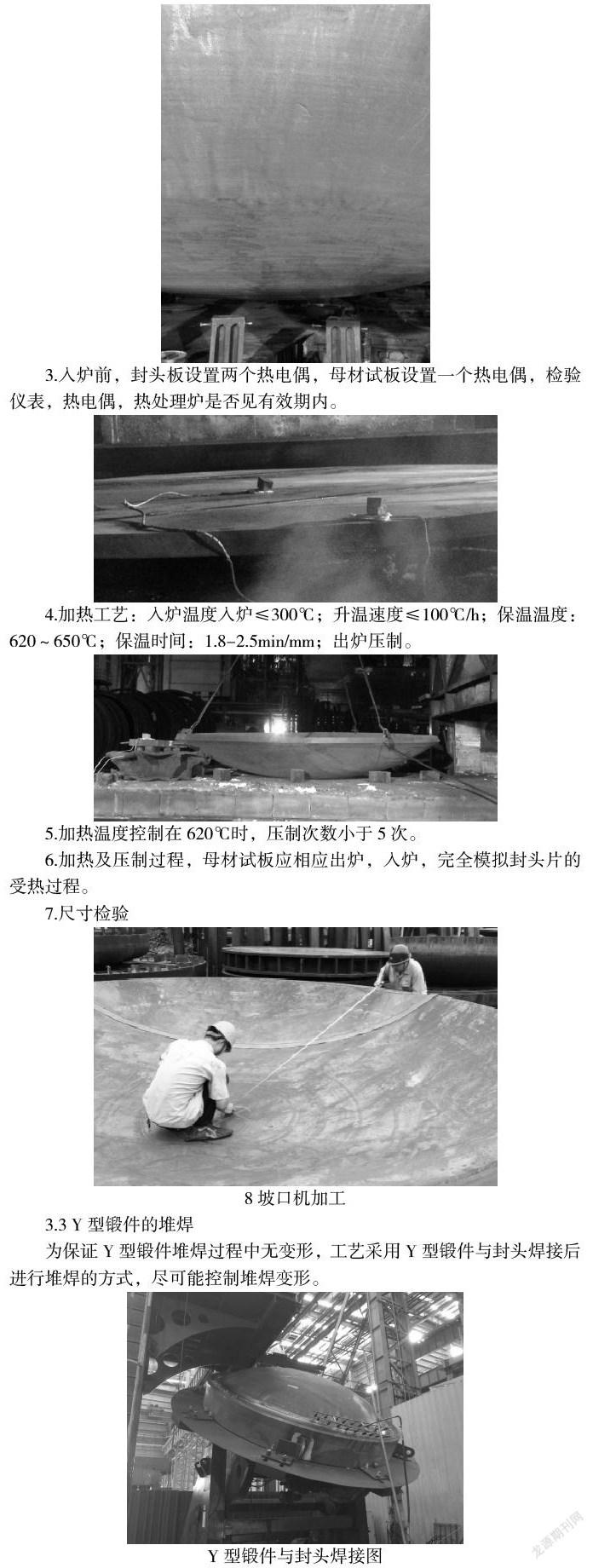
3.入炉前,封头板设置两个热电偶,母材试板设置一个热电偶,检验仪表,热电偶,热处理炉是否见有效期内。
4.加热工艺:入炉温度入炉≤300℃;升温速度≤100℃/h;保温温度:620~650℃;保温时间:1.8-2.5min/mm;出炉压制。
5.加热温度控制在620℃时,压制次数小于5次。
6.加热及压制过程,母材试板应相应出炉,入炉,完全模拟封头片的受热过程。
7.尺寸检验
8坡口机加工
3.3 Y型锻件的堆焊
为保证Y型锻件堆焊过程中无变形,工艺采用Y型锻件与封头焊接后进行堆焊的方式,尽可能控制堆焊变形。
3.4 裙座筒体的制造
锥体由三张钢板卷制而成,具体制造工艺措施如下。
a下料
展开尺寸按排版图,大小口不留余量(即高度方向上无余量),展开方向留2倍的板厚作为压头余量。
b预热
切割区域及边缘100mm采用电加热片预热,加热温度125℃±20℃保温,测得反面温度≥100℃时切割,低于80℃需火焰补热.板材进行机加工,去除约2mm的气割淬硬层。纵缝的一条边加工平齐,作为压制时的基准边。板上小口边缘打磨成连续圆角R5,不允许出现个别间断
c温卷卷制
裙座锥体板压头前,使用电加热片对压头区域及向内600mm范围内预热,预热300℃~250℃,测加热片侧反面温度达到250℃之后进行压头(两头压头),压头长度不小于500mm,使用样板进行测量,压制后打磨去除压痕,并对打磨区域100%MT检测I级合格。
d切头,进行二次下料,切头之后按排版图要求机加工坡口。
e锥体板材进行炉内加热,底部垫高500mm以上加热,加热温度至677℃±15℃保温,保温2.5h。升温速度小于等于30~65℃/h. 开炉后吊至卷板机上找正卷制,终卷温度≥50℃,小于50℃不允许在卷制。
f锥体组装焊接,焊接按焊接工艺。尺寸公差:小口椭圆度:16mm(I.D.4578.3±8mm)大口椭圆度(I.D.5372.1±12.5mm),纵缝错边量小于5mm,棱角度小于5mm。
4.复合板基层SA-387 Gr11 CL1焊接总体要求
4.1坡口加工
A,B类坡口采用机械加工,开孔处采用等离子切割,切割从内测开始以避免污染复层。切割时对切割周围进行干预热,预热温度 80°C左右,对于采用热切割方法加工的坡口须采用磨光机打磨去除淬硬层。所有坡口表面在加工完毕进行PT检测。复层剥边采用机械剥边,剥边宽度按设计图纸要求,剥边后用试剂检测,剥离干净后方可进行基层的焊接。
4.2焊材使用要求
焊条及焊剂在使用前按厂家规定的温度进行烘干,焊工每次领用量不得超过4h的用量,尽量避免二次烘干,领取时放在通电的保温筒内随取随用,焊条电弧焊时焊工手中拿出的焊条根数不得超过2根。
4.3定位焊
对于组对前的定位焊采用SMAW进行定位焊,定位焊所采用的焊条与正式焊条一致,E8018-B2Φ4.0,并在定位焊前进行预热,定位焊引弧及收弧部位不允许在母材表面进行,只允许在坡口内测引弧。对于间断定位的焊缝每段定位焊长度以20~30mm为宜,定位焊后立即用保温棉保温缓冷。要求定位焊焊缝无任何裂纹、夹渣等缺陷。
焊前固定尽量少用拉筋板,对于需要采用拉筋板进行定位的焊缝,拉筋板的材料须与母材一致,焊条须与正式焊缝一致,焊前预热要求同上,并要求焊缝无缺陷,焊后立即进行保温缓冷,去除拉筋板时采用留根打磨,不允许采用强力拆卸,去除后进行100%MT检测无缺陷。
4.4预测及层间温度要求
4.4.1 预热温度及范围
对于定位焊、正式焊缝焊接前无论厚度焊前均需预热,预热温度150~180°C,预热范围为焊接处周围各不少于3倍板厚,且不得少于120mm。要求預热温度均匀,如果温度不均匀,不但不减少焊接应力,反而会出现增大焊接应力的情况。预热须保持至焊接结束,并控制层间温度在150~220°C范围内。
4.4.2预热方法
预热可采用火焰加热或电加热方法,当采用火焰加热时,须采用氧乙炔火焰进行加热,氧乙炔需进行充分的燃烧,采用外焰进行加热,对环形工件应当转动均匀加热;当用电加热时,应使用保温棉将电加热器全部覆盖。
4.4.3测温方法
预热时应随时进行测温,只有当工件表面达到规定的最低预热温度并保持适当的时间后待温度均匀后方可施焊,测温采用接触式测温仪进行,且应在加热源的背面进行测温。施焊过程中,须随时进行测温加强监控,若发现焊件表面的温度低于规定的预热温度的情况,应及时调大火焰功率,或增加火嘴(指火焰加热),或及时通电加热(电加热时)。
4.5焊接操作要求
4.5.1焊前须仔细阅读WPS要求,严格执行WPS上关于预热温度、层间温度、焊接参数的要求,严格控制焊接热输入不超过WPS上的规定,采用多层多道排焊,层间仔细清渣,每条焊缝焊接过程尽量不要中断,如需中断焊接厚度至少为板厚的1/3且在中断前立即进行清氢处理,并在焊前重新进行预热。
4.5.2 采用焊条电弧焊焊接时,采用多层多道排焊,避免摆动过宽焊道,且摆动宽度不超过焊条直径的3倍,并控制每根焊条焊接长度不低于WPS的规定。
4.5.3 埋弧焊时严格控制热输入,控制每层焊缝厚度不超过3.5mm,在能分道焊接时必须采用多道焊,且尽量每层的焊道数相同。
4.5.4 GTAW仅用于小接管与法兰的打底焊,不能用于A,B,D类焊缝的打底焊。
4.5.5 对于双面焊缝在一侧焊完后立即进行清氢处理后才能进行清根,清根可采用碳弧气刨清根,清根时温度至少为150°C,碳刨清根后用磨光机打磨去除渗碳层。
4.5.6 所有基层焊接至距复层剥边处停止焊接,避免基层焊缝金属焊接至复层处。
4.6焊缝检查
焊接过程需仔细检查焊接质量,如焊接过程中发现问题需及时处理,对于焊缝表面缺陷,如咬边、气孔、夹渣及尺寸欠缺需及时修补,避免反复进行加热、消氢等
4.7消氢及中间热处理
焊缝在焊接完毕后立即进行消氢处理,消氢处理温度为315~350°C,保温时间至少为2h。
中间热处理:对于拘束应力大的焊接结构,在焊接完毕后立即进行中间热处理代替消氢,中间热处理温度为600~620°C,保温时间据厚度而定。
消氢及中间热处理采用电加热带或在炉内进行,不允许采用火焰局部加热。
4.8工装卡具的焊接及去除
工装卡具只能焊接在基层上,直接与母材焊接的工装卡具所用材料须与主体相同,焊材采用与主体相同的焊接。工装卡具的焊接与正式焊接要求相同,包括焊前预热及消氢或保温缓冷。工装卡具的去除采用留根打磨,不允许强力去除。去除后进行100%MT检测无缺陷,并对装过工装卡具的部位进行书面记录。
5.SA-240 410S复层的焊接
5.1复层焊接前基层焊缝须经RT,MT,PT检测合格后方可进行复层的焊接。复层焊接至少为3层,焊接完毕后在距表面向下1.5mm范围内进行化分检测。
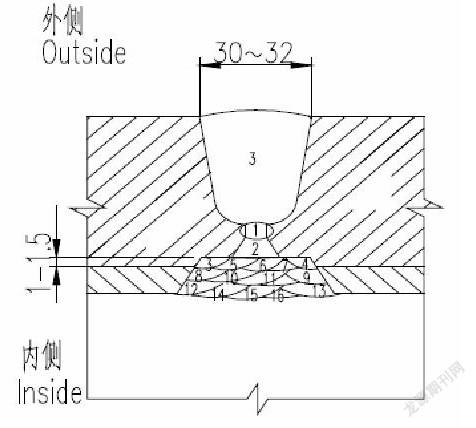
5.2 过渡层的焊接:对于主体A,B,D类焊缝过渡层的焊接采用GTAW或复层与基层的交界处采用GTAW Φ2.4进行焊接,焊材:ERNiCr-3,焊接顺序如下图,先焊接边缘处焊道,再焊中间焊道。焊前对基层进行预热,预热温度至少为150°C。焊接过程中注意观察有无裂纹出现,如有裂纹需及时打磨去除重新焊接。
5.3 其余层的焊接:过渡层焊接完毕且经无损检测合格后进行其余层的焊接,焊接采用SMAW,焊条ENiCrFe-2 Φ3.2,焊接時采用小电流,快速排焊,焊接过程中间层温度≤150°C。
6.各部件的焊接特点
6.1下封头组件的焊接
6.1.1下封头板压成型部分SA-387 Gr11 Cl1 CLAD 410S A03,A04的焊接
6.1.1.1基层焊接
采用埋弧焊,焊材F8P2-EB2R焊接时双面交错焊接,以防止产生过大的焊接变形。焊接总体要求按上述第3条款进行。焊接顺序如下:
1)先焊带复层侧基层焊缝,焊接完毕后从背面清根,清根后立即进行315~350°C/2h消氢处理。(注:如果为了更好的控制变形,在一侧焊缝焊至一半需要翻身前,应对焊缝立即进行消氢处理,因为清根焊缝要求进行MT检测,MT检测需要降温后才能进行)
2)消氢处理完毕后对根部焊缝进行FULL MT检测。
3)焊接另一侧基层焊缝及采用GTAW ERNiCr-3 Φ2.4焊丝对复层处进行封边
4)焊后立即进行中间热处理,热处理温度600~620°C/3h
5)热处理完毕24h后对拼接焊缝进行FULL RT+FULL UT+FULL MT(外侧)+FULL PT(内测)
6)垫不锈钢衬条
7)温压成型
注:上述焊接过程要连续,否则需要进行多次预热,消氢,如需中断需立即进行消氢处理,并在焊接前重新预热。
6.1.1.2复层焊接
1)压制后进行复层的焊接。因焊缝处于立焊位置,复层全部采用GTAW ERNiCr-3 Φ2.4进行焊接。
2)焊接过渡层前需进行预热,预热温度至少150°C,过渡层焊接完毕后立即进行315~350°C/2h消氢处理。
3)消氢处理完毕后对过渡层焊缝进行FULL PT检测。
4)焊接其余层焊缝,控制层间温度≤150°C。
5)对所有焊缝进行FULL RT+FULL UT+FULL MT(外侧)+FULL PT(内测)
6.1.2下封头与Y型锻件的焊接
Y型锻件堆焊前与下封头进行组焊,基层焊接采用SAW,焊接完成且无损检测合格后进行Y型锻件堆焊,堆焊加工装采用带极堆焊。
6.1.3下封头开孔接管焊接完毕后与Y型锻件组成部件后进行中间消应力热处理。中间热处理600~620°C/3h,目的是降低堆焊后的应力,为焊接环缝降低风险。
6.2筒体的焊接
6.2.1纵缝坡口:纵缝采用内V外U坡口,如果卷制后需要修边,坡口会被破坏,筒体一端纵缝只能用火焰切割成K型坡口。
6.2.2纵缝焊接:基层焊接采用SAW,先焊内侧基层,基层焊接完毕后从外侧清根焊接外侧基层,所有基层焊接完毕后进行无所检测,检测合格后进行复层的焊接。复层焊接采用GTAW+SMAW,焊材为ERNiCr-3+ENiCrFe-2,焊接要求见第3部分。
6.2.3纵缝进行中间消应力热处理,然后校圆。
6.2.4环缝焊接:焊接要求同5.2.2
6.3 SA-387 Gr11 Cl1 CLAD 410S(51+3mm)与SA-516 70(48mm)环缝的焊接要求
由于SA-387 Gr11 Cl1 CLAD 410S与SA-516 70(48mm)热处理温度要求不同,所以热处理需分开考虑。
6.3.1 在SA-387 Gr11 Cl1 CLAD 410S(51+3mm)坡口侧堆焊E7018-A1过渡型焊条并重新加工坡口后,随铬钼钢段进行718°C热处理。
6.3.2 SA-516 70筒体段(包括所有接管)焊接完毕后单独进行 600°C热处理。
6.3.3 环缝焊接及热处理:各自热处理完毕后采用EH12K-F7P2进行焊接,且无所检测合格后对环缝进行局部热处理,热处理温度 600 °C。
7.结束语
本论文针对流化床催化裂化和气体回收塔的筒体封头裙座的制造方案进行了总结,同时对于上下封头的纵环焊缝的焊接方法,及焊材选用,过渡阶段的热处理方式进行了介绍。此制作方法已应用在实际制作过程中,解决了不同材料过渡焊接时带来的困难。也为以后有同类材料的焊接提供了借鉴。
参考文献:
[1] GB150-1998《钢制压力容器》
[2] JB/T4746-2002《钢制压力容器用封头》
[3] 郭晶. 焊接材料选择原则和实践[J].石油化工设备.2001,1(30):41-43.
[4] JB4708-2000《钢制压力溶体焊接工艺评定》
[5] NB/T47002.1-2009《压力容器用爆炸焊接复合板》
[6] JB/T4730-2005《承压设备无损检测》
森松(江苏)重工有限公司上海分公司 上海 201323
猜你喜欢
河南科技(2020年4期)2020-04-26
中小企业管理与科技·上旬刊(2018年6期)2018-09-05
装饰装修天地(2018年12期)2018-07-09
科学与技术(2018年12期)2018-04-25
赢未来(2017年13期)2017-02-21
科技视界(2016年22期)2016-10-18
科技视界(2016年21期)2016-10-17
哈尔滨理工大学学报(2016年2期)2016-09-12
企业导报(2016年12期)2016-06-17
企业导报(2016年8期)2016-05-31