高温合金薄壁环形封闭凹槽的成形方法及装置
2021-09-10 07:22夏敏杜松
内燃机与配件 2021年14期
夏敏 杜松


摘要:本文发明一种成形方法并设计相关夹具来解决零件环形凹槽两侧部位成形后无法从夹具中取出的问题,同时设计一种滚轮装置,并针对本产品结构特点创造一种用车床旋压成形的加工的方法使滚轮装置与夹具配合使用来成形环形凹槽,使零件尺寸精度和平面度达到使用需求。
关键词:高温合金;环形封闭凹槽;成形;装置
中图分类号:TG249.5 文献标识码:A 文章编号:1674-957X(2021)14-0101-03
0 引言
航空发动机因其高温特殊的工作环境,对其零件所用材料要求很高以保证长时间工作的可靠性。目前高温合金是航空发动机及燃气轮机等主流材料,具有强度高、热稳定性好、但加工硬化显著、冷成形困難等特点。且由于航空发动机结构需要,其薄壁钣金件的复杂程度越来越高,传统的成形方法已不能满足其需要。因此,在原有成形方法的基础上,已发展至多样化。
薄壁环形封闭高温合金零件厚度0.5mm,产品结构为环形封闭的回形凹槽,形状复杂且成形空间较小,因此加工需要较高的成形力,局部特征采用传统钢模的成形方法成形困难,产品材料为高温合金具有较高的强度,传统刚性模具在满足零件成形压力的情况下,因为产品形状的特殊性也无法将夹具从零件中取出,难以满足设计要求。
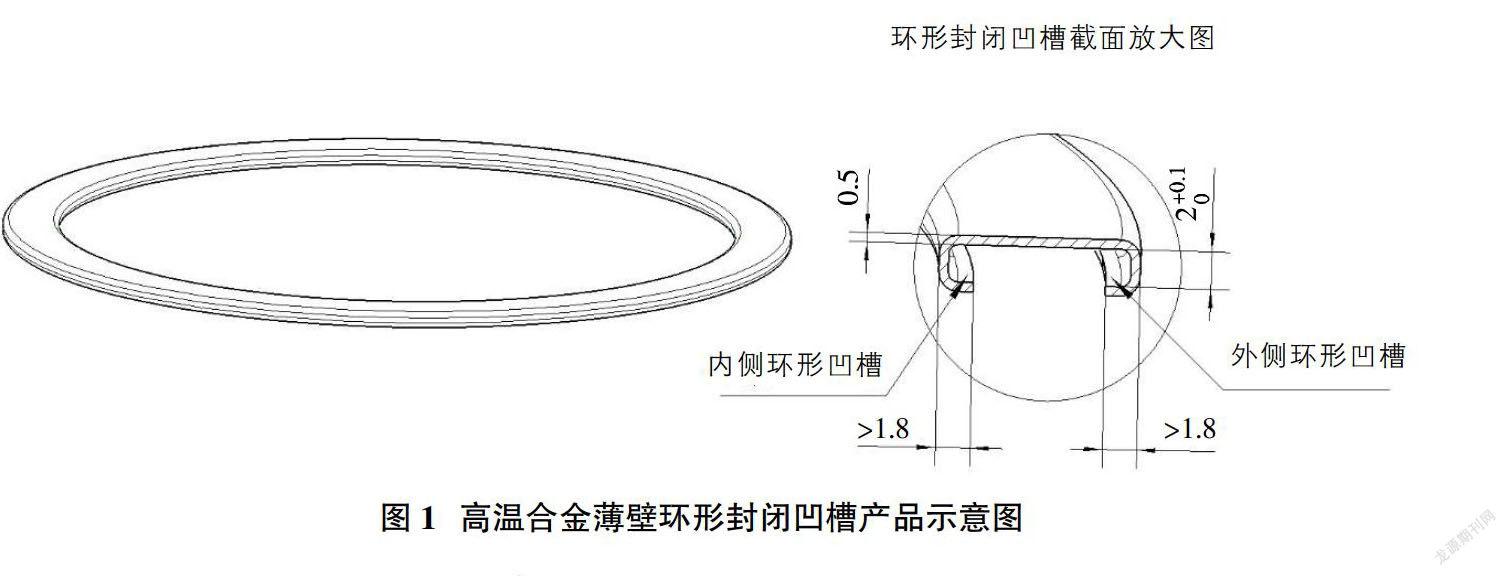
1 产品结构及材料特点(图1)
材料:GH1035;厚度0.5mm。
2 成形方法及装置
2.1 要解决的技术问题
发明一种夹具来解决零件环形凹槽两侧部位成形后无法从夹具中取出的问题,同时发明一种滚轮装置,并针对本产品结构特点创造一种用车床旋压成形的加工的方法使滚轮装置与夹具配合使用来成形环形凹槽,使零件尺寸精度和平面度达到使用需求。
2.2 成形技术方案
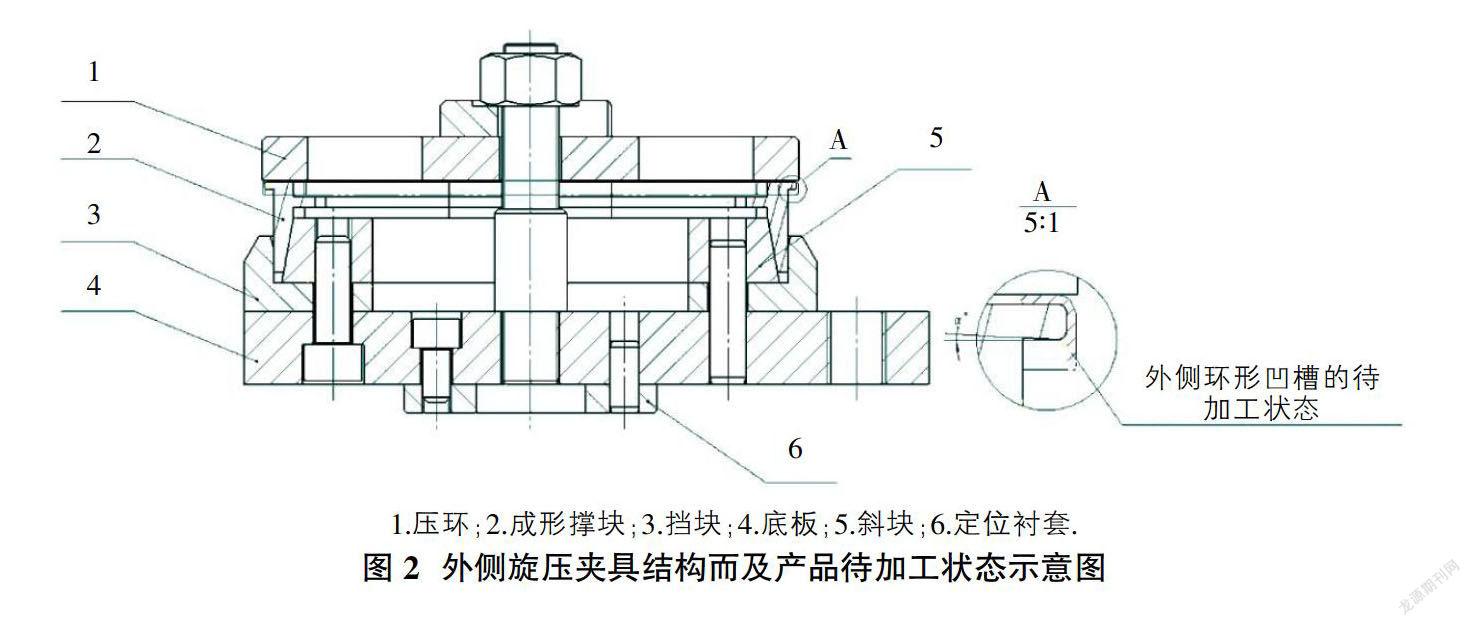
2.2.1 外侧旋压夹具旋压封闭环形凹槽外侧
如图2,该夹具主要由六部分组成。
成形撑块(如图3所示)设计为多个(1,2,3…)无间隙贴合的活动块,解决成形封闭凹槽后整体撑块无法从凹槽中取出的问题;台阶处外轮廓用于成形外侧环形凹槽,且成形位置设计为锥面(角度α°)来抵消凹槽成形后的弹性回弹;内轮廓设计为锥形,与斜块锥度配合。
斜块固定在底板上,外部轮廓为锥圆结构,与成形撑块内轮廓锥度配合,实现活动成形撑块可以左右移动,方便封闭凹槽被成形后多个撑块可以从凹槽中逐一取出。
挡块对成形撑块移动进行限位,保证封闭凹槽的外径尺寸。
压环将产品压紧。
外侧旋压夹具通过底板及定位衬套安装在车床法兰盘上,与旋压滚轮装置配合使用成形图1所示外环形封闭凹槽。
2.2.2 内侧旋压夹具旋压封闭环形凹槽内侧
如图3,该夹具主要由七部分组成。
成形撑块设计为多个(1,2,,3…)无间隙贴合的活动块,解决成形封闭凹槽后整体撑块无法从凹槽中取出的问题;内侧台阶处轮廓用于成形内侧环形凹槽,成形位置设计为锥面(角度α°)来抵消凹槽成形后的弹性回弹,台阶外轮廓让开外侧封闭凹槽;外轮廓设计为锥形,与斜块锥度配合。
斜块,内部轮廓为锥圆结构,与成形撑块外轮廓锥度配合,实现活动成形撑块可左右移动,方便封闭凹槽被成形后多个撑块可以从凹槽中逐一取出。
挡块对成形撑块移动进行限位,保证封闭凹槽的外径尺寸。
压环将产品压紧,内孔对砂轮进行避让。
内侧旋压夹具通过底板及定位衬套安装在车床法兰盘上,与旋压滚轮装置配合使用成形图1所示内环形封闭凹槽。
2.2.3 旋压滚轮装置
压滚轮装置由四部分组成。
滚轮用于成形内、外封闭凹模,长度方向要对内、外旋压夹具进行避让;轴承使滚轮实现轴向转动,滚轮安装在轴承上并通过压板固定在安装杆上,安装杆安装在车床的刀盘上述内、外侧旋压夹具配合使用。
2.2.4 车床旋压加工方法
将产品定位安装在外侧旋压夹具上后将外侧旋压夹具安装在车床上,车刀盘固定旋压滚轮装置的安装杆,移动车刀盘使旋压滚轮装置上的滚轮移动至待成形凹槽部位,车床主轴旋转带动滚轮旋转,旋压封闭环形凹槽外侧。
封闭环形凹槽外侧旋压成形后,取下产品后将其位安装在内侧旋压夹具上,将内侧旋压夹具安装在车床上,车刀盘固定旋压滚轮装置的安装杆,移动车刀盘使旋压滚轮装置上的滚轮移动至待成形凹槽部位,车床主轴旋转带动滚轮旋转,旋压封闭环形凹槽外侧,安装方式及成形过程如图4所示。
3 结语
摒弃传统刚模成型的加工方式,创新发明车床配合夹具旋压的方法成形封闭凹槽,操作方便可靠。
内、外旋压夹具成形撑块设计为可上下左右移动的活动块,解决了利用刚模成形后产品中无法从模具中取出的问题。
成形撑块成形部位设计为为斜面(角度α°)来抵消凹槽成形后的弹性回弹,满足零件尺寸精度和平面度要求。
本发明已投入实际生产,经实践证明可行,已生产出合格的产品零件。
参考文献:
[1]张成祥.典型航空发动机钣金件成形工艺研究[D].南京:南京航空航天大学,2016.
[2]吴石林.航空发动机零件冲压过程模拟及回弹分析[J].模具工业,2004,10.
[3]孙淑铎,杨踊.薄壁环型火焰筒转接段精密制造技术[J].航空精密制造技术,2012,48(06):33-35+43.
猜你喜欢
中国应急管理科学(2022年1期)2022-04-18
青少年科技博览(中学版)(2021年11期)2021-03-07
考试与评价·高二版(2020年6期)2020-09-10
福建基础教育研究(2019年4期)2019-05-28
Coco薇(2017年10期)2017-10-12
滇池(2017年5期)2017-05-19
小学阅读指南·低年级版(2016年11期)2017-02-06
哈尔滨理工大学学报(2016年2期)2016-09-12
少年科学(2015年3期)2015-04-08
中国信息化·学术版(2013年5期)2013-10-09