线材重量在线测量系统
2021-10-07 09:18张海洋
电子乐园·中旬刊 2021年2期
张海洋



摘要:目前线材生产厂家采用手工机械秤称重的方法,原材料消耗大,且测量精度低,因此设计一种对线材重量在线称重的系统是十分有必要的。本文介绍了光电传感器,论述了称重系统的结构以及工作原理,设计了测量电路,并分析称重系统的精度和误差情况。线材重量在线称重系统是由光电传感器、传感器信号检测电路、放大滤波以及显示电路和系统软件等构成。本文设计的线材重量在线测量系统对生产效率起到关键作用,取得了良好的經济效益。
关键词:光电传感器;测速系统;在线测量;测径仪
一、设计背景
1.1 线材重量在线测量设计背景
线材是热轧型钢中断面尺寸最小的一种材料。除圆形断面外也有其他形状,其直径由于需求情况和生产技术水平不同而不一致。根据轧机的不同可分为高速线材和普通线材两种。其中高速线材指高速轧机生产的线材。不同材料的线材性能也不一样。
如今线材生产厂家通常采用手工机械秤称重的方法,但是原材料消耗比较大,自动化程度低,有些厂家用计米测长的方法来间接代替称重,即剪下一米的线材称重,然后乘以长度间接得到线材的重量,这样效率比较低且原材料损耗大,费时又费力。
1.1.1 线性材料在线测量的意义
在线测量是指在加工生产中进行测量。根据测量位置和方式不同,在线测量主要有两种具体应用:一是在加工生产线的不同工位布置不同的测量设备和检测站,主要是对相关工序的工件的加工精度进行检测;二是在机床内部加工过程中的主动测量,即在机床内部,工件加工过程中,用过主动测量设备,直接测量工件的加工精度。
1.2 应用场合分析
线材重量在线测量系统适合于厂家大量生产线材,且冶金线材制品行业的绝大多数线材产品采用定重出厂,因此设计线材在线自动称重,实时检测线材的线径和长度、重量信息是十分有必要的。同时在线称重在物流、仓管业的运用,物流公司需要把尺寸、重量不同的箱包分类,进行存储或运输。之前对于箱包的分类是靠人力来解决,劳动强度大且出错率很高。而通过在线称重设备的升级优化,系统可以直接控制输送带后段增加的自动化作业线,有效的解决了该物流公司存在的上述问题。解决了类别分选生产工艺环节中操作失误率高、生产效率低下等弊病,为企业提高了生产效率,大大减少工人的操作强度,并让工人不再接触可能危害身体健康的工作环境中。
1.3 应用需求分析
市场上一些线材生产厂家采用手工机械秤称重的方法,且原材料消耗较大,自动化程度低,还有一些厂家用计米测长方法来间接代替称重,虽然减轻了工人的劳动强度提高了生产效率但是由于加工线材直径的波动,经调查最高的测量精度只能达到3%,使原材料损耗更加严重,不仅给生产厂家造成了很大的经济损失,同时也不能满足用户的要求。因此需要设计一种线材在线自动称重系统,测量精度:<1%。
二、设计方案
2.1线材重量在线测量系统设计要求
市场上常见的线材计量装置是计米器,只能在线检测线材的长度。技术人员必须预先根据要求的线材盘重、密度以及线径,来计算出所需生产的线材长度并下达给操作人员。因此线材的规格较多且重量要求不尽一样时,使用计米器计量需要耗费相当大的人力,很不方便。因此发明实用新型的目的在于避免现有技术中的不足之处,而提供一种集计米、重量计算控制一体,操作简单方便的线材在线计重器。
2.2 常用技术方案对比分析
2.2.1 常用技术方案
方案一:按照国家标准《钢筋混凝土用钢筋第一部分:热轧光圆钢筋》(GB 1499.1-2008)中线材理论重量计算公式计算。W=0.006165*d2 式中,W代表理论重量,单位为Kg/m;d为直径,单位为mm。
方案二:计米测长的方法。即称重计算线材一米的重量,然后测量线材的长度,相乘后得出线材的总重量,但是每米的重量是根据客户的要求而不同的,各国的客户会有不同的标准,有的要英标的,有的要德标的,但每个标准都很细致的规定了线材的股数和粗细。
方案三:使用压力传感器结合数据处理,显示系统的方法。在工厂生产中当线材生产过程中,通过流水台,流水台下安装有压力传感器,重力转换成电信号经放大后,被数据采集器采集,再经计算机处理后反应出线材的真实重量。
方案四: 光电传感器与测径仪、测速系统与计米测长相结合的方法,测径仪可以测量线材的直径,线材在通过系统时,系统左右箱体内带有高速旋转的激光发射器和激光接收器,激光发射器发出的激光束通过一组透镜处理变成平行光,工件只要挡住光束,在接收器上就有信号产生,通过光电传感器将此信号传到专用计算器上,可读出所测量的直径值,圆度等参数。在经过计算得到线材重量。
2.2.2 方案比较选择
方案一是线性材料的理论重量计算方法,但在现实生产生活中因为生产过程中线材的直径误差等会使真实重量与理论值有偏差,因此一般情况下不采用此方法;方案二记米测长是传统生产生活中最常用的方法,但是这种方法增加了工人的劳动力,由于线材直径的波动,测量误差比较大,精确度也不高,且各个国家标准不同,客户在购买时要求也不尽相同,所以会造成工作量比较大,原材料损失严重等问题。方案三中采用压力传感器的方法可以直接测量线材的重量,线材在流水台上经过时可以直接测量,但是却不能精细测量线材的直径,因此无法确保线材是否严格符合规格,而且这种方法更适合线材制作完成后,盘成盘条,最后称重。方案四中采用在线测量系统与传统记米测长相结合的方法,在线材生产过程中实时检测线材的直径,再通过测速平台,数据处理后可以完成线材的在线称重,这样不但提高了线材的制作精度,也大大减少了工人的劳动力,可以实现又快又精细的线材生产,是符合当代工业生产的要求的。
三、设计内容
3.1 测量系统结构及原理
测量系统结构:
原理:
因为在线无法直接测量得到线材的重量,因此我们采用与计米测长相似的间接测量得到线材的重量。公式:
W=mg;其中m是质量;ρ是线材密度,可以认为没有误差,d为线材直径;v是线材传送速度,△t是测径一扫描周期,f为測径仪的扫描频率,L为两个光电传感器间的距离,t0为光电信号的时间差,由计算机根据信号运算得到,可以认为没有误差。
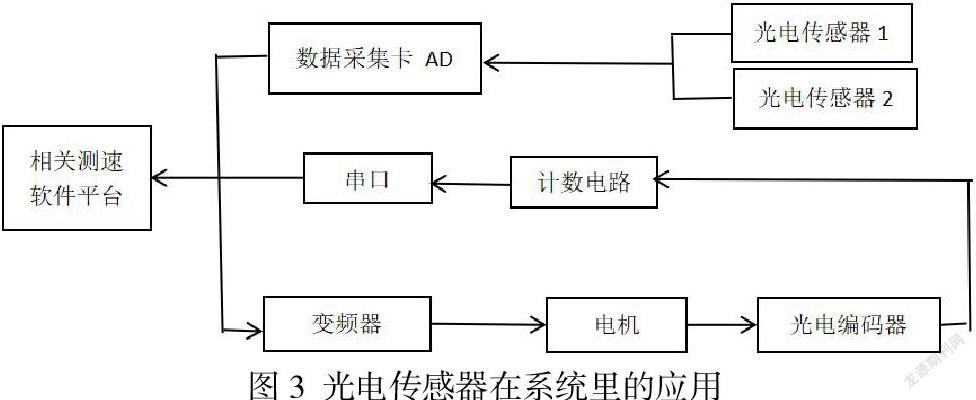
光电传感器相关测速系统按一定的采样频率得到每时刻的线材传送速度,然后将速度数据传递给计算机,测径仪按频率f测得线材的直径,然后将数据传送给计算机,这时计算机从速度数据中得到此时刻的速度,按公式△m=1/4fρπd2v计算得到线材的总质量m,再由W=mg得到线材的总重量。
3.2 光电传感器
光电式传感器是将被测量的变化转换成光信号的变化,再通过光电器件把光信号的变化转换成电信号的一种传感器。一般由光源、光学通路、光电器件三部分组成。被测量作用于光源或者光学通路,从而引起光量的变化。
具有精度高、反应快、非接触等优点,传感器的结构简单,形式灵活多样,因此,光电式传感器在检测和控制中应用非常广泛。光电传感器的特点检测距离长。对检测物体的限制少,由于以检测物体引起的遮光和反射为检测原理,可以对几乎所有物体进行检测。响应时间短,光本身为高速,并且传感器的电路都由电子零件构成,所以不包含机械性工作时间,响应时间非常短。分辨率高,能通过高级设计技术使投光光束集中在小光点,或通过构成特殊的受光光学系统,来实现高分辨率。也可进行微小物体的检测和高精度的位置检测。可实现非接触的检测,须机械性地接触检测物体实现检测,因此不会对检测物体和传感器造成损伤。
3.3误差分析及解决
3.3.1 测量系统精度分析
在测量系统中,线材在测径仪模块时,因为线材直径不同用到的测径仪型号不同,而不同的型号有不同的精度已经分辨率,在其他模块时可以基本认为没有造成误差影响,因此如何调整精确度可以通过调整测径仪数据进行有效分析以达到提高精度
3.3.2 误差产生原因
生产现场的电器干扰、线材震动和线材直径椭圆度是影响测量精度和抗干扰性能的主要因素,系统设计和机械设计采取了很多措施,有效的减小了在线称重的测量误差,但是为了提高测量精度和抗干扰性能,必须对测量数据进行有效处理。
3.3.3 误差解决办法分析
由相对误差传递公式得到:
Er(m)要求最大为0.01,扫描频率因为可以由软件控制微调,故认为最大的绝对误差为1HZ,Er(f)=1/1800。对于直径大于1mm小于50mm的线材采用LDM-50XY,则Er(d)<3μm/1mm=3/1000,所以得到:
设两个光电传感器的距离差L可以精确到1mm,则L>1mm/7.98*10-3=1253mm,可取L=200mm,这样可以使G的误差小于1%。
四、结论
在线材重量在线系统的设计过程,经过查找各种文献,书籍了解到线材用途很广,主要用途为作建筑材料的线材以及拉丝原料的线材,在国民经济中具有重大地位和作用,因此在线材生产过程对线材质量进行检测是有重要意义的,而且在线材出售过程中因为线材材质、直径、长度等因工艺或厂家不同会有不同的定义,设计一款在线材生产过程中对其进行直径、重量检测以及控制可以规范线材的出售,可以使工艺生产效率提高,减少原材料损耗,降低成本,使生产生活更加便捷。
参考文献
[1]施文康、余晓芬,主编,机械工业出版社,《检测技术》(第二版)。
[2]郁有文、常健、程继红,编著,西安电子科技大学出版社,《传感器原理及工程应用》(第四版)。
[3]费业泰,主编,机械工业出版社,《误差理论与数据处理》(第五版)。
[4]袁志学,冶金工业出版社,《高速线材生产》2005-04-01版。
[5]祝诗平,主编,北京大学出版社,《传感器与检测技术》,2006年。
[6]任海萍,光电传感器的应用与发展[j].科技风,2011,(01):278。
[7]赵继印等,高精度多功能线材在线定长系统,吉林工业大学学报,3,(1998),8~11。