
DCJ-2型锻造操作机气缸改进研究
2021-10-15 05:12李长连
中国设备工程 2021年19期
李长连
(中车大连机车车辆有限公司,辽宁 大连 116000)
1 生产现状
DCJ-2型锻造操作机是我公司大型锻件生产的关键设备,可以夹持φ120~φ510坯料完成自由锻造的主要动作,其有五个基本动作:钳口夹紧、钳杆旋转、钳杆前升降、钳杆后升降和大车行走。该设备钳口夹紧系统主要由钳头、气缸、活塞和活塞杆等组成。工作中,由压缩空气进入气缸前压缩空气入口(或后压缩空气入口)作用在活塞上,由活塞杆控制钳口夹紧过程中的夹料运作。由于该系统工作环境恶劣,气缸和活塞配合面磨损严重,工作中压缩空气沿着配合面缝隙前后泄压,重则呈线状外泄,造成气缸内压力降低,直接影响钳口夹紧力不足,设备不能正常工作。为了不影响生产,维修工作人员经常每天添加气缸杆侧端盖与活塞杆间密封油绳一次,而且设备时常处于维修状态。
2 工作原理
DCJ-2型锻造操作机夹紧系统是由钳头和夹紧装置两部分组成。夹紧装置的作用是使拉杆上产生拉紧力,并经钳头机构转变为钳口的夹紧力,从而夹紧锻件。按拉紧力的生产方式,拉紧装置有机械式、气动式和液压式三种。本机采用气动式拉紧装置锻造操作机。图1所示为DCJ-2型锻造操作机钳口夹紧系统工作原理。
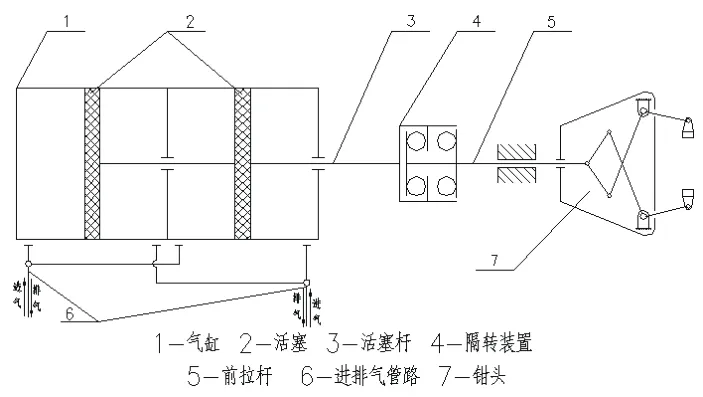
图1 DCJ-2型操作机钳口夹紧系统工作原理
DCJ-2型锻造操作机钳口夹紧系统由气缸、活塞、活塞杆、隔转装置、前拉杆、进排气管路以及钳头等组成。气缸采用的是串联双作用气缸,也称为倍力型气缸。如图2所示。它是由两个单杆双作用气缸串联在一起,且两个活塞串联在一根活塞杆上,所输出地推力是单个气缸的两倍,从而达到使用小缸径而获得较大的输出推理效果。缸体固定在操作机体框架内,由压缩空气控制阀从进、排气管1输入压缩空气时,进、排气管2排气,气缸两腔的压力差作用在活塞上所形成的力克服阻力负载推动活塞运动,使活塞杆伸出,来操作机钳口张开度。当压缩空气控制阀从进、排气管2输入压缩空气时,进、排气管1排气,使活塞杆缩回,操作机钳口夹紧,以实现DCJ-2型锻造操作机的锻件夹紧工作。
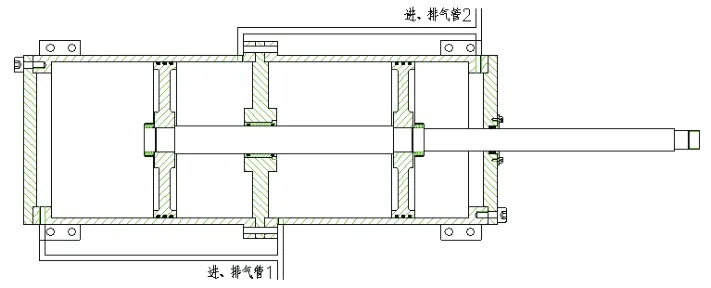
图2 DCJ-2型锻造操作机气动式拉紧装置
3 故障分析
3.1 气缸泄压原因分析
锻造时气缸中的压缩空气为厂区风,风压一般在0.5~0.6MPa,在进、排气管1和进、排气管2交替进气或排气,活塞实现往复直线运动。由于车间生产环境所限,该设备在锻件加热炉的高温作业及空气锤打击时产生的震动等环境中生产工作。气缸活塞密封圈因为在高温及受震动的情况下,会与气缸体在往复运动时出现相互磨损现象,而且会出现单面磨损现象。这时汽缸活塞在进、排气两腔内相互串气,出现泄压现象,这样就会降低了两腔的压差,活塞运动缓慢无力等现象。同时该设备在锻件加热炉的高温作业及空气锤打击时产生的震动等环境中生产工作,气缸杆与气缸端盖密封在高温及受震动的情况下也会出现严重泄压现象,无法达到密封效果。在气缸密封不好的情况下,该设备就会出现钳口夹不紧现象,从而使该设备不能正常运行。
3.2 锻造操作机的夹持量分析
DCJ-2型锻造操作机的夹持范围为φ120~φ510mm,而夹持量的大小主要取决于钳口的张开度。在维修过程中,气缸活塞杆径法兰盘与钳口拉杆连接时,由于在锻件的过程中所产生的振动力,使得活塞杆法兰盘紧固螺丝有撸丝现象,更换新活塞杆的情况下,钳口的张开度不变,但是为保生产而快速抢修时,将会缩短活塞杆尺寸,这时会导致钳口张开度减小。通过上述分析可知,锻造操作机加持量大小取决于钳口的张开度,而钳口张开度的大小主要取决于气缸活塞杆的长短。因此锻造操作机加持量大小直接取决于气缸活塞杆的长度。
4 改进措施
4.1 改进密封结构
根据上述分析,提高气缸和活塞的密封性和提高气缸杆与气缸端盖的密封性是保证锻造操作机钳口夹紧力和对大型锻件夹持进行生产工作必要改进项目。
气缸和活塞的密封性改进项目为加大活塞密封圈与气缸的接触面积,从而延长气缸的工作时间。将活塞密封圈槽从11mm加宽至12.5mm,由原来11mm的O型密封圈换成12.5mm的O型密封圈。这样增加了O型密封圈与缸体的接触面积,使得缸体与O型密封圈之间耐磨性增加,密封效果更显著。在锻件加热炉的高温作业及空气锤打击时产生的震动等环境中,因为缸体与O型密封圈接触面积的增大,可以起到很好减震效果,避免了活塞与缸体之间硬碰硬现象发生。从而使得该设备能够长时间连续工作,减少维修次数。如图3所示。
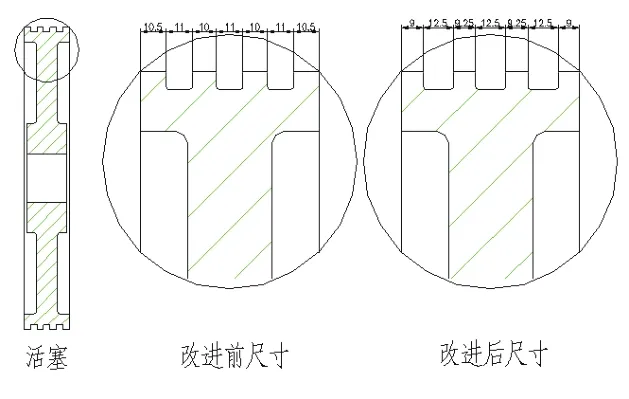
图3 气缸活塞密封槽尺寸
气缸杆与气缸端盖的密封性改进项目为重新设计加工挡盖,使得挡盖与气缸端盖之间尺寸由7mm增加到21mm。以前在挡盖与气缸端盖之间加一道密封油绳,改进后可以加3道密封油绳,再用6个M10mm内六角螺丝将挡盖固定在气缸端盖上。在锻件加热炉的高温作业及空气锤打击时产生的震动等环境中,通过增加密封油绳的圈数,由原来的一道密封油绳增加到现在的三道密封油绳,可以使得隔热与减震效果更明显,同时能够达到更好的密封效果。通过改进后,将不会出现泄压现象,减少维修人员的维修次数。如图4所示。
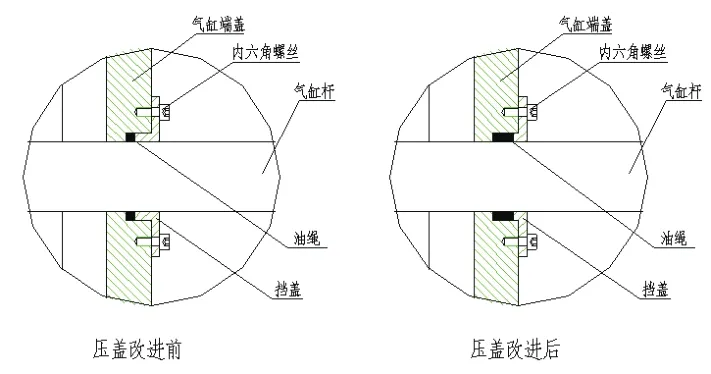
图4 气缸压盖改进尺寸
4.2 改变活塞杆尺寸
DCJ-2型锻造操作机的夹持范围为φ120~φ510mm,在生产过程中,因为新工艺的要求,需要夹持φ520mm坯料,而现在的锻造操作机不能满足生产要求,因此需要增加钳口的夹持量来完成生产任务。通过上述对锻造操作机的夹持量分析,可知锻造操作机夹持量的大小主要取决于气缸活塞杆的长短,因此需要通过增加活塞杆的长度来增加钳口的张开度,使得该设备能够完成夹持φ520mm坯料工作。改进方案为将活塞杆长度由原先的1785mm增加至1795mm,这样可以使锻造操作机钳口最大张开量增加至φ530mm,以完成对φ520mm坯料的夹持工作。
5 使用效果
通过对DCJ-2型锻造操作机的气缸密封系统以及气缸杆的改进。经过1年的运行,气缸缸体与活塞之间没有出现因为密封原因而出现串气现象。气缸杆与气缸端盖的密封油绳磨损减少,极大的降低了更换油绳的频率,减轻了维修负担。在增加气缸杆的长度后,保证了公司大型锻件毛坯料的夹持工作。
猜你喜欢
一重技术(2021年5期)2022-01-18
装备制造技术(2020年1期)2020-12-25
煤气与热力(2020年6期)2020-06-30
重型机械(2020年4期)2020-06-29
现代冶金(2018年1期)2018-04-08
汽车实用技术(2017年5期)2017-04-05
现代工业经济和信息化(2016年5期)2016-05-17
中国工程咨询(2016年4期)2016-02-14
大型铸锻件(2015年4期)2016-01-12
汽车维护与修理(2015年2期)2015-02-28
