亮光异形全拉伸丝毛丝影响因素探讨
2021-10-22 01:26陈锋
纺织报告 2021年9期
陈 锋
(江苏恒力化纤股份有限公司,江苏 苏州 215226)
1 实验部分
1.1 生产原料
江苏恒力化纤股份有限公司C区生产的聚酯熔体的主要指标:(1)特性黏度,(0.680±0.003)dl/g;(2)熔点,260.6 ℃;(3)端羧基,(30±3)mol/t;(4)二甘醇质量分数,(1.30±0.03)%。
1.2 生产设备
(1)纺丝:日本TMT侧吹纺丝装置,德国Barmag环吹纺丝装置。
(2)卷绕:日本ATi-614R/12 TMT卷绕机。
1.3 测试仪器
全自动单纱强力机(YG 023B-Ⅱ型,常州纺织仪器厂),乌斯特条干仪(UT5-C800自动型,瑞士USTER公司),圆筒织袜机(A83,无锡天翔),风速仪(MODEL 6004,日本加野公司),张力仪(406,德国施密特公司)。
1.4 工艺流程
聚酯熔体→熔体管道→熔体过滤器→增压泵→热交换器→纺丝箱体→计量泵→组件→侧吹/环吹冷却装置→上油系统→甬道→预网络→第一热辊→第二热辊→主网络→卷绕成型。
2 结果与讨论
2.1 喷丝板对毛丝的影响
对异形孔喷丝板的质量要求,除与圆形孔喷丝板相同的部分外,还要求喷丝板的直径大、孔密度小、各根单丝间要防止气流的阻隔,以便于丝条的冷却。
一般情况下,当喷丝孔内留有毛刺时,会影响孔的规整性,导致出细丝;喷丝孔的导壁较毛,会影响熔体的流动性;毛细孔中心偏差大,就是所谓的斜孔,垂直度较差,导致出弯丝和单丝间的粘连,甚至使单丝抖动。其中,毛细孔中残留毛刺的影响最大[1-2],如图1~2所示。
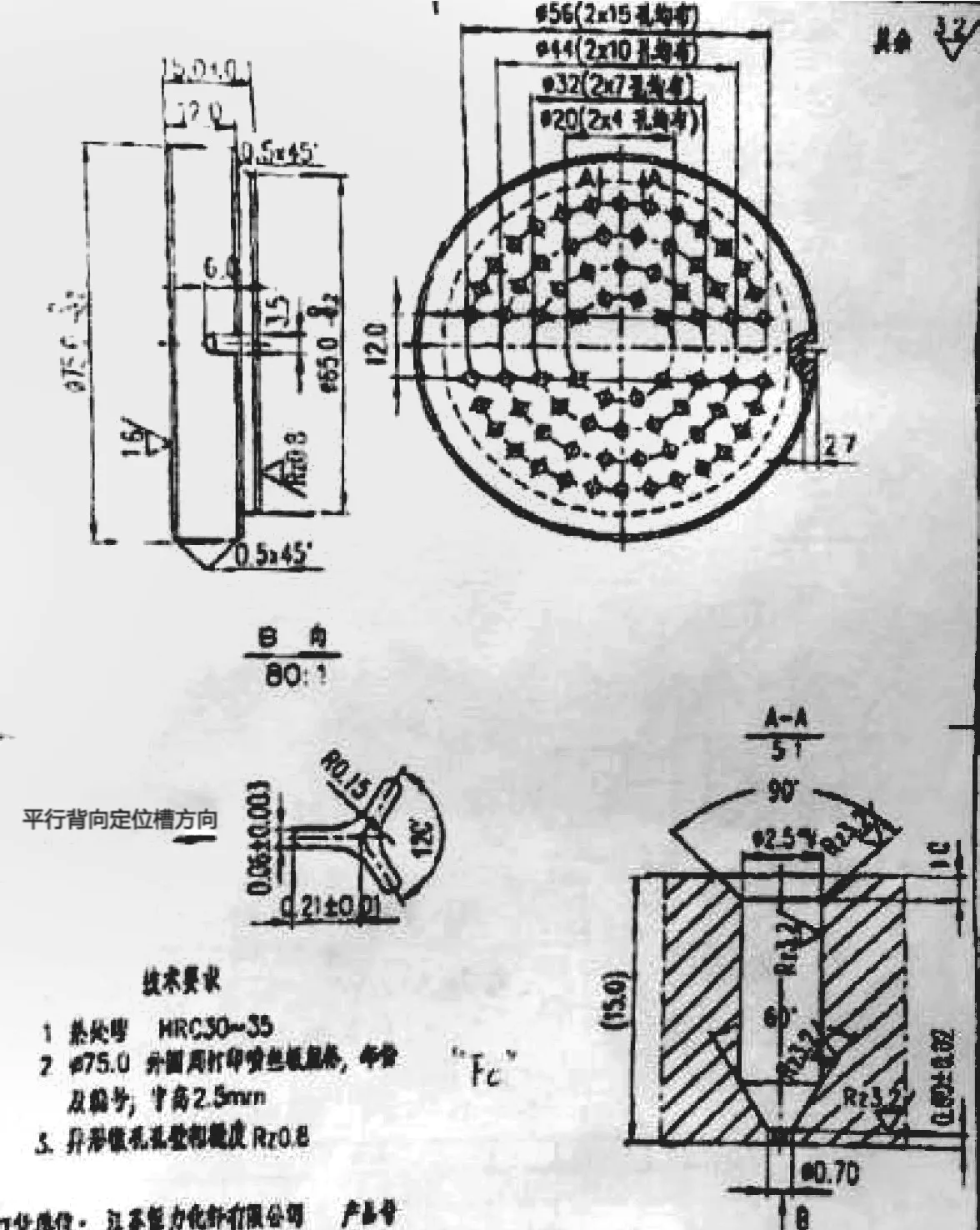
图1 三角喷丝板
2.2 拉伸工艺对毛丝的影响
拉伸是纤维制造中必不可少的过程。卷绕丝强度低、伸度高、尺寸稳定性差,性质极不稳定,没有直接使用价值。通过拉伸和热定型,可使纤维的大分子取向和结晶,形成一定的物理机械性能,满足织造和服用的需求[1]。
全拉伸丝(Fully Drawn Yarn,FDY)也叫纺丝拉伸一步法,顾名思义,就是纺丝和拉伸一步完成,所以拉伸工艺是FDY长丝的主要特点。目前,FDY长丝最常用的是热辊拉伸,热辊一般为两个,通常被称为GR1和GR2。GR1的速度为纺丝速度,温度为拉伸温度,从喷丝头到GR1的拉伸被称为喷丝头拉伸;GR2的速度为拉伸速度,温度为定型温度,从GR1到GR2的拉伸被称为热辊拉伸、后拉伸或名义拉伸。由于异形截面的比表面积比圆形截面大,在相同的冷却条件下,异形截面丝条冷却成型速度快、空气摩擦阻力大、卷绕张力大,在拉伸时,由于伸度低,且在应力-应变曲线上的屈服点高,自然拉伸的平台区短,拉伸性能不佳,易出现毛丝和断头[1]。
2.2.1 喷丝头拉伸对毛丝的影响
在相同的卷绕速度下,计量泵吐出量取决于喷丝头挤出速度,喷丝头拉伸倍数取决于GR1的速度。不同DPF、不同异形截面的产品对喷丝头拉伸的要求不同,如表1~2所示。

表1 167 dtex/192 f“一”字异形FDY产品
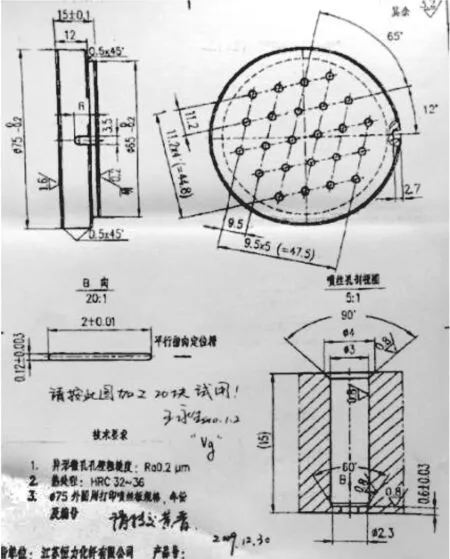
图2 “一”字喷丝板
由表1可以看出,对于孔数较多的粗旦“一”字异形FDY产品,减小喷丝头拉伸倍数可以得到较好的外观,但若GR1速度过慢,会因热辊拉伸过大,导致丝路上产生较多毛丝,产品的断裂伸长率降低,即使卷绕筒子外观没有出现毛丝,产品依然存在毛丝隐患,在后道加工时易出现毛丝、断头多的情况。
由表2可以看出,对于异形度较难做到的72孔“三叶”异形FDY产品,情况相反,只有尽量加大喷丝头拉伸倍数,才能得到较好的外观。同样,过大的喷丝头拉伸倍数会使热辊拉伸过小,产品的断裂伸长率过高,后道加工困难。

表2 83 dtex/72 f“三叶”异形FDY产品
因此,在实际生产中,选择合适的喷丝头拉伸倍数的同时,还要兼顾丝路和物性。
2.2.2 热辊拉伸对毛丝的影响
由于热辊拉伸是GR2与GR1之间的拉伸,而GR1速度又影响着喷丝头拉伸,热辊拉伸一般通过选择不同的卷绕速度来实现。在相同的拉伸比下,一般慢速卷绕得到的断裂伸长率比快速卷绕高,所以,在减速时,为了保持差不多的断裂伸长率,都要适当加大后拉伸倍数。如果减速前的断裂伸长率较低,也可以通过减速来适当提高,如表3~4所示。
由表3和表4可以看出,对于外观不好的产品,减速可以在一定程度上改善这一状况,不过减速意味着生产效率降低、生产成本增加,所以在选择拉伸工艺时,要兼顾作业性和生产效率。

表3 83 dtex/36 f“△”异形FDY产品试验

表4 83 dtex/72 f“三叶”异形FDY产品试验
2.3 油嘴对毛丝的影响
2.3.1 油嘴型号对毛丝的影响
一般针对单丝纤度大的半消光品种,选用JTC小油嘴能获得较好的上油效果。这是因为JTC小油嘴(图3)的出油口为“□”型,丝束可以很好地分布其上,达到比较均匀的上油效果;常用的汤浅大油嘴(图4)出油口为“○”型,丝条集束效果好,但对单丝而言,不如JTC小油嘴上油均匀。
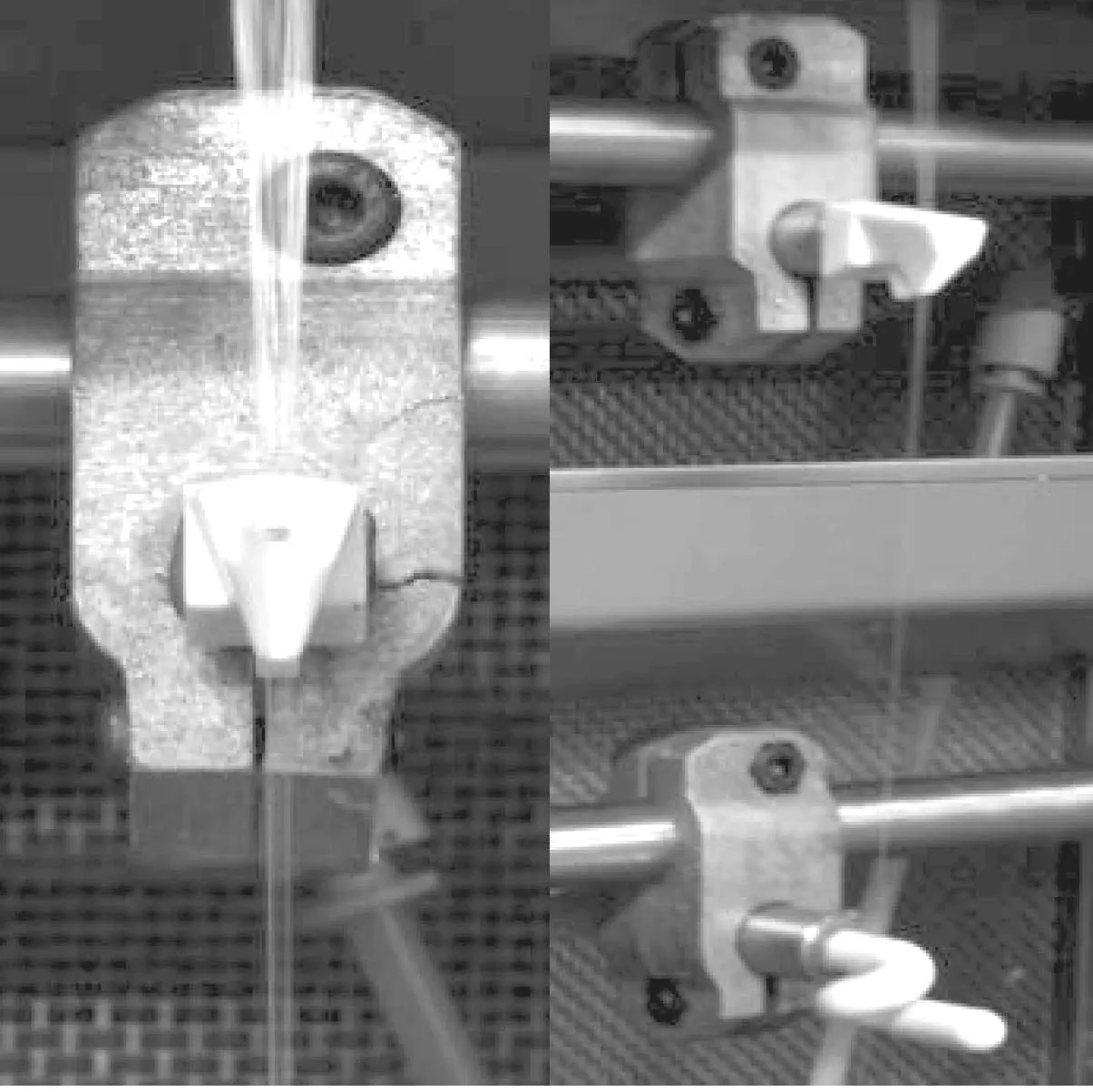
图3 JTC小油嘴
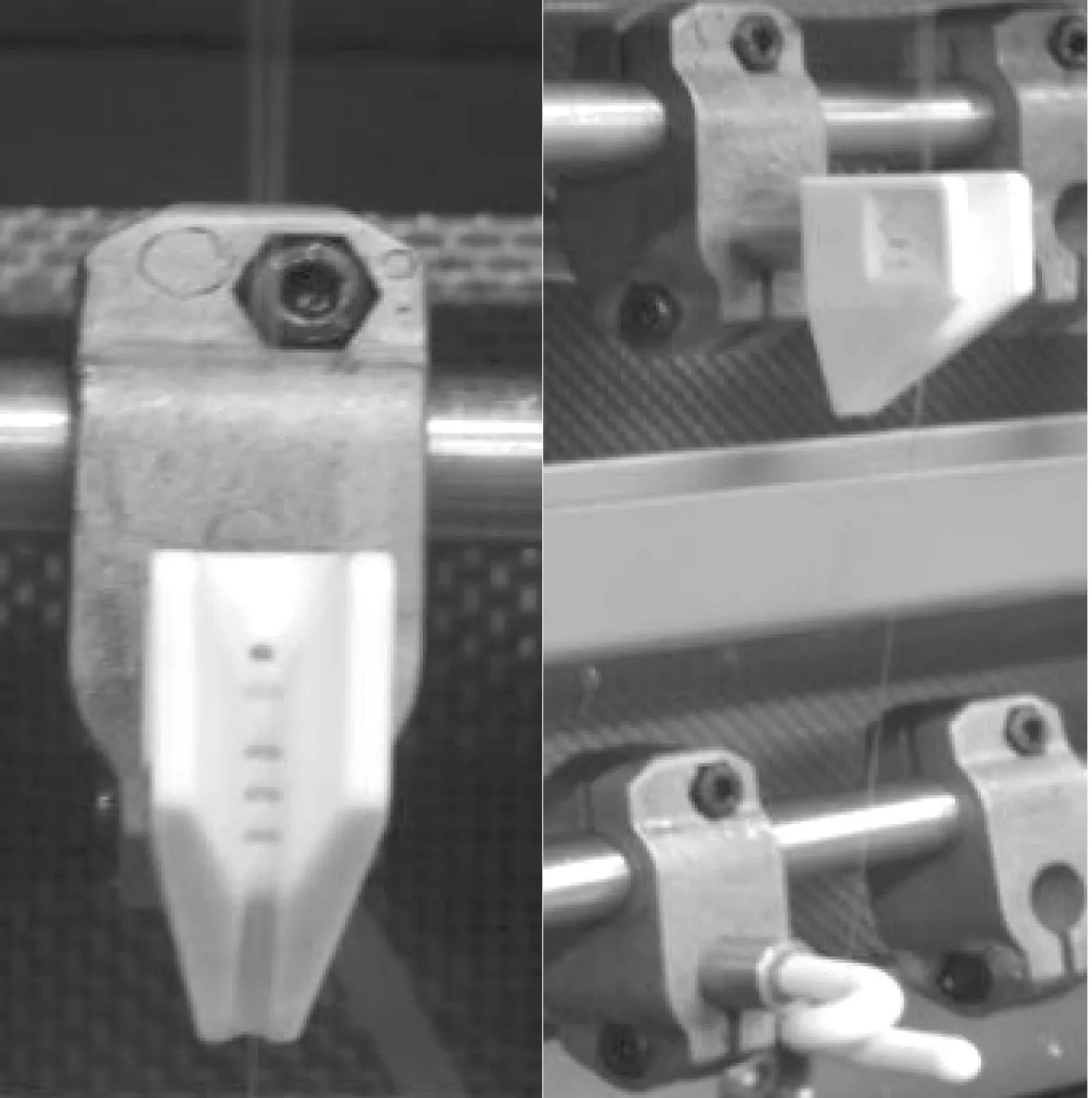
图4 汤浅大油嘴
对于亮光异形丝而言,油嘴对产品外观的影响很大。在实际生产中,55 dtex/36 f三角丝、53 dtex/36 f三角丝和55 dtex/72 f三叶丝的数据如表5~6所示。
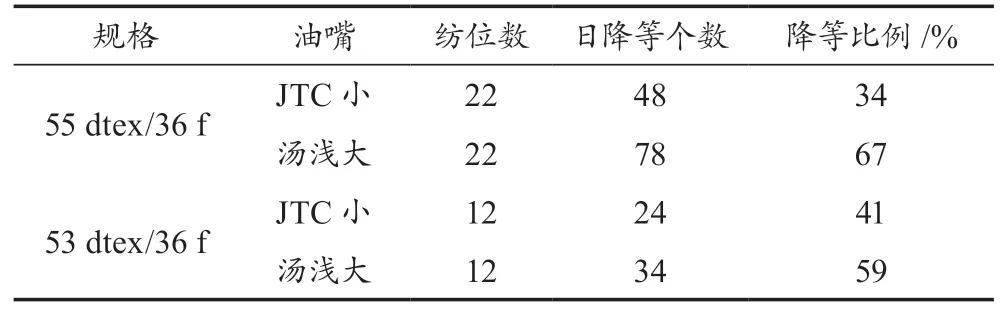
表5 三角丝
从表5和表6可以看出,对大有光异形丝而言,JTC小油嘴外观优于汤浅大油嘴。
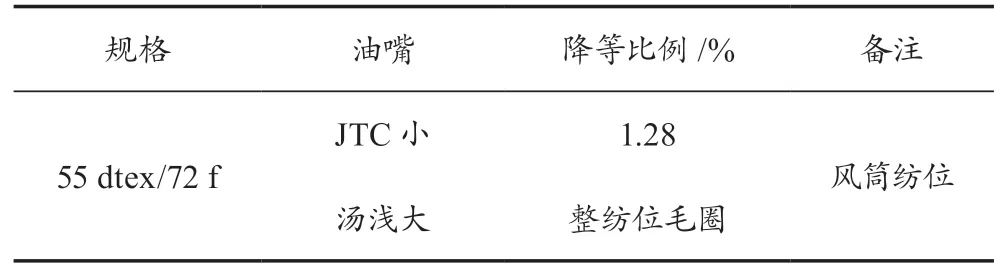
表6 三叶丝
2.3.2 油嘴角度对毛丝的影响
调整油嘴角度也是为了使丝束上油充分、均匀。除了左右调整使丝束处在出油口的中心部位外,上下角度的调整对单丝纤度大的品种尤为重要,向下倾斜角度大,对半消光产品而言,在油嘴上易产生白粉(与油剂种类有关,如HL100油剂的POY-FDY纺位的汤浅大油嘴)。对大有光产品而言,油嘴出油孔上部易被摩黑(如HL82油剂的JTC小油嘴);下倾斜角度小,丝条不能获得良好的上油效果,某些附着性差的油剂易飞溅(如HL82)。通过试验发现,一般情况下,油嘴下倾角度在2°~3°时,可以获得良好的上油效果,丝路上的刮油和挂毛明显减少。
2.4 油剂对毛丝的影响
油剂主要起润滑、集束、消除静电的作用,在纤维上还具有附着性、耐热性、对导丝等部件的耐摩擦性。
FDY产品,尤其是异形有光FDY产品,对油剂的要求有:(1)润湿性优良,飞溅少,集束性优良;(2)导丝瓷件(包括主预网络)上的白粉、絮状物等较少,耐摩擦性优良;(3)热辊结焦、发烟较少;(4)丝路毛丝、丝饼毛丝、丝饼成形好。
2.4.1 不同油剂对毛丝的影响
江苏恒力化纤股份有限公司的亮光丝使用的主要油剂有HL82(德国双S)、HL106(日本竹本)两种。就外观而言,HL106优于HL82。55 dtex/36 f三角亮光丝油剂试验结果如表7所示。

表7 55 dtex/36 f三角亮光丝油剂试验
观察现场使用情况,HL106(日本竹本)相较于HL82(德国双S),有着良好的乳液附着性和良好的耐热性,低发烟,低结焦。
2.4.2 含油率对毛丝的影响
油轮纺位,当含油率较低时,油膜厚度和强度不够,高摩擦和高倍拉伸会产生较多毛丝;当含油率超过1.5%时,流体润滑十分明显,丝条运行的阻力增加,毛丝增多。当含油率为1.0%~1.5%时,丝路毛丝最少。
与油轮上油相比,油嘴上油的含油率超过1.3%后,丝路毛丝明显增多,原因是当流体润滑严重时,丝条速度越快,运行阻力增幅越大,毛丝增幅更大,从丝路毛丝的角度看,含油率以低于1.3%为宜。
2.5 冷却送风对毛丝的影响
由于异形截面丝条的比表面积比圆形截面大,在相同的冷却条件下,冷却成形速度快,熔体细流的凝固点上移。一般来讲,减缓冷却风风速,降低冷却速率,会对毛丝和断头有所改善;但风速过慢,丝条冷却过慢,会由于熔体细流表面张力的作用,使异形截面呈现变为圆形的趋势,所以冷却风风速不能太慢[1]。
油架高度也就是丝条集束位置,分垂直方向和水平方向两方面。由于纤维一般为复丝,集束位置的改变必将影响单丝间的相互汇集情况。在垂直方向上,纤维的冷却情况不同,集束位置越往下,丝条的冷却情况越好;在水平方向上,当与侧吹风网的距离逐渐增大时,丝条的倾斜角度随之增大,在卷绕牵引力的作用下,沿丝条上的分力减小,并且倾斜的丝条与横向侧吹风的夹角增大,导致冷却情况和丝条张力会变化。若距离过大,刚成形的丝条易在集束点附近被擦伤,形成毛丝,且由于纺丝张力低,易受其他因素的干扰,而且对生头投丝操作也造成了困难;若距离过小,丝条在吹风窗内会受到侧吹风的横向作用力,使纺丝线变成弓形,对纺丝成形极为不利[1-3]。
2.6 实例分析
海宁德逸纺织有限公司用83 dtex/72 f三角或三叶的大有光FDY产品做拉毛沙发布类产品。江苏恒力化纤股份有限公司先后提供了批号1(三角)、批号2(三角)、批号3(三叶)3种不同品种的大有光FDY产品,客户使用效果如表8所示。

表8 3种不同品种的大有光FDY产品使用效果
在实际生产中,不加风筒的批号1与加风筒的批号2作业性无明显差别,但在后道使用中,加风筒的批号2毛丝、断头优于不加风筒的批号1,而异形度更好的三叶产品后道使用效果更好。
3 结论
(1)影响亮光异形FDY产品质量的主要问题是毛丝多,这就要求在设计和选择喷丝板时保证丝条的冷却效果,在日常检板时,避免喷丝孔内留有毛刺、毛细孔中心偏差大等异常喷丝板上机。
(2)根据不同规格、不同截面的产品选择合适的喷丝头拉伸和热辊拉伸工艺,可以得到较为理想的外观。
(3)选择合适的油嘴(如丝道较宽的JTC小油嘴)等导丝瓷件,调整好角度(如油嘴下倾2°~3°),选用合适的油剂(如竹本油剂)及上油率,可以改善毛丝情况。
(4)采用合适的冷却送风方式(如冷却要求高的加装风筒,孔数多的采用环吹冷却设备)及冷却位置,可以在一定程度上改善毛丝情况,且有利于后道织造。
猜你喜欢
教育实践与研究(2022年18期)2022-10-21
九江学院学报(自然科学版)(2022年2期)2022-07-02
环球时报(2018-04-27)2018-04-27
南都娱乐周刊(2017年11期)2017-07-28
纺织导报(2015年10期)2016-01-04
Coco薇(2015年1期)2015-08-13
纺织导报(2014年1期)2014-02-12
玩具(2009年10期)2009-11-04
个人电脑(2009年9期)2009-09-14
舒适广告(2008年9期)2008-09-22