
大型高压对辊成型机智能控制
2021-10-25 07:19马海军雷久刚马波望吴永强杜自彬
矿山机械 2021年10期
马海军,雷久刚,马波望,吴永强,周 威,杜自彬
1洛阳矿山机械工程设计研究院有限责任公司 河南洛阳 471039
2矿山重型装备国家重点实验室 河南洛阳 471039
3长沙有色冶金设计研究院有限公司 湖南长沙 410019
4厦门科拓通讯技术股份有限公司 福建厦门 361000
近年来,高压对辊成型机的应用越来越广泛,尤其是在褐煤成型领域。而大型高压对辊成型机在负荷运行中其自动化控制是一个难点,需要同时满足成型机运行稳定和型煤质量稳定。高压对辊成型机运行稳定包括各运转件、各电动机和各液压缸压力的稳定、各轴承温度和各辅助设备运转正常,可以通过自动化控制操作实现电动机电流和液压缸压力的稳定。但遗憾的是,目前对大型高压对辊成型机而言还没有一个能实际应用的自动化控制方法。究其原因,大型高压对辊成型机的自动化控制操作需要同时满足以下条件:主电动机电流、左螺旋电动机及右螺旋电动机电流需稳定在一个安全的控制范围内,2 个液压缸的压力差需稳定在一个控制范围内,两辊缝之差值需稳定在一定控制范围内。型煤质量稳定可以通过控制下料量和挤压力来实现,转化到自动化控制操作中即通过控制辊缝和液压缸压力来实现。截止目前,用于大型高压对辊成型机的智能自动化控制方式还未见到相关报道。
1 大型高压对辊成型机
大型高压对辊成型机如图 1 所示,主要由主电动机、减速器、机架、挤压辊、液压系统及给料机组成。给料机上端分别配置有左右螺旋电动机,主电动机通过减速器为成型机提供动力,减速器为双输出结构且作用是实现 2 个挤压辊的同步运行,减速器的一个输出轴刚性联接固定挤压辊,减速器的另一个输出轴柔性联接活动挤压辊,2 个液压缸作用于活动挤压辊左右两轴承座,并在运行中给固定挤压辊及物料实施挤压力,并保持挤压辊受力及下料均匀,给料机位于两挤压辊上方并给物料一个预压力[1-2]。

图1 大型高压对辊成型机Fig.1 Large high-pressure roll forming machine
笔者提供了一种用于大型高压对辊成型机自动化智能控制方法,该方法通过调整左右螺旋电动机的转速来实现大型高压对辊成型机运行平稳,并通过调整主电动机电流、左右螺旋电动机电流、2 个液压缸压差使挤压辊两端辊缝之间的差值稳定在一定的范围。
2 自动化智能控制
自动化智能控制逻辑如图 2 所示[3]。由图 2 可知,当大型高压对辊成型机进入自动模式控制时,所有控制技术参数均能被读取,当空载启动主电动机,主电动机电流稳定时,给料机才能进行下料。自动模式控制下,当左、右螺旋电动机的电流超过设定电流时,则说明给料机的下料不畅即下料速度过快,此时应降低左、右螺旋电动机的转速;当左、右螺旋电动机的电流不超标即下料顺畅,则说明给料机运行正常。
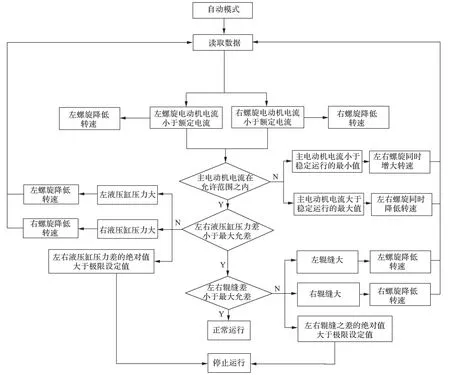
图2 自动化智能控制逻辑Fig.2 Logic of automatic intelligent control
当加载稳定运行时,主电动机电流介于额定电流的 30%~90%。如果主电动机电流小于稳定运行的最小值且大于空载电流时,应同时增加左、右螺旋电动机的转速以提高给料量;如果主电动机电流大于稳定运行的最大值且小于额定电流时,则说明两挤压辊之间的给料较多,此时应同时减少左、右螺旋电动机的转速以减少给料量;如果主电动机电流大于额定电流则说明两挤压辊之间的给料极多并超过主电动机的额定承受能力,此时应同时大幅度减少左、右螺旋电动机的转速以减少给料量,并达到保护主电动机不过载的目的。
如果左、右两侧液压缸压力差大于 2 MPa 时,则说明挤压辊间给料不均,此时应减少相对应一侧螺旋电动机的转速以降低给料量,以此来平衡挤压辊间的料压;如果左、右两侧液压缸压力差大于 5 MPa 时,应紧急停止运行。
当左、右两侧辊缝差大于 50 mm 时,说明左、右两侧给料不均且会影响辊压效果,此时应减少对应侧螺旋电动机的转速以平衡挤压辊间的物料;如果左、右两侧辊缝差大于极限设定 80 mm 时,应紧急停止运行。
在自动模式控制下,上述几种控制方式始终处于即时反馈和即时对应调整状态,从而实现动态平衡控制,以此完成对大型高压对辊成型机的自动化智能控制。
3 应用实例
3.1 自动纠偏实时控制
辊缝自动纠偏程序设计如图 3 所示。辊缝与预压螺旋自动纠偏的程序可以实现大型高压对辊成型机辊缝与左右预压螺旋电动机转速的实时控制,通过智能控制自动纠偏可使其辊缝始终处于合理的运行区间,实现辊缝与预压螺旋频率的闭环控制,同时减少因物料的频繁变化对设备的冲击,从而提高大型高压对辊成型机的达产达标率以及运转率[4]。
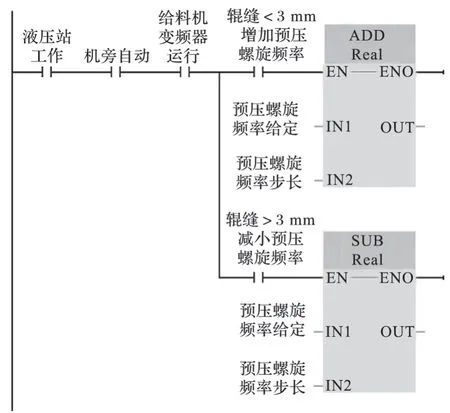
图3 辊缝自动纠偏程序设计Fig.3 Automatic deviation correction program for roll gap
大型高压对辊成型机的进料预压螺旋、辊缝以及液压缸压力是相互影响又相互制约的,其中左右两侧预压螺旋的运行频率直接反映在物料上,而物料受力后直接作用于挤压辊,然后通过机架施加在液压缸上,液压系统受作用力后,通过参数设置,液压压力会升高或降低,进而影响辊缝增大或减小。
3.2 人机交换
高压对辊成型机 HMI 人机接口的监控和操作画面如图 4、5 所示。由图 4 可以更直观的监控高压对辊成型机系统每个设备的运行状况,并对相应的设备进行操作,还可以根据实时数据判断和分析设备运行状况是否良好。实践证明此种大型高压对辊成型机智能自动化控制方法可以使高压对辊成型机在带负荷运行中实现自我调整,进而达到高压对辊成型机在设定参数下稳定运行。当左右螺旋电动机的转速提高后会增加两挤压辊之间的给料量,进而撑开挤压辊使其辊缝增加,由于液压油路中的 2 个液压缸设有单向阀,因此辊缝的增加导致挤压力变大,此时连续给料对挤压辊的反作用力也相应增加,进而使得主电动机的转矩会相应增大并使主电动机电流提高,通过自动化智能控制可以使大型高压对辊成型机压力和辊缝处于合理的运行区间。
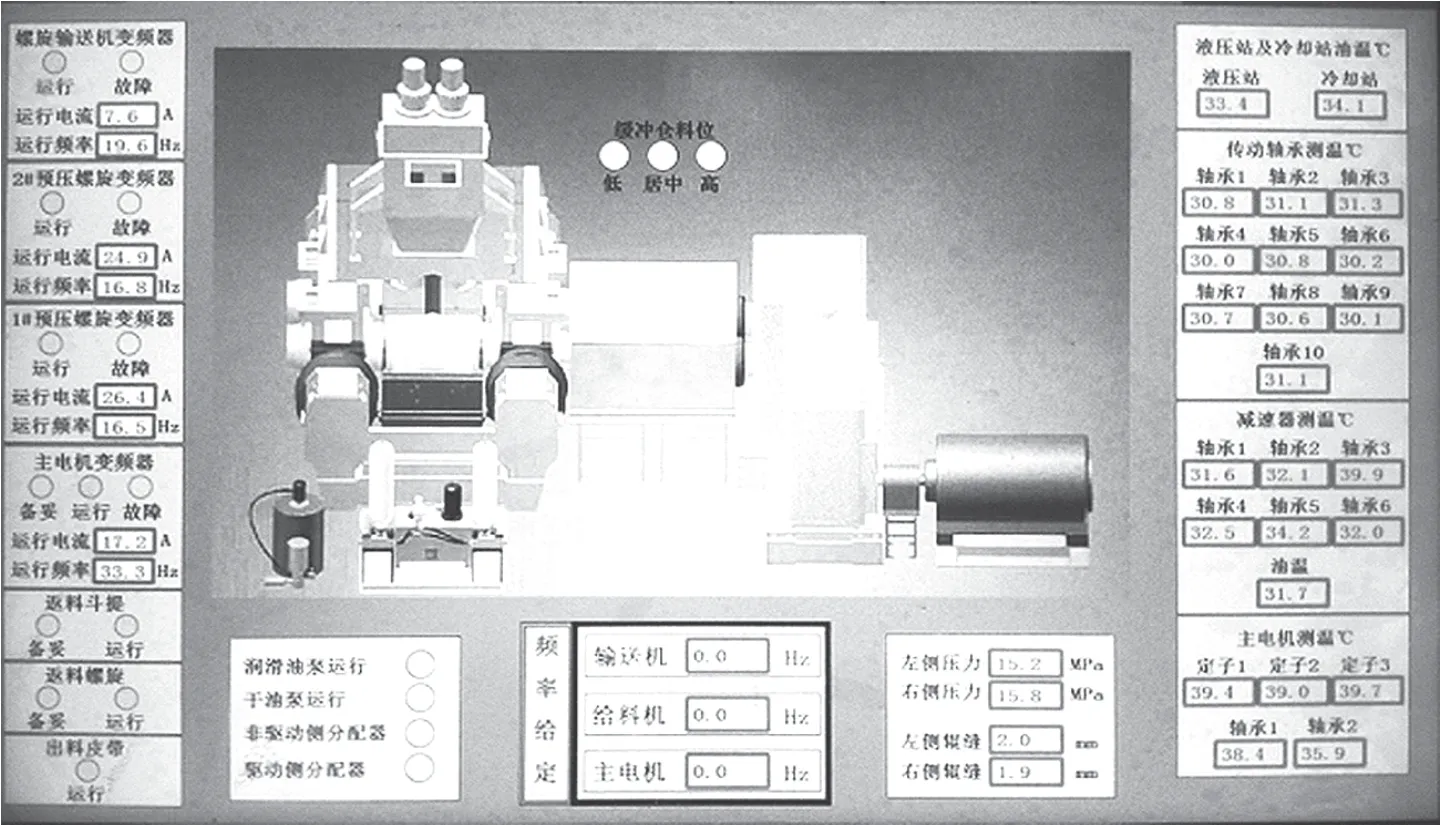
图4 高压对辊成型机监控画面Fig.4 Monitoring screen of high-pressure roll forming machine
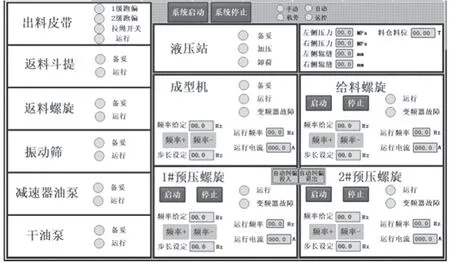
图5 高压对辊成型机操作界面Fig.6 Operation interface of high-pressure roll forming machine
4 结语
大型高压对辊成型机智能自动化控制系统安全可靠,具有自动保护功能,在自动化智能控制程序中,各种技术参数都可以提前设定或在线更改,便于根据不同的物料性质设定相应的技术参数,有利于提高生产效率、保证产品质量。该控制方法为相关企业的设计和技术人员提供了一种新的控制思路。
猜你喜欢
现代仪器与医疗(2022年2期)2022-08-11
大电机技术(2022年3期)2022-08-06
防爆电机(2022年3期)2022-06-17
鞍钢技术(2022年3期)2022-06-12
科技创新与应用(2022年14期)2022-06-02
中国典型病例大全(2022年13期)2022-05-10
中国典型病例大全(2022年9期)2022-04-19
科技与创新(2018年9期)2018-05-07
中国高新技术企业(2017年11期)2017-07-08
军事文摘·科学少年(2017年2期)2017-04-26
