
空调器前面板注塑成型工艺及模具设计
2021-10-26 07:16洪慎章
橡塑技术与装备 2021年20期
洪慎章
(上海交通大学塑性成形技术与装备研究院,上海 200030)
空调器是提供冷或热空气的装置,给人们在夏天及冬天得到舒适的感觉,其中一个关键的零件就是该装置的前面板,其形状和尺寸是随着人们的需求不断更新,因此该塑件要求有足够的强度和刚度,外形要求表面光滑,造形美观。原该零件是采用热固性塑料,如尿甲醛塑料(UF),成型工艺采用压塑成型技术,该工艺已不能满足市场的要求,且质量也不能保证。随着现代加工技术的更新,应选用注射成型技术,该工艺不仅生产率高,而能保证塑件质量,如外形尺寸,表面光滑等。
1 塑件结构特点及工艺分析
1.1 塑件结构分析
前面板的形状及尺寸如图 1 所示。根据该塑件的使用要求 需具有一定的结构强度,还要有不高的表面粗糙度。组装时,该前面板两侧园轴通过压入式压进,所以应保证一定的装配精度。
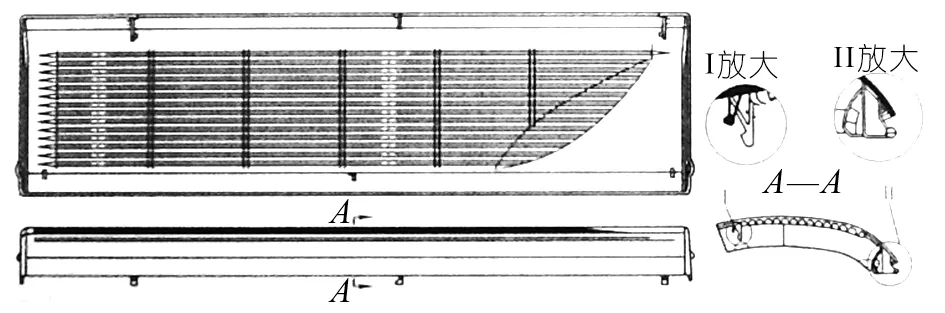
图1 空调器前面板注塑件
1.2 塑件成型工艺分析
根据塑件的功能和结构,选用塑料ABS (丙烯腈—丁二烯—笨乙烯共聚物),中等批量生产。塑件厚度不等,1.4~1.8 mm, 公差按塑件工差标准 GB/T14486--2008 中的MT3选取。模具成型零件工作尺寸的制造精度为IT8级,脱模斜度:塑件外表面 1020,,塑件内表面 40,。
2 注塑机设备的选用及技术参数
注塑机按设备外形特征有3种:卧式,立式及直角式,对本制件应选用卧式注塑机。
注塑机设备大小可按注塑件的重量大小选用,但还需考虑注塑模架尺寸的大小,这样,将选择注塑机的规格。对本制件可选用SZ-6300/1000。
设备的主要技术参数见表 1。
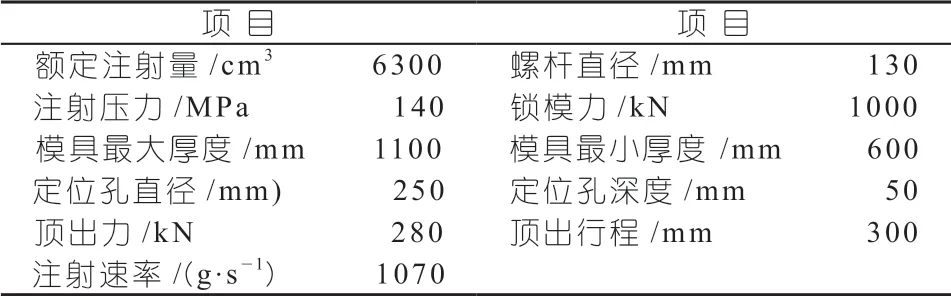
表1 注塑机主要技术参数
3 注塑成型工艺条件
注塑成型具有三大工艺条件,即温度,压力和时间,此外,还有用料量与合模力等条件。
各种工艺温度的选用,见表2。
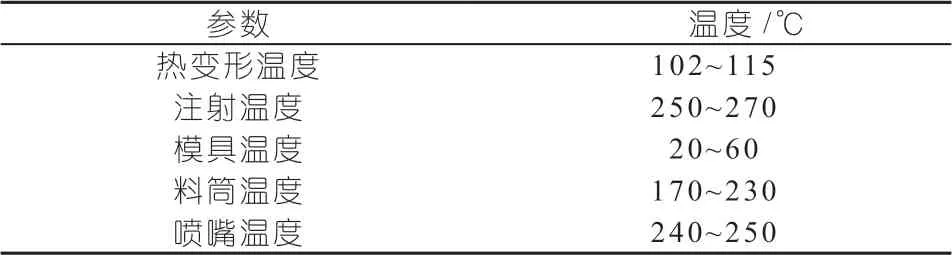
表2 ABS塑料的各种工艺温度
4 注射成型模具结构设计
4.1 型腔数目确定和分型面选择
型腔数目应根据塑件尺寸的大小和精度等级灵活确定。零件尺寸大的应采用一模一腔的结构形式。本空调器前面板采用一模一腔的斜推出抽芯机构。
分型面是决定模具结构形式的重要因素,它与模具的整体结构和模具的制造工艺密切相关,并且直接影响塑料熔体的流动性及塑件的脱模。根据分型面设计的原则,需设置在该塑件的最大尺寸处,且呈弧形面。
4.2 浇口设计
浇口采用潜伏式小扇形浇口。考虑到制件面积较大,为防止制件成型后发生翘曲变形,选用多浇口平衡进料式流道。还需考虑容易制造及方便组装等
空调器前面板注塑模具结构如图2所示。
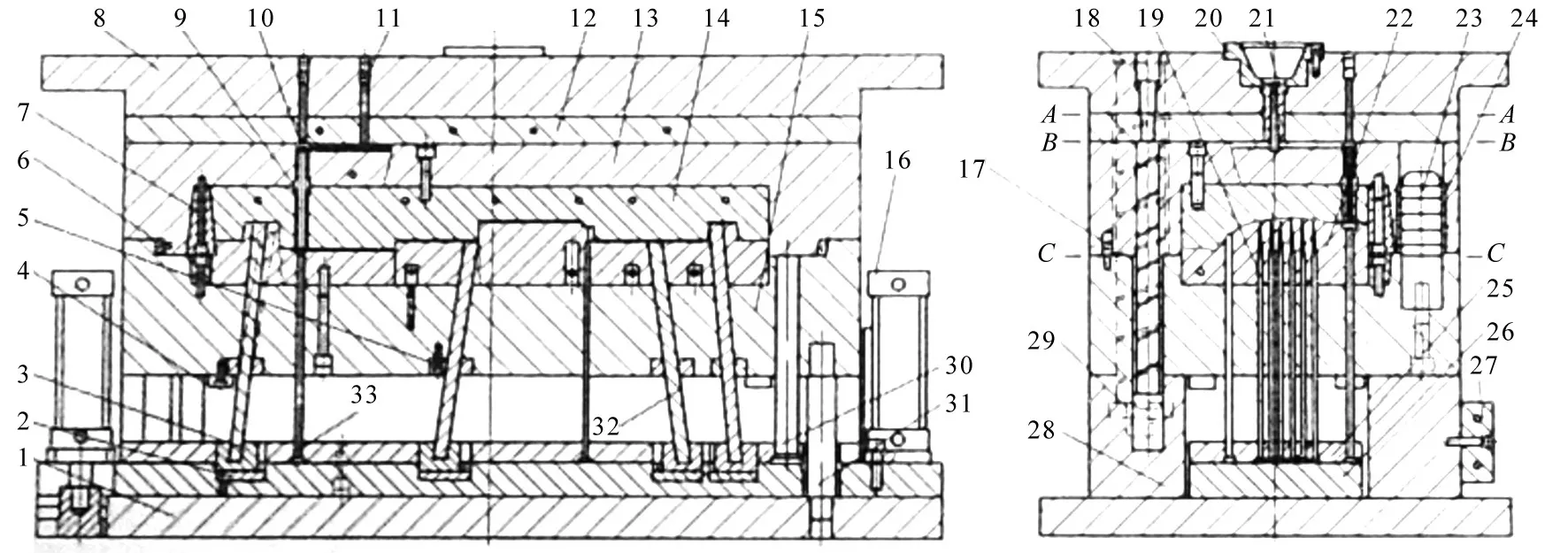
图2 前面板注塑模具结构
4.3 模具工作过程
开模时动模下行,首先从A—A面先分开,浇口套21内的凝料与浇口套分开;当小拉杆18的凸肩与定模座板8相碰时,B—B面分开;流道内凝料在拉料钉11的拉力作用下与直流道套9分开,随脱料板12一起,此时动模通过拉模器17带动定模继续下;当大拉杆29下部的凸肩与定模固定板13 相碰时,C—C面分开(即动定模分开);在塑件包紧动模芯的包紧力作用下,塑件随着动模芯继续向下运动;当运动到一定距离时,动模停止运动,液压缸16 带动推板上行,推板通过推杆固定板推动推杆33 上行,当液压缸上附属的行程板碰到上行程开关时,液压缸停止上行,此时取出制件与流道内凝料。
模具合模时,液压缸带动推板下行,推板通过推杆固定板带动推杆下行。当液压缸上附属的行程板碰到下行程开关时,液压缸停止下行。此时所有推杆复位,动模上行至C—C面与定模合模,动模继续上行,B—B面及A—A面相继结合,结束合模。开始下一个工作循环过程。
4.4 模具材料及热处理技术要求
模具的使用寿命除了取决于模具的结构设计及其使用与维护情况外,最根本的问题是制模材料的基本性能是否和模具的加工要求与使用条件相适应。因此,根据模具的结构和使用情况,合理选择塑料成型模具的材料,是模具设计人员的重要任务之一,也是塑料成型模具设计和制造的关键问题,它对提高模具寿命,降低成本,提高制件质量有着重要的意义。
空调器前面板注射模主要零件的材料及热处理硬度如表3所示。

表3 模具主要零件的材料及热处理硬度
5 结束语
该模具结构设计合理,紧凑,塑件出模顺畅,塑件质量完全符合技术要求。并对其它大型复杂类似的注塑件有较大的启发作用,是符合多,快,好,省的生产方向,能显著提升企业的竞争力。

猜你喜欢
橡塑技术与装备(2022年10期)2022-10-03
家电科技(2021年6期)2022-01-10
电脑报(2021年21期)2021-08-19
电脑报(2019年28期)2019-09-10
电脑报(2019年29期)2019-09-10
橡塑技术与装备(2018年14期)2018-07-20
橡塑技术与装备(2018年10期)2018-05-18
橡塑技术与装备(2018年10期)2018-05-18
电子制作(2017年17期)2017-12-18
农村青少年科学探究(2017年6期)2017-09-11
