
光学级双向拉伸聚酯薄膜点状弊病分析研究
2021-10-26 07:16王辉鲍时萍孙晶晶高青杨永宽
橡塑技术与装备 2021年20期
王辉, 鲍时萍, 孙晶晶, 高青, 杨永宽
(1.昆山乐凯锦富光电科技有限公司,江苏 昆山 215300;2.合肥乐凯科技产业有限公司,安徽 合肥 230012)
0 引言
双向拉伸聚酯薄膜(BOPET)于20世纪50年代实现产业化生产,因其优异的机械性能和尺寸稳定性、良好的耐候性和耐化学腐蚀性、高绝缘特性以及高透光率等特性,被广泛应用于包装、电器、感光材料等领域[1]。随着平板显示产业,特别是液晶显示产业(LCD)的快速发展,高端光学级聚酯薄膜(如:棱镜膜基膜、扩散膜基膜、ITO导电膜基膜、触控屏用基膜、偏光片保护基膜、OCA光学胶保护基膜、替代TAC的偏光片用膜等)被广泛应用于液晶电视、平板电脑、手机等产品[2]。基于显示产品的特殊性,光学级聚酯薄膜除了要具备高透光率、低雾度、高清晰度等光学特性,同时还要具备优异的表观质量,常见表观质量问题可归纳为条道、气泡点、晶点、划伤、卷边、皱折、静电痕、凝胶点等近20项[3],在生产实践中,针对具体问题的解决措施也有比较详细的研究[4]。
本文针对影响光学级聚酯薄膜质量的点状弊病进行分析和讨论。
1 实验部分
1.1 聚酯薄膜样品
型号FG22-188,合肥乐凯生产。
1.2 实验仪器
偏光显微镜、扫描电镜、阿贝比较仪、能谱仪
1.3 实验方法
(1) 取FG22型聚酯薄膜卷样,在检验室卤素灯下目视查找点状弊病做好标记,然后将弊病样品裁剪成5 cm×5 cm的试样待测。
(2) 在偏光显微镜下观察弊病形态,结合阿贝比较仪测量弊病外形尺寸,初步将发现的点状弊病归纳为压痕、表皮点、 纤维状点、气泡点、聚集点等。
(3) 针对聚集点,通过扫面电镜进一步观察其微观结构,借助能谱仪进行元素分析,重点对聚集点进行分类研究。
2 结果与讨论
2.1 压痕、表皮点、纤维状点和气泡点结果分析
压痕、表皮点、纤维状点和气泡点结果分析见表1。

表1 不同弊病结果分析表
2.2 聚集点结果分析
(1)杂质点
聚酯薄膜生产过程中,从聚酯切片等原料到熔融、挤出、拉伸、干燥等各工艺环节,均有可能引入杂质,从能谱分析可知其含有的元素为钙、钠、钾、氯、碳、氧等,可以推断这类杂质的组成以无机盐为主。

图1 杂质点偏光显微镜、电镜、能谱图片
(2)凝胶点
通过偏光显微镜和阿贝比较仪观察,这类点子的颜色有偏黄色和黑色;能谱仪分析可知其主要元素组成为碳和氧。
聚酯树脂形成凝胶的主要原因是氧化,在聚酯薄膜生产过程中,干燥、熔融、挤出等各环节的高温导致聚酯的氧化降解,再交联成网状树脂,随着氧化程度的加深,凝胶点可形成黄色直至黑色炭黑点[5]。
聚酯的降解按照自由基机理进行,降解产物主要有以下几种典型结构:
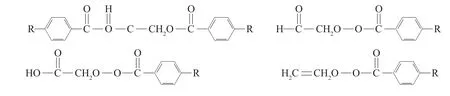
凝胶是由降解产物的自由基交联反应得到的网状 聚酯,典型结构如下所示:


图2 凝胶点偏光显微镜、电镜、能谱图片
(3) 二氧化硅(SiO2)聚集点
合成二氧化硅因其高透明度等特性,是光学级聚酯薄膜生产过程中理想的开口剂。纳米级二氧化硅在制备成母料的过程中,因表面能的作用聚集成微米级颗粒,具有多空隙、比表面积大、表面松软等特性[6],通过减少大分子链的缠绕从而解决了开口问题,同时降低了薄膜表面摩擦系数,提高了爽滑性。SiO2聚集点产生的原因可能是因为其自身表面能引起的,也可能是SiO2的亲水性导致在潮湿环境下产生聚集。
图3 二氧化硅偏光显微镜、电镜、能谱图片
3 结语
(1)借助偏光显微镜、阿贝比较仪、扫面电镜等仪器,对合肥乐凯的光学级聚酯薄膜的点状弊病进行了分析,得到了压痕、表皮点、纤维状点、气泡点、聚集点等典型样本。
(2)通过能谱仪,对典型样本进行元素分析研究,从而确定了点状弊病的元素组成,进一步确定了杂质点、凝胶点和二氧化硅聚集点的特征。
(3)对杂质点、凝胶点和二氧化硅聚集点的成因进行了初步分析,为解决这类问题提供了依据。
猜你喜欢
包装工程(2022年5期)2022-03-21
中国土壤与肥料(2021年5期)2021-12-02
世界科学技术-中医药现代化(2020年2期)2020-07-25
云南化工(2020年4期)2020-02-22
——微网状透光防炫目汽车前挡风玻璃膜的设计研究
发明与创新(2018年2期)2018-05-25
发明与创新·中学生(2018年1期)2018-02-02
信息记录材料(2016年4期)2016-03-11
中国塑料(2015年2期)2015-10-14
人间(2015年21期)2015-03-11
新疆农垦科技(2014年9期)2014-02-28
