
优化加长喷嘴的加热与温度控制
2021-10-26 07:16潘洪亮徐鹤吴晓峰
橡塑技术与装备 2021年20期
潘洪亮,徐鹤,吴晓峰
(德马格塑料机械(宁波)有限公司,浙江 宁波 315800)
0 背景
料筒加热系统是塑机塑化系统中关键的温度执行系统,喷嘴加热是这一系统中不可缺少的一环,近年来 ,塑料制品增长十分迅速,塑料品种的范围也飞速的增长,对于注塑机的塑化系统温度控制精度也提出了更加高的要求。同时, 模具的复杂化,促使注塑机的喷嘴多样化。采用现有的加长型直通式喷嘴时, 熔料在流经喷嘴头的过程中会有一部分热量通过喷嘴头散发,造成熔料的温度下降, 当熔料温度下降后其流动性会降低,影响了注塑性能,所以对于加长喷嘴需要一个加热装置,同时这个加热的温度需要一个精确的控制。精准的控制是高品质、高合格率的必备条件。
1 加热圈功率
料筒加热圈加热功率由加热圈的加热能力来决定,由于传递材料性能接近, 喷嘴的加热功率也可套用相同公式, 根据定义:

式中:NT——加热圈功率,kW;
AT——料筒加热表面的有效面积, cm2;
qT——加热圈单位面积上所提供的供热瓦数,W/cm2;与加热圈的结构及性能有关。
电阻加热圈:qT=3-3.5 W/cm2;
铸铝加热圈:qT=4-5 W/cm2;
陶瓷加热圈:qT=6-7 W/cm2;
云母加热圈:qT=2.5-3 W/cm2。
2 当前加长喷嘴的温度控制分析
现在普通采用的技术方案是在喷嘴头的外表面套一个弹簧加热圈,但弹簧加热圈只是简单的缠绕在喷嘴体外表面,但由于加热区域大,其加热圈的有效长度长, 所以对于距离远端的温度不能进行精确的控制。(对于弹簧加热圈的保护, 这里不作详细介绍)。
本文以不同的加长喷嘴为例, 进行实验测试。
图1中控制2为原有热电偶, 控制加热圈2(加热功率400 W)和弹簧加热圈1(加热功率920 W)的加热,监控点( 1 ,2)分别安装针式热电偶, 用于监测实际喷嘴位置的温度变化。设定喷嘴温度为200 ℃。喷嘴中, 控制1与控制2之间的距离是50 mm, 监控2与监控1之间的距离是25 mm 。

图1 一般加长喷嘴的加热方式
图2 分析, 加热8 min后,控制2达到温度设定值,此时二个加热圈不再加热。但由于加热圈1的加热滞后原因, 喷嘴前端仍然继续升温, 距离越远, 温差越大, 过高的温度, 可以使原料迅速降解,分解。此种设计,不利于热稳定性差的塑料。因此, 在这基础上, 增加一个温度控制,确保喷嘴头部的温度控制。

图2 单点温控的加热曲线
为此, 进行第二次测试,在图1中,增加一个控制1,控制1检测加热圈1温度,控制2检测加热圈2温度, 监控1 和2分别安装针式热电偶, 用于监测实际喷嘴位置的温度变化。设定相同的喷嘴温度为200 ℃,测试结果如图3。
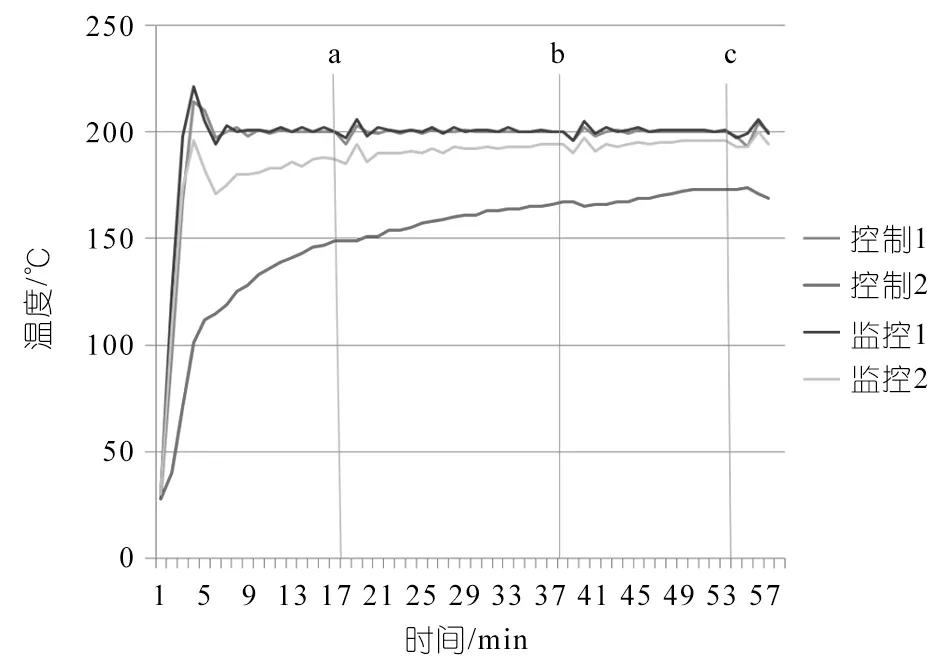
图3 多点温控的加热曲线
图3分析,由于控制1 的加入,使喷嘴头部的温度非常接近与设定温度,温度变化也基本平稳,但由于喷嘴的结构原因,加热圈2 与控制2中有螺纹连接部分,传热性能差,升温缓慢,加热圈1与控制1是直接表面接触,升温速度快。在加温过程中, 加热圈1的高温已经严重影响了控制2对于加热圈 2的升温判断,错误的判断加热圈2的升温速率,由于这种错误的升温速率与机器设定时的校正升温速率有巨大差异, 使机器控制系统判断为加热发生故障,在17 min后,启动断电保护。在进行强制供电后,在38 min后,机器再次启动断电保护,在控制2仍未到设定温度情况下,再次进行强制供电,由于二者升温速率的差异, 机器又一次报警断电。此种设计,不利于机器的正常运行。
3 优化后加长喷嘴的加热与温度控制
根据以上二个测试结果, 对于加长喷嘴的加热装置做了优化:
(1)减小加热圈1的功率,(也可加大加热圈2的功率,在这里 由于加热圈2的形状特定,加大后的效果不太明显,故不采用加大方案)使加热圈在加热过程中的升温速率减小, 尽量避免二个加热圈由于升温速率过大,而出现机器报警的现象。
(2)增加温度控制1和2之间的距离,尽量避免加热圈1的高温影响控制2。
图4分析, 在图1测试的基础上优化:
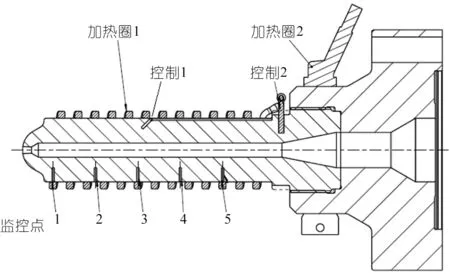
图4 优化后的加长喷嘴的加热示意图
(1)根据加热功率公式,计算出:

加热圈1功率取整数为1 500 W。

加热圈2功率取整数为400 W
(2)增大温控1与2之间的距离,零件实际控制1与控制2之间的距离是92 mm, 监控2与监控1之间的距离是25 mm.设定喷嘴温度为200 ℃。
图5分析,优化后的控制1能基本控制加热圈1的温度变化,由于控制1距离控制2较远, 监控点5的温度显示明显偏低,即加热圈1的温度对控制2的干涉较小, 所以机器在升温过程中, 未发现有机器报警并断电现象,总体温度偏差不大。

图5 优化后的加热曲线
4 结论
(1)二个加热圈的功率不宜差距过大,功率大的加热圈可取较小的qT为单位面积上的加热功率,尽量使它们升温速率接近。
(2)为避免二段控制热电偶互相干涉, 它们之间的间距要超过70mm。
猜你喜欢
舰船科学技术(2022年20期)2022-11-28
防爆电机(2020年3期)2020-11-06
电子制作(2019年19期)2019-11-23
山东冶金(2019年5期)2019-11-16
重型机械(2019年3期)2019-08-27
电子制作(2019年14期)2019-08-20
制造技术与机床(2017年3期)2017-06-23
电子制作(2016年21期)2016-05-17
电测与仪表(2015年10期)2015-04-09
现代冶金(2015年4期)2015-02-06
