均质炉金属温度控制的影响因素及控制方法
2021-10-31 08:52张博健丁新丽董恒峰刘鹏飞
世界有色金属 2021年8期
张博健,丁新丽,董恒峰,刘鹏飞
(新疆众和股份有限公司,新疆 乌鲁木齐 830013)
有色金属是国民经济发展的基础材料,航空、航天、机械制造、电力、通讯、建筑、家电等绝大部分行业都以有色金属材料为生产基础[1]。铝是强度低、塑性好的金属,在铝中加入合金元素,就能使其组织结构和性能发生改变,适应作各种加工材或铸造零件[2]。目前铝合金是应用最多的合金。铝合金元素不同,其应用场合也有所不同,加工工艺也有所不同。多数铝合金材料需要经过热处理,才能提高其力学性能,耐腐蚀性能,加工性能及稳定性。随着社会发展速度增快,对材料的性能要求越来越严格,因此,对合金热处理工艺有了更高的标准及要求,这就要求热处理铝合金过程中的温度的控制极其重要。
1 均质炉的组成以及功能
20T均质炉主要组成有炉体钢结构(包含轨道)、热风循环系统、吹洗风机系统、炉门压紧装置、导流板、加热器、热电偶及料车料架。均质炉加热器顶置,共24只卡扣加热器,每区12只,通过侧置的2台循环风机对炉膛强制热风对流加热。主要均质的产品为直径370mm到630mm铝合金圆棒,圆棒最大长度为6m,满炉装料数量根据直径不同也有所不同。炉气最高温度为545℃,金属材料均热最高温度为510℃~520℃,炉膛保温均匀性为±3℃。均质的工艺设置参数为加热模式、炉气温度、加热时间、加热速率、风机转向和料温温度等。
均质的作用为消除圆铸棒内部应力及组织不均匀。因为在铸造铝合金圆棒过程中,熔炼好的铝液在一定工艺下,通过深井铸造系统,冷却铸造成各种规格的圆铸棒[3]。这会使铝棒内部有化学成分和组织有不均匀的现象,同时内部一般都存在着残余应力。为了消除铝棒的残余应力,消除铝棒化学成分和组织的不均匀,细化晶粒,进而改善铝合金圆棒加工工艺性以及制品的某些最终性能,这就要对铝棒进行均热处理,即均质。
2 影响金属温度均匀性的因素
为了满足客户对材料性能的要求,所以对炉内金属温度控制提出更高的要求,这就意味着,均热时金属的温度控制极其重要。
(1)测温装置误差的影响。均质炉炉气测温共有24只热电偶,每区12只,热电偶分别位于左右侧墙上。均热过程中,控制系统以侧墙的热电偶为基准对区域内的炉气进行加热,即测温装置的直接参与温度控制。在温度的控制直接影响产品的质量以及设备运行的安全性和经济型,对生产效率的提高和能耗的降低是至关重要的。测温仪器的不准确性,使实际炉气温度与监测温度出现偏差,区域之间升温速率不一,导致炉气均匀性变差。炉气均匀性与料温均匀性之间是因果关系,炉气均匀性的好坏直接影响到金属温度的均匀性。
(2)棒料摆放位置的影响。铝棒的摆放位置对炉内温度的均匀性也会产生影响。由于炉体的循环风机为侧置式,在加热过程中,热风通过侧置风机吹送至导流板,再由导流板将热风吹送至炉内各处,所以当铝棒摆放位置离侧墙越近时,热风导流变差,流通不畅,各点温度不同,导致金属温差变大,温度均匀性效果变差。
(3)导流板变形的影响。导流板是炉内热风循环的关键,导流板有厚度,材质的要求,安装有特定的角度。导流系统的合理设计和布置,可调节和改善炉膛气流的分布情况,提高炉膛内温度的均匀性,提高金属温度的均匀性[4]。反之,将对金属均匀性有很大的影响。
(4)炉门密封的影响。均质炉炉门压紧采用的是液压压紧的方式,炉门外部与炉体接触面为一圈密封石棉绳。炉门因为液压压紧泄压、压紧限位位置和炉门密封石棉绳破损、错位、脱落等问题造成炉门整体密封不严时,炉内热量从炉门溢出,与外界空气形成对流,保温加热效果变差,增大使用电量,并且严重影响到金属温度的均匀性。
(5)PID参数的影响。由于工业炉的控制是一个比较复杂的控制系统,炉气温度具有较大的惯性,并且温度上升具有滞后性,本身时间常数大,炉气温度变化较慢,普通的连续控制方式不能解决控制精度,非常容易产生炉气超温的现象[5]。因此现在普遍采用比例积分微分控制,即PID控制,由于其算法简单、鲁棒性好和可靠性高,被广泛应用在工业过程控制,但是由于各个参数选取须兼顾动态与静态性能置指标,PID参数的选取一直是个难题。不合适的PID的参数会造成加热过程中加热器反应速度滞后,加热功率忽大忽小,导致炉气温度性效果变差,造成炉气过温欠温现象,影响金属温度均匀性。
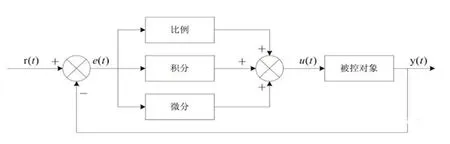
图1:PID控制结构图
3 控制方法与措施
(1)测温装置的控制方法。温度的测量是生产中一个重要的指标,其精度会影响整个系统的加热环节,所以应定期对测温仪器的准确性进行校正。一般为三个月对测温仪器定期检验一次,淘汰或修正不合格的热电偶。可以对热电偶采用1、热电动势补正法2、参考端温度补偿器法3、调仪表起始点法等方法来对修正误差。
(2)棒料摆放位置的控制方法。需依据实际生产经验,摸索出生产过程中能保证同一炉次金属均匀性最优的炉内铝棒摆放位置。根据铝合金棒牌号、直径及长度,制定出20T均质炉铝棒摆放位置的规范化、精细化和标准化的方法,进而提高炉内热风场导流能力,有效控制升温过程中各个铝棒的温度均匀性,将各个铝棒间的温差降到最低,确保均热后各方面性能到达要求。
(3)导流板变形的控制方法。依据炉体图纸,咨询设计工程师,分析论证导流板变形对炉内温度均匀性产生的影响,测量炉内导流风风量及风向,根据问题编制相应的技术解决方案。重新制作或加固导流板等。
(4)炉门密封的控制方法。检查液压系统的密封件,检查密封件有无质量问题,是否存在缺陷,检查密封件的选用是否满足工作压力、工作速度和温度等要求。检查液压系统的油液,油液是否被污染,加强污染源的控制,采用有效的过滤的措施和定期对油液质量检查[6]。调整炉门压紧限位,保证炉门压紧处炉门不漏风。每次炉次结束后,检查炉门密封石棉绳,发现错位、脱落和破损现象时,及时更换新密封石棉绳。
(5)PID参数的控制方法。由于均质炉按区域进行加热,需根据区域情况分别设定最佳的PID参数,其PID的数学模型如下:
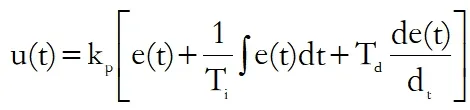
其中kp为控制器比例系数,比例环节的作用是对偏差做出反应,当偏差产生时,控制器立即产生控制作用,减小偏差。其中kp越大,控制作用越强,偏差越小,但是kp会造成系统不稳定。Ti为控制器的积分时间,也称积分系数,积分的调节作用会消除静态误差,但会降低系统的响应速度,增加系统超调量[7]。其中Ti越大,积分积累作用越弱,消除静态误差速度越慢,减少系统超调量。Td为控制器的微分时间,也称微分系数。微分的作用是阻止偏差的变化,微分时间Td越大,能加快系统响应,有效减小超调,增加系统稳定性。实际P,I,D的参数的确实可参照经验数据:温度T:P=20~60%,T=180~600S,D=3~180S。
4 结语
温度是工业过程控制中的主要参数之一,在均质炉生产过程中,温度的均匀性对产品的质量起着至关重要的作用。针对生产过程中会产生的对金属温度均匀性影响的因素,提出了相应的控制与解决方法。在实际生产过程中,通过以上控制措施的实施,降低了炉内金属之间的温差,确保金属其力学性能,耐腐蚀性能,加工性能及稳定性符合要求。
猜你喜欢
中国钼业(2022年3期)2023-01-04
舰船科学技术(2022年20期)2022-11-28
保鲜与加工(2022年8期)2022-09-01
现代食品(2022年11期)2022-07-18
农业与技术(2022年8期)2022-04-28
天津科技(2021年7期)2021-07-29
西南石油大学学报(自然科学版)(2021年3期)2021-07-16
中国果菜(2019年7期)2019-08-12
唐山文学(2016年11期)2016-03-20
现代营销·经营版(2014年12期)2015-01-28