
铝合金激光—电弧双面焊接中“双弧”形成机理探讨
2021-11-02 13:41杜晶晶
世界有色金属 2021年11期
杜晶晶,杜 鹏,徐 钊
(衡水学院,河北 衡水 053000)
随着工业制造业中焊接工艺运用的范围日益增多,对此研究焊缝正反两面同时施焊,研究扩展得到双面双弧焊接。近些年来得到了越来越多的关注,双面双弧焊与单弧焊相比具有很多优点。为此对铝合金激光-电弧双面焊接中“双弧”展开详细分析。为今后各行各业焊接工艺技术提供参考。
1 铝合金激光焊接技术概述
1.1 铝合金激光焊接发展现状
铝合金激光焊接有诸多优势,焊接变形小、成形好等,因此在工业生产中得到了广泛的应用。但相比较传统的铝合金方法来说,铝合金激光焊接想高质量的实现并不简单,激光焊接铝合金很容易出现下塌和孔洞等缺陷。国内外焊接工作者对此技术进行了改进,使这种焊接工艺得到了进步。提高生产率、降低生产成本方面,激光焊是行之有效的技术方法。激光焊接技术优点,焊接的速度快、效率高、工件热影响区小、变形小,质量也好。焊接条件可以在特殊环境或者温室环境。相对不同的结构或和材料来说,具有较高的适应性,能微型焊接。准确获得很小的光斑后,可以精密的定位,可以焊接接触不到或难以接触的部位,灵活性强。比较电子束焊技术,焊接质量差别不大,激光焊不需要真空环境和保护气成分。
1.2 铝合金激光焊接方法
在多种铝合金激光焊接的焊接方法中,不同的生产场所运用不同的方法。第一,铝合金电阻点焊,主要适合用于4mm厚的薄板进行焊接,在航空航天中出现得比较多。第二,热源为两级间电弧的焊接方法。因为是焊丝保护熔化极惰性气体,所以母材的熔深也大,焊接过程中熔敷速度也高,不仅能够焊接中等和较薄的工件,也能够焊接大厚板的工件。第三,平行缝焊,该方法利用两只同步平行运动的电极轮与盖板产生闭合回路,电流产生局部高温使焊接材料熔化完成焊接,这种工艺一般应用于外形规则对称的小型模块中[1]。第四,激光焊的接头性能良好不受电磁干扰,通过激光焊对高能量密度的产生,使高热量输入工件的待焊接位置的金属,从而达到焊接目的,是一种工艺技术。
1.3 铝合金激光焊接难点
因受基体材料本身性质的影响,铝合金激光焊接存在着很多问题,激光深熔焊小孔坍塌,从而形成气孔,此问题原因是液态铝表面张力低;激光具有良好的传输和聚焦性能,铝合金电导率高,通常产生接头性能差和变形大。激光熔焊方法,是一种较为特殊的熔焊方法,容易出现许多复杂的问题,例如出现焊接接头缺陷。对此总结了以下几点:第一,焊接接头产生焊缝裂纹和接头软化等缺陷。第二,激光焊接冷却速度快,使焊接接头产生气孔问题。焊缝低熔点共晶合金元素成分易在冷却凝固过程中形成裂纹;第三,激光能量消耗量大,由于激光需穿过电弧后才能作用于工件,电弧等离子体对激光的吸收、散焦以及折射作用不可避免地造成激光能量的损耗[2]。铝合金电弧自身的稳定性非常差,振荡呈现周期性。提高铝合金激光焊过程的稳定性、能量利用率。这类基本问题得到很好的理论解释。另外铝合金激光焊接的密度要高,是钢铁材料的四五倍[3]。
2 铝合金双面双弧焊的形成机理
2.1 双面双弧非对称焊接
双弧焊接过程中进行施焊的两个电弧在工件的两侧,这种焊接工艺,要两个焊枪保持一定的电弧距离,在前后方面。双面TIG焊的出现频率很高,在目前生产中。双面双弧非对称焊接能够降低金属的熔敷量,加快生产效率,是一种高效的工艺方法。后面进行清根处理时,并且需要对坡口进行彻底的清理。此工作程序能够耗气刨电极,操作上也很消耗时间,焊接金属的熔敷量清根效果很一般,因反面气刨的大幅度增加,很容易出现焊接缺陷,在熔合区中。焊件合格率的检验被直接增加,相对不合格率却大大提高了。焊接过程中,双面双弧焊取消了原有的清根以及检验等焊接程序,很大幅度的提升了焊接效率,并且焊缝两边的热能输入基本对称,在焊接过程中。降低了焊接的变形程度,因此这一焊接方法是高效节能的工艺技术。针对焊枪间距对焊接质量的影响做出了实验。如图1所示,同步焊接时两电弧完全重合,焊接能量集中,熔透性好。
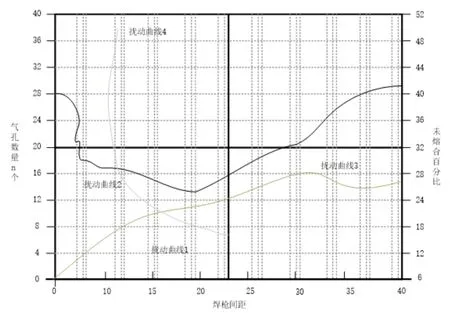
图1 气孔数量及未熔合比例随焊枪间距变化曲线
但此时两侧电弧互相干扰,可能导致紊流,因此气孔较多,随着焊枪间距增大,熔池拉长,能量逐渐分散,未熔合比例增多。
2.2 双面双弧对称焊接
等离子弧在不同的作用强度下,会产生小孔效应,而导致这一问题的原因是过大的钨极氩弧造成的。小孔效应的出现,使焊接效率进一步提升。增加熔深的同时为焊接质量和力学性能提供有效的技术支撑,从而为热影响区的限制条件提供可靠控制手段。激光焊相对投资大,而电弧焊的投资成本偏低,这两种技术的复合,会在很大程度上提高效率。双面弧焊对比其他焊接来说,能够实现工艺技术,并且在程序准备上工作量小,相对激光束焊接设备成本低。PAW-TIG焊的工艺是指,钨极氩弧焊和等离子弧焊同时,对伸缩钻杆进行操作。在一定程度上加大了焊接生产率,此工艺的效果显著。焊缝的质量与原质量相差甚微。既节省了焊接材料,又提高了效率。某大学教授在物理性质上,在对钨极的双面电弧焊展开了研究,对其热流密度创建了控制方程式的同时,构建二维数学模式。对热影响区性能,进行传热规律的剖析,得出双面双弧焊熔深增加的原因[4]。双面双弧焊的焊接参数的选取经过多次试验的调试,参考了单面单弧焊的数据,试验参数见表1。

表1 双面双弧MIG焊T型接头焊接参数表
在试验温度:20℃和空气相对湿度:35摄氏度参数下较单面单弧焊在单位时间内的热输入量大幅度增加,因而,在焊接电流、焊接速度等方面进行了进一步调整。焊接试验的总指导方向是:研究预热温度和电弧前后间距对焊接性能的影响。
3 结语
本文针对铝合金激光-电弧双面焊接中“双弧”的研究中发现,反面碳弧气刨和检验等焊接程序,被双弧焊取消了,不仅对焊接效率有很大程度的提升,而且节省材料没有影响到焊缝质量,焊接程序少,工艺条件易于实现等优点。
猜你喜欢
汽车实用技术(2022年12期)2022-07-05
陶瓷学报(2021年4期)2021-10-14
小哥白尼(野生动物)(2021年12期)2021-03-29
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19
金桥(2020年7期)2020-08-13
上海交通大学学报(2020年7期)2020-08-03
学生天地(2020年20期)2020-06-09
建材发展导向(2019年11期)2019-08-24
电子制作(2017年22期)2017-02-02
海外星云(2016年7期)2016-12-01
