
奶粉中菌落总数测定能力验证与分析
2021-11-06 13:12张志然杨雪梅刘海明王雪梅牟冠霖
现代食品 2021年17期
◎ 许 程,夏 辉,张志然,杨雪梅,刘海明,王雪梅,牟冠霖
(烟台市标准计量检验检测中心,山东 烟台 264003)
菌落总数是微生物检验的主要内容,可以表明该食品被污染的状况,可以预测食品可存放时间,可以预估出食品腐败情况[1]。一般来讲,菌落总数越多,被污染的程度就越严重,食品耐放时间越短,也更容易加速食品腐败变质的进程,甚至可能引起食用者出现食物中毒等不良反应,因此检测食品中菌落总数对保证食品安全具有重要意义。
目前我国菌落总数测定的标准有《食品安全国家标准 食品微生物学检验 菌落总数测定》(GB 4789.2—2016)、《食品和动物饲料微生物学30 ℃菌落计数方法》(SN/T 1800—2006)、《进出口食品中菌落总数计数方法》(SN/T 0168—2015)、《食品和化妆品中的菌落计数检测方法 螺旋平板法》(SN/T 2098—2008)和《出口饮料中菌落总数、大肠菌群、粪大肠菌群、大肠杆菌计数方法 疏水栅格滤膜法》(SN/T 1607—2017)等[2]。目前菌落总数的测定技术有国标法、快速纸片法,而随着科学技术的发展,多光谱成像法、基质辅助激光解吸电离飞行时间质谱也被应用于菌落总数的测定[3-6]。
能力验证是检验机构外部质量控制的一种方法[7]。按照《检测和校准实验室能力认可准则》(ISO/IEC 17025:2017),认证机构都需要参与能力验证,并且对参加频次也有相关规定。微生物能力验证的检测范围涉及沙门氏菌、金黄色葡萄球菌、铜绿假单胞菌、单核细胞增生李斯特氏菌、阪崎肠杆菌、霉菌酵母和菌落总数等[8-9]。通过能力验证,一个检验机构或实验室可以展示其检测能力,可以提高客户对检验机构的信任度。此外,检验机构或实验室可以也应该使用能力验证结果来检查其工作各方面是否达标,并得出持续改进其工作质量的措施。
为了解机构质量控制举措是否到位,保证检验结果的准确性,本机构参加了山东省计量科学研究院组织的奶粉中菌落总数测定能力验证,按照作业指导书和国家标准的要求对编号为B04的奶粉样品进行检验,并通过人员比对、多稀释度等方式进行质量控制,保证检验结果的准确性。通过此次能力验证,机构分析了菌落总数能力验证质量控制情况及注意事项,并进行经验总结,为其他项目的检验提供参考。
1 材料与方法
1.1 材料与试剂
样品编号为B04,出自山东省计量科学研究院。平板计数琼脂(Plate Count Agar,PCA)(北京陆桥技术股份有限公司);0.85%生理盐水(实验室氯化钠配制)。所有培养基和试剂均在有效期内,并通过了国家标准《食品安全国家标准 食品微生物学检验 培养基和试剂的质量要求》验收。
1.2 仪器设备
GR85DA高压蒸汽灭菌锅(致微(厦门)仪器有限公司);HH-6电子温控恒温水浴锅(金坛中大仪器厂);GNP-9160恒温培养箱(上海精宏实验设备有限公司);BSC-1360 Ⅱ B2生物安全柜(北京东联哈尔仪器制造有限公司);Lab ancer漩涡混匀器(德国IKA公司)。
1.3 检验人员
检验人员X(工龄10年)、检验人员C(工龄3年)参与检验。
1.4 检验方法
按照山东省计量科学研究院下发的作业指导书和《食品安全国家标准 食品微生物学检验 菌落总数测定》(GB 4789.2—2016)的要求测定。
1.5 操作步骤
(1)样品处理及样品稀释。每瓶样品按照1 g称量后分装,作为独立检测单元,无需再称量取样,计算时按照1 g计算。样品需从冰箱中取出在室温下放置5 min,在生物安全柜中打开西林瓶,复溶后进行定量检测。每瓶样品直接加入9 mL灭菌稀释液,复溶后得到1∶10稀释度的样品匀液,然后进行10倍系列稀释,选择适宜的稀释度进行定量检测。
(2)培养、菌落计数、计算、报告。每个稀释度取1 mL样品匀液于3个无菌平皿中,平板倾注PCA培养基,混匀,凝固后倒置,36 ℃培养48 h后计数。同时做空白对照。菌落计数、计算、报告按照GB 4789.2—2016中第6.3条和第7条进行操作。
2 结果与分析
2.1 平板观察和计数
图1 为两位检测人员X、C分别对样品B04检测结果图,可以明显观察到样品在10-4稀释度的PCA平板上的菌落形态。
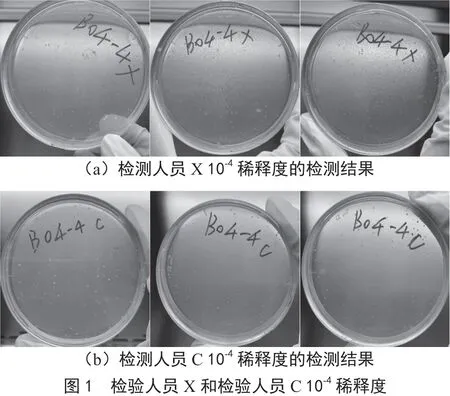
在PCA平板上的菌落数量图
由图1可知,菌落为白色圆形,光滑且质地均匀。选取菌落数在30~300 CFU的平板,分别计数。结果如表1所示。由表1可知,样品B04在10-4和10-5稀释度的平板符合30~300 CFU计数要求,10-1、10-2和 10-3稀释度的平板上的菌落数超过300 CFU计为“多不可计”,而在10-6稀释度的平板上发现无菌落生长,同时空白平板上没有菌落生长,表明检验过程中无菌控制情况良好。
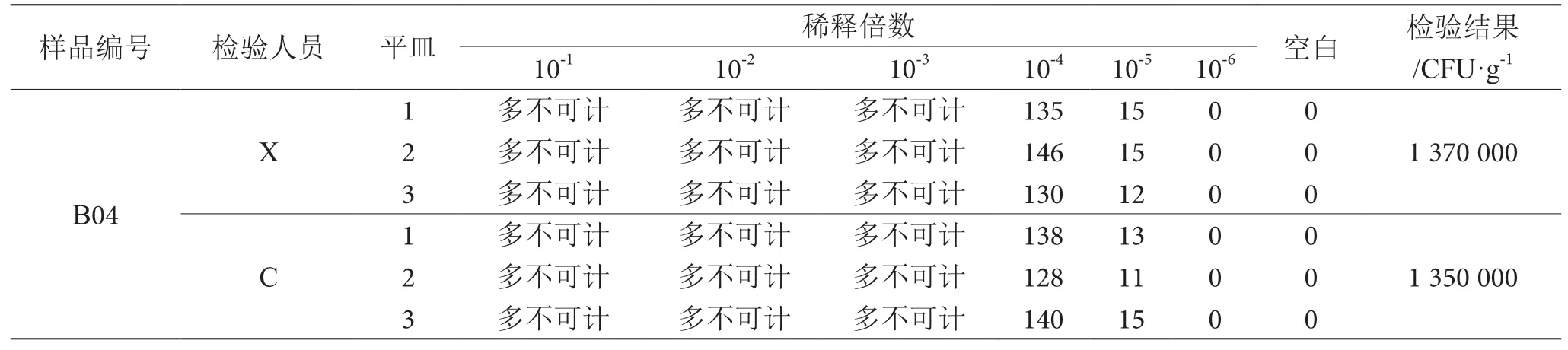
表1 B04平板计数检验结果表
2.2 人员比对实验
检验结果参考《食品和动物饲料微生物学30 ℃菌落计数方法》(SN/T 1800—2006)及《食品微生物学微生物计数水平法.第1部分:在30 ℃条件下利用倾注平皿技术进行菌落计数》(ISO 4833-1:2013),根据结果重复性和再现性的计数要求,同一人员检验结果对数值间的绝对差值≤重复性限R=0.25,不同人员检验结果对数值间的绝对差值小于等于再现性R=0.45[10]。
由表2可知,人员X和人员C的检验结果分别为1.37×104CFU·g-1和1.35×104CFU·g-1,2名检验人员的实验结果的对数值的绝对差值为0.007,绝对差值不大于0.45,检验结果满足再现性要求;人员X第2次、第3次检验结果的对数值为6.164、6.114,与第1次检验结果相比,对数值绝对差值分别为0.034、0.016,满足不大于0.25的标准要求;人员C第2次、第3次检验结果的对数值为6.110、6.150,与第1次检验结果相比,对数值绝对差值分别为0.030、0.010,满足不大于0.25的标准要求,两名人员的检验结果满足重复性要求。综上所述,两位检验人员的能力满足检验要求。
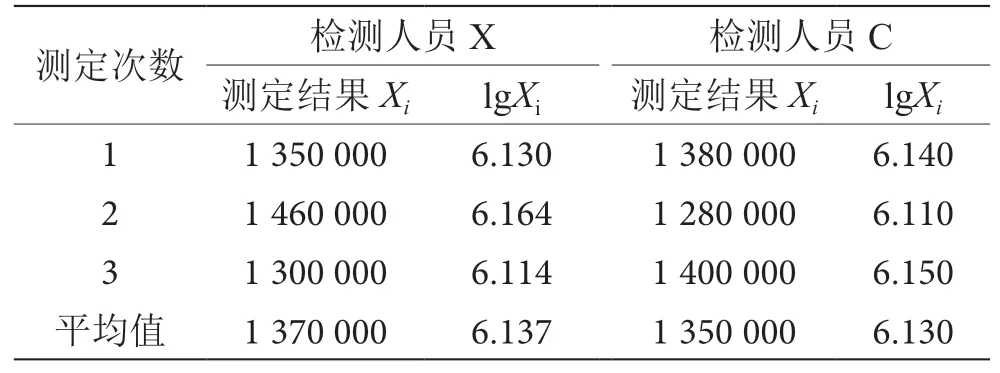
表2 人员比对测定结果与数据处理表
2.3 实验结果的确定与评价
综合两名检验人员数据,本次能力验证B04菌落总数报出值为1.4×104CFU·g-1。本次能力验证共有30多家机构参与,本机构结果评价为满意。
3 结论与讨论
本实验室参加了山东省计量科学研究院组织的奶粉中菌落总数测定能力验证,并按照作业指导书和国家标准的要求对编号为B04奶粉样品进行处理、培养、计数,最终上报编号B04奶粉菌落总数为1.4×104CFU·g-1,结果评价为满意,表明本机构具有菌落总数测定的检测能力。同时本机构利用人员比对、多稀释度、平行样等方式进行质量控制,保证了检验结果的准确性。
外部质量控制可以用来评测管理体系的有效性、检验人员业务能力以及评测检验结果的准确性,能力验证是外部质量控制的一种方式,检验机构要正确的利用能力验证的结果,不只要关心能力验证结果的满意度,更要关注实施机构提供的报告分析和建议,及时发现问题,及时整改,这样才能全方面提升检验机构的技术能力。为了提升能力验证的满意度,检验人员可以从以下几点加强质量控制。
3.1 样品管理
样品接收时要检查包装的密封性和样品标识的完整性,每一份样品均有独立、唯一的编号;样品接收时立即检查样品状态,如有破损或其他情况,及时和组织方联系沟通,能够节省不少时间;实验室收到样品后应尽快完成检测,检测前将样品充分混匀,开封后的样品要冷冻保存[11]。作业指导书的阅读要到位,这其中往往会对本次能力验证的样品、检验项目、检验方法、检验结果记录及照片、数据修约、结果报告及寄发的注意事项等有明确的规定。
3.2 人员素质
微生物检验中人员是保证检验数据结果准确性的决定性因素,是整个检验过程的执行者,检验人员的业务技能、业务素质直接决定了检验质量。在进行能力验证时,可利用人员比对的方式,既可以进一步保证报出值的准确度及结果满意度,又可对检验人员进行能力评价及内部考核[12]。
3.3 仪器设备
仪器设备是检验检测工作的武器,武器质量的好坏决定了数据的可靠性。菌落总数测定需要用到的仪器设备有灭菌锅、天平、培养箱、显微镜和菌落计数器等,其中灭菌锅主要对培养基及实验所用到的器具进行灭菌处理,所以在进行能力验证前要利用化学指示卡和生物指示剂法进行灭菌效果评价,保证检验品、培养基满足无菌要求;恒温培养箱要有相应的计量证书、操作规程及受控标识,并且要监控培养温度否满足标准要求。
3.4 耗材质量
检验过程中所用到的培养基、试剂、标准菌株的优劣直接决定了检验结果的准确性,因此在日常工作中必须要做好试剂耗材的质量控制[13]。培养基要按照国标的规定进行验收,除了物理性验收,还要利用质控菌株和参比培养基进行生长率测定,质控评定标准为生长率≥0.7。食品微生物检验对无菌环境的控制非常重要,所以在进行菌落总数测定能力验证时,检验人员必须更换隔离服,戴好手套、鞋套、口罩、头套和防护镜等用品方可进入实验区域,同时要对实验区域进行紫外、新洁尔灭、75%酒精消毒,完成洁净区确认。
3.5 检验流程
菌落总数测定中,整个检验流程的质量控制也不容忽视。①开启西林瓶前要对其进行表面消毒,同时对剪刀等用具进行灼烧灭菌。②检验所用到的稀释液建议统一灭菌后进行9 mL分装,保证稀释液体积的准确性。若使用直接灭菌,要注意灭菌后稀释液的体积变化。③培养基凝固后可以覆盖一层,避免菌落成片,无法计数。④培养基的量也要把握好,在加入样品液后要充分混匀,混匀的速度要慢,避免培养基撒漏,造成结果不准确或样品交叉污染。⑤考虑到能力验证结果的重要性,可利用质控样进行同步检验,依据质控样的结果,检验稀释液体积、检验过程操作、培养基体积、培养条件等是否合适[14]。
猜你喜欢
现代食品(2022年6期)2022-04-19
复旦学报(医学版)(2021年4期)2021-08-05
数学大王·中高年级(2021年4期)2021-04-27
装备制造技术(2020年3期)2020-12-25
家庭影院技术(2019年8期)2019-08-27
江苏农村经济(2019年5期)2019-01-14
数学大王·低年级(2017年10期)2017-10-31
数学小灵通(1-2年级)(2017年3期)2017-04-16
现代食品(2016年24期)2016-04-28
电测与仪表(2015年20期)2015-04-09
