玻璃熔窑全氧燃烧技术及发展方向
2021-11-08 13:56赵恩录
玻璃 2021年10期
赵恩录
(秦皇岛玻璃工业研究设计院有限公司 秦皇岛 066004)
“十四五”期间,对我国玻璃行业来说,面临着如何将“玻璃熔窑全氧燃烧技术”成果进一步产业化并为行业尽早实现节能减排和碳达峰碳中和,寻找可靠技术措施的重大工程技术问题。玻璃熔窑全氧燃烧技术最显著的特点一是节能减排,二是提高玻璃质量,目前只有使用重油、天然气等高热值燃料,生产优质玻璃的企业才有动力和需求采用全氧燃烧技术。通过近年的科研设计和生产实践,玻璃熔窑全氧燃烧技术已经在光伏玻璃、玻璃纤维、玻璃器皿、微晶玻璃等生产领域中广泛应用,其优异的提高玻璃质量、节能减排效果得到了充分验证,但广泛实施浮法玻璃全氧燃烧技术仍然面临着一些重大工程技术和经济问题,总的来说主要需要在以下几个方面开展技术创新:
1 优化全氧熔窑三维仿真模拟体系
通过研究全氧燃烧玻璃熔窑火焰空间和玻璃液流场的三维数学模型,开发界面友好、操作方便、参数设置容易的全氧燃烧浮法玻璃熔窑三维仿真系统,使参与玻璃熔窑设计和仿真的工程技术人员只要输入熔窑结构、燃气布置和相关边界条件等参数,玻璃熔窑三维仿真系统将自动根据使用者提供的设计要求,完成CFD建模、求解和后处理三个步骤。图1为全氧燃烧数学模拟火焰空间温度分布图。
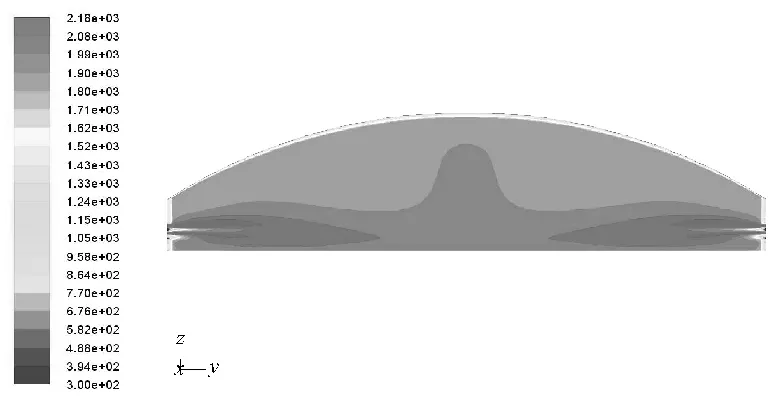
图1 全氧燃烧数学模拟火焰空间温度分布图
进一步形成玻璃原料COD值的快速测定、玻璃的Redox控制、熔体性能、澄清新工艺、火焰空间的数值模拟等理论与关键技术,为全氧燃烧条件下排除玻璃液中的微气泡,保证优质玻璃的熔制提供工艺指导。
2 全氧浮法熔窑耐火材料国产化
大型全氧浮法熔窑池宽超过11 m,比国内最大的全氧玻壳、玻璃纤维窑池宽30%以上。到目前为止,国内已经建成了600 t/d、800 t/d规模的全氧燃烧平板玻璃生产线,主要耐火材料也都是国内配套,但要使窑炉达到高质量、长寿命,对大型全氧熔窑的结构安全、关键部位耐火材料的国产化还需要深入研究。通过总结成功经验,克服存在的不足,持续改进、不断推进全氧玻璃熔窑关键耐火材料的国产化进程。
全氧窑的长宽比是一项重要指标。大中型全氧窑的长宽比有两个指标,即熔化区长宽比和熔化部的长宽比。熔化区也可称之为熔化面积,其长度通常计算到末只喷枪中心线外1 m。熔化区长度加上澄清带长度就是熔化部的长度。全氧窑的澄清带长度较横焰窑短,这是由于纯氧燃烧的火焰产生的烟气水汽含量较高,使玻璃液中OH-含量较大,因而玻璃液黏度变小导致澄清速度加快。
大型全氧窑的排烟口可以设置2对或多对,具体位置、数量由实际经验和计算结合仿真软件模拟结果予以确定。通过对600 t/d浮法玻璃熔窑的分析对比,玻璃熔窑采用全氧燃烧技术后,建设投资略有下降。
目前已经建成的大型浮法玻璃和光伏压延玻璃全氧燃烧熔窑的最大熔化能力为800 t/d。由于大碹耐火材料的重量比普通硅砖碹顶大得多,设计建设更大吨位的全氧熔窑面临着结构安全性论证的重大工程问题。需要进行大量的结构设计计算和安全性模拟。
全氧窑投料口根据窑炉规模设置在熔化池端面或两侧面。设置在前端时与浮法窑相似。设置在两侧时与马蹄焰窑相似,可考虑采用螺旋式、弧毯式、摆杆式等加料方式,同时对投料口进行合理密封。图2为全氧窑内部图片。

图2 全氧窑内部
3 全面开发国产化全氧燃烧喷枪、喷嘴砖系列产品
全氧燃烧喷枪是玻璃熔窑全氧燃烧或全氧助燃技术的基础,是拥有全氧燃烧技术的标志之一,秦皇岛玻璃工业研究设计院成功开发出高效扁平式天然气全氧喷枪和高辐射圆形重油、天然气及石油焦粉全氧喷枪,满足了火焰覆盖面大、火焰短而亮、NOx排放少、温度高、维修少、可用低压氧等条件。解决了火焰长短和刚度调整问题以及喷嘴砖的使用寿命、更换和耐碱液冲刷等问题,在玻璃熔窑上应用后,性能稳定。
(1)圆形氧枪系统
圆形氧枪系统发展的比较早,也较为成熟,从事全氧燃烧技术研发的几家主要公司都能提供,它适用的燃料种类比较广泛,可以是天然气、重油、煤焦油、石油焦粉等。国产圆形天然气、重油两用纯氧燃烧喷枪经过试用,各项性能指标良好,能够满足燃烧使用要求。
(2)扁平式梯度燃烧氧枪
此系统具有燃烧充分、火焰覆盖面大、火焰黑度大、NOx生成少、梯度燃烧、温度高、维修少、可用低压氧等一系列优点,特别适用于天然气、重油等气体或液体燃料。国外主要有美国Air Products公司、美国天时公司、法国液空公司等在研制生产,其产品各有特点。国内秦皇岛玻璃工业研究设计院等也研制成功了扁平式梯度燃烧纯氧喷枪系统,并得到了实际应用。
世界上其他气体或装备公司也都分别推出了各种类型的氧枪,虽结构各异,但工作原理基本相同。
随着全氧燃烧技术的不断发展,需要研究开发新型全氧燃烧喷枪以满足不同的要求:如能应用超小流量的微型全氧喷枪、高火焰覆盖面积的扇形喷枪等。随着焦炉煤气尤其是新型煤制气在玻璃行业的大量使用,研究开发煤制气全氧燃烧喷枪已经迫在眉睫。这就需要建立相应的喷枪研究仿真模拟体系,并通过大量的实验来完成。要大力开展喷嘴砖材料和成型工艺的研究,加快优质、长寿命喷嘴砖的研发和生产,为提高全氧燃烧熔窑的使用寿命、保证全氧燃烧节能减排指标的实现打好基础。
4 全氧燃烧烟气余热回收利用技术
研究开发适宜的全氧燃烧烟气余热回收技术是玻璃熔窑全氧燃烧技术能否得到广泛应用的关键。如果通过余热利用能够回收占熔窑总能耗约8%的热量,与传统熔窑相比,全氧燃烧玻璃熔窑的节能效果将从约26%提高到34%,这将从根本上降低全氧燃烧技术的生产成本。主要包含以下措施:
4.1 天然气/氧气预热技术
可以通过利用废气余热把天然气和氧气预热到400 ℃以上进行燃烧,在普通全氧窑炉的基础上还能再节约5%~10%能耗。
利用高温烟气加热天然气和氧气,关键设备为狭缝式金属换热器,该设备应满足以下要求:
(1)使用烟气温度可高达1200 ℃,换热系数大,换热效率高,使预热助燃氧气的换热量占烟气总热量的40%左右。
(2)气密性好,能保证助燃氧气的压力、温度的稳定以及洁净度。
(3)换热器主体部分的用材应充分考虑使用的恶劣条件,保证高温及化学腐蚀条件下的使用和换热要求。
(4)换热器采用特殊的应力分部结构,保证一个窑期的长期使用。
(5)换热器结构紧凑、装卸方便。
4.2 热化学蓄热技术
利用废气中H2O、CO2与燃料CH4发生水煤气热裂解反应生成CO和H2,然后再进入窑炉内燃烧。相当于给燃料预热,同时提高火焰辐射能力。
4.3 余热发电
我国玻璃熔窑余热发电技术正在得到大力发展和成功应用,这为大型全氧燃烧玻璃熔窑余热发电技术的研究开发提供了借鉴,和普通余热发电技术相比,主要面临的技术问题是:烟气温度高、烟气量少(同等规模浮法窑的30%)、水汽含量高。
4.4 烟气预热配合料
全氧熔窑烟气的排放位置与加料位置非常吻合,这就为利用烟气预热玻璃配合料创造了有利条件。普通熔窑烟气离开蓄热室的温度为500~600 ℃,而全氧熔窑的烟气温度约为1200 ℃,因此对于烟气必须进行余热利用。可以实施配合料预热技术,将配合料预热到300 ℃以上,以达到节能环保的目的。配合料预热技术是首先将配合料进行粒化,在进入熔窑熔化之前,充分利用烟气余热进行配合料预热,促进配合料各组分间的相互反应,提高配合料受热能力,加速玻璃熔制,减少玻璃熔化时间,从而达到减少能耗的目的。
秦皇岛玻璃工业研究设计院针对玻璃配合料预热和全氧燃烧玻璃熔窑的具体特点及要求,研究了两种配合料预热工艺技术:一种是利用盘管式换热器对窑头料仓中的配合料进行加热的立式预热器,另一种为能够独立完成预热与投料两种作业的篦式加热器。
5 开发经济、高效、可靠的现场制氧技术与装备
造价低廉、制氧成本较小的现场制氧技术和设备是全氧燃烧技术的基本保证。一方面,针对不同的玻璃产品和生产规模,选择合适的制氧技术和方案;另一方面,大力推进深冷空分技术和变压吸附制氧技术的发展,大力推进空分用压缩机及变压吸附制氧用气动蝶阀以及锂基(LiX)吸附剂等关键设备和部件的研究开发,实现关键装备的国产化,为开发经济、高效、可靠的现场制氧技术与装备奠定基础。
无论是变压吸附法还是深冷空分法制氧,其主要成本都是电。目前光伏发电等新能源技术日趋成熟,90%以上的光伏玻璃产自中国,60%以上的光伏组件产自中国,到2030年中国风光发电能力将达1600 GW,价廉清洁低碳的新能源电力在中国将普及。如果能够使用新能源电力实现制氧,将有效地减少石化燃料的消耗,为碳达峰起到助力作用。
6 全氧窑炉DCS智能控制与能源管理系统
全氧窑DCS控制系统包括火焰控制、流量控制、温度控制、窑压控制、液面控制等多个方面,实现智能控制可以稳定生产工艺制度、优化燃烧熔制工艺、稳定产品质量、实现节能降耗,是先进工艺、绿色制造和管理提升的重要体现。
合理的玻璃熔制澄清制度是提高玻璃质量的重要保证。传统的玻璃澄清工艺多采用与熔化温度一致或比熔化温度更高的澄清温度,以促进气泡的长大和玻璃液黏度的降低。降温澄清工艺是指澄清温度比熔制温度低50~100 ℃,由此制得的玻璃中亚铁含量、气泡个数也相对较低,玻璃的质量更好。全氧燃烧熔制气氛下采用降温澄清方式,得到的玻璃中含水量小于恒温澄清方式,且玻璃中亚铁含量、气泡个数也相对较低,但硫含量相对较高。对全氧熔制的料性较长的玻璃,适度降低澄清温度,对改善玻璃澄清质量更有效。
能源管理系统可实现在信息分析基础上的能源监控和能源管理的流程优化再造,实现能源质量管理、运行管理、动态监控管理等自动化和无纸化,有效实施客观的以数据为依据的能源消耗评价体系,减少能源管理的成本,提高能源管理的效率,及时了解真实的能耗情况和提出节能降耗的技术和管理措施,向能源管理要效益。
7 原料的氧化还原控制
玻璃熔窑采用全氧燃烧技术后火焰空间气体组分发生了较大变化,玻璃熔窑火焰空间水汽含量高达50%以上,玻璃含水量将从传统的(300~400)×10-6上 升到(500~600)×10-6,水分对玻璃熔体气氛产生了影响,使玻璃中Fe2+/ Fe3+比例受碳粉含率的影响规律不如空气燃烧时明显。在熔制普通浮法玻璃时,如仍采用通常的3.5%、4%的芒硝含率,全氧条件熔制的玻璃中气泡数量较空气熔制时多,但在玻璃出料成形时发现玻璃液的流动性变好。与空气燃烧相比,全氧燃烧气氛下玻璃的最佳澄清区向Redox数减少的方向偏移。因此在全氧燃烧条件下,可以适度降低碳粉含率、芒硝含率,以减少玻璃中的气泡数量,提高玻璃质量。
如果全氧燃烧条件下玻璃配合料的氧化还原平衡调整不到位,澄清部的玻璃熔体可能存在微小气泡,这时可以采用调节火焰气氛或使用消泡技术的方法来解决,消泡技术是在窑炉火焰空间喷入一种特殊消泡液,它在调整玻璃液氧化还原特性的同时,减小玻璃液的表面张力,可以有效消除玻璃液面的浮泡。
8 火电结合的“混合熔炉”
随着水电、光伏、风电等清洁能源的发展,现在很多省份实行优惠(或阶梯优惠)电价,如某地最低谷电0.35元/kWh,最高尖电1.04元/kWh,电熔较天然气熔化能源效率节约40%,为了充分利用谷电,尽可能多的使用绿色电能代替石化能源,从而实现玻璃生产的低碳排放。德国Horn公司推出了“混合熔炉”(hybrid furnace)的理念,混合熔炉是需要两种形式的能源(电力和化石燃料)才能充分运行的窑炉。秦皇岛院也积极地提出了开发“火电复合玻璃熔窑”的课题,以期实现降低生产成本,实现低碳排放的目的。如果采用电熔和全氧燃烧结合的熔化方式,无需蓄热室、脱硫脱硝设施,在生产过程中降低能耗,减少污染物的生成,提高玻璃质量,从而达到玻璃熔窑的高效节能和低碳排放。与现有技术相比,投产后可以实现能耗降低20%~30%,产量提高15%,高性能玻璃优等品达到95%,烟气中NOx和SO2浓度直接达到国家排放标准,生产每吨玻璃减少CO2排放0.2 t,无需末端治理的目的。
8.1 石化燃料减少时全氧窑炉在设计中需要注意的事项
(1)如果使用更多的电能,就需要更多的电极。如果这些电极广泛地放置在窑底上方,则会破坏熔炉中的典型对流。必须有特别设计的电极和电极位置,以尽量减少干扰并尽可能保留典型的玻璃液对流。
(2)无论使用哪种燃烧方式,石化能源份额的下降都会降低碹顶和火焰空间的温度。必须根据燃烧空间的变化和气氛,合理选择耐火材料。
(3)在燃烧空间中,多个全氧喷枪沿侧壁的位置排列。可以通过相应地调整燃烧空间的气流分布来精确地调节温度分布。例如,对于高份额电力的混合熔炉,燃烧分布可以更多地向澄清区转移,而熔化区的能量主要通过电极提供。该炉可以以高达50% 的电力运行,最低约为20%。与完全石化全氧窑炉相比,与熔化有关的二氧化碳排放量最多可减少50%。
(4)通过引入分隔墙将燃烧空间分隔开,从而阻止从较热的澄清区到较冷的熔化辐射,从而有可能使用更多电力(高达80%)。来自澄清区燃烧的热烟气仍将(部分)通过配合料上方被引导至废气口(即设置靠近投料口的前排烟口)。当高温烟气在配合料层顶部流动时,热气体通过辐射和对流向冷配合料散发热量,从而形成热回收区。这降低了废气的温度,并略微降低了熔化配合料所需的能量。
8.2 “混合熔炉”的优势
(1)实现火电能源比例的相对灵活调节,可以实现生产成本的最低或碳减排效果的最佳。
(2)由于混合熔窑这项技术的灵活性,在实际生产时可以选择不同的能源配比。这意味着整体电力份额可以从20% 变化到最高40% ,同时还保持火焰炉的基本原理。这将使生产企业在选择使用能源上有了更大的灵活性。
(3)与完全使用化石燃料的纵火焰炉相比,与熔化相关的CO2排放(不包括配合料气体中产生的CO2)最多可减少45%。是玻璃行业低碳技术的重要发展方向。
9 结语
随着国家对玻璃行业实现碳达峰、碳中和要求和规范的逐渐落实,玻璃行业普遍使用天然气、煤制气和清洁电能的时代即将到来。基于降低生产成本和减少CO2排放的双层考虑,实施并完善配合料预热工艺,同时研究开发煤制气全氧燃烧技术、火电混合全氧燃烧窑炉直至超级混合全氧窑炉(电能在玻璃熔化过程中的使用范围为20% ~ 80%)对行业发展具有重要意义。
猜你喜欢
中国农机化学报(2022年10期)2022-09-21
消费电子(2022年6期)2022-08-25
能源工程(2022年2期)2022-05-23
玻璃(2022年2期)2022-03-03
建材发展导向(2021年12期)2021-07-22
船舶标准化工程师(2020年1期)2020-06-12
消防界(2019年9期)2019-09-10
汽车维护与修理(2018年16期)2018-10-09
汽车维护与修理(2018年14期)2018-08-07
汽车维护与修理(2018年10期)2018-08-07