以创新发展构建我国再生纤维高质量利用的新格局
2021-11-09 06:52万金泉
中国造纸学报 2021年3期
万金泉
(华南理工大学制浆造纸工程国家重点实验室,广东广州,510640)
纸和纸板人均消费量是衡量一个国家科技和经济发展水平的重要指标。改革开放以来,中国造纸工业得到了突飞猛进的发展,取得了辉煌的成就。2019年中国造纸工业可持续发展白皮书显示,全球纸和纸板人均消费量约为57 kg/年,中国为75 kg/年,已高于世界平均水平,但相较于发达国家150~200 kg/年的人均消费量仍有巨大的发展空间[1]。近年来随着不断增长的纸制品消耗需求,造纸行业开始面临原料短缺的问题,这对人民生活质量的提高和造纸行业的发展产生一定影响。
再生纤维作为一种重要的造纸原料,近年来在我国造纸原料中的占比达70%以上。中国造纸工业2019 年度报告[2]中显示了国产纸浆的消耗情况(见图1)。从图1可以看出,2015年我国废纸浆(现标准名称:再生纤维浆)使用量最高,废纸浆消耗量约占纸浆总消耗量的80.0%,其中废纸进口量约3000 万t(见表1),之后废纸进口量所占比例开始逐年下降。2019 年我国纸浆消耗总量9609 万t,较2018 年增长2.4%,但废纸浆消耗量为5443万t,占纸浆总消耗量的56.0%,其中进口废纸制浆占比10.0%,国内废纸制浆占比46.0%。

表1 2010—2019国内废纸利用情况Table 1 Domestic waste paper utilization between 2010 and 2019
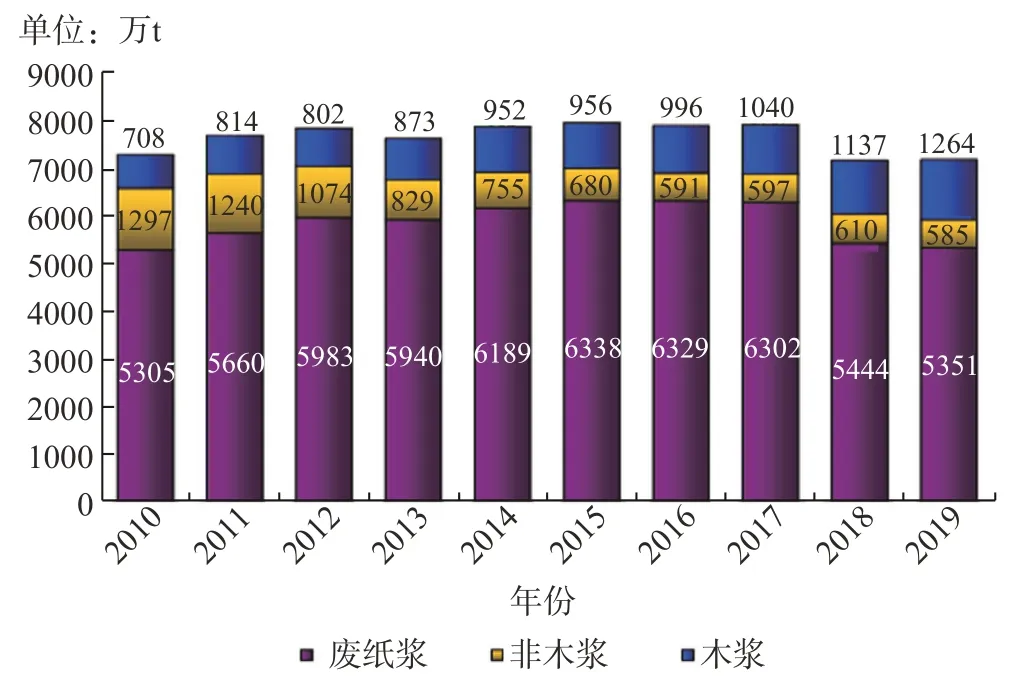
图1 2010—2019年国产纸浆消耗情况Fig.1 Consumption of domestic pulp between 2010 and 2019
废纸回收率是指废纸回收量占纸和纸板消费量的比例。根据中国造纸协会统计的2010—2019 年我国制浆造纸工业废纸回收及利用情况,2015年以来,由于废纸进口量的逐年减少,废纸浆消耗量呈下降趋势,这造成了部分造纸原料的短缺及生产成本的提高。另一方面,近年国内废纸回收量及废纸回收率有明显增长趋势,废纸回收率从2010年的43.8%提高至2019年的49.0%,这表明我国废纸回收利用状况有所改善,但仍有较大的提升空间。
与采用原生植物纤维制浆造纸相比,再生纤维造纸优势明显。废纸的循环利用可以节省原生植物纤维原料的使用,如每生产1 t 本色化学浆需要4 m3木材原料,生产1 t 漂白化学浆需要5 m3木材,而生产1 t再生纤维浆仅需1.3 t废纸,由此可知,利用废纸可大大降低造纸企业对原生植物纤维原料的需求[3]。同时,废纸循环利用对节能降污也有积极的作用,每回收利用1 t废纸,可以节约100 m3清水、1 t标煤、600 kWh电能及0.3 t 化工原料,减少3 m3固体废弃物、60%~70%的碳排放[4]。与采用原生植物纤维相比,利用废纸制浆造纸,减少了蒸煮阶段,可节约大量能源且不产生蒸煮黑液,大大减轻了企业污染负荷和处理成本。可见,废纸的循环利用有利于缓解造纸工业原料供给不足的问题及减少环境污染负荷,是顺应国家绿色可持续发展政策的选择。
1 废纸“零进口”对我国造纸行业造成的挑战与机遇
自2017 年国务院印发《禁止洋垃圾入境推进固体废物进口管理制度改革实施方案》以来,在党中央国务院领导下,生态环境部会同海关总署、商务部和发展改革委等14 部门组成的“禁止洋垃圾入境推进固体废物进口管理制度改革部际协调小组”积极推进政策的实施,废纸作为主要固体废物的组成部分,其进口受到严重影响。2019年,生态环境部会同有关方面起草的《中华人民共和国固体废物污染环境防治法(修订草案)》中明确指出,“2020 年底前,国家逐步基本实现固体废物零进口”。在这一大环境下,相较废纸进口量的巅峰时期,“固体废物零进口”政策使我国造纸工业的原料缺口达3000万t/年,造纸纤维原料的供给成为我国造纸工业面临的一大挑战。为了保障纸产品的有效供应,目前,国内造纸企业已开始采用多种创新发展措施以弥补原料的缺口。
1.1 国内造纸企业布局海外市场
通过海外建厂或海外收购,将废纸原料初步加工制成再生纤维浆板再进口到国内,这成为我国纸浆原料供应的重要渠道。玖龙纸业(控股)有限公司(简称玖龙纸业)、山鹰国际等企业通过收购欧美地区浆纸厂获得了高质量的国外废纸原料,经初步加工后运回国内。浙江景兴纸业股份有限公司(简称景兴纸业)、山东太阳纸业股份有限公司(简称太阳纸业)等纸企在东南亚等地区积极布局建厂[5];其中,景兴纸业收购马来西亚GREENOVATION INDUSTRIES(M)SDN.BHD.公司,建设年产80万t再生纤维浆生产基地,太阳纸业在老挝投资建设再生纤维浆生产线,项目预计2021年投产,全面投产后预计年产120万t 再生纤维浆。2018年,玖龙纸业在美国缅因州的Rumford 和威斯康星州的Biron 工厂的再生纤维浆/纸年生产能力突破100 万t,除用于Biron 工厂的一条包装纸生产线外,剩下的再生纤维浆则以浆板的形式运回国内,这样既有价格成本优势,又不受“洋垃圾”的限制。山鹰国际的全资子公司环宇国际(Cym⁃lelink International)收购了荷兰再生资源同收公司(WPT),加强了山鹰国际在欧洲的废纸回收能力。目前,国内也有制浆造纸设备生产企业研发了废纸(再生纤维)干法制浆设备,并在国外建立了干法再生纤维浆生产线,该生产线具有环保节能的特点。
随着我国众多造纸企业海外再生纤维浆板项目的投产,未来将有大量再生纤维浆板运回国内,预计在我国进口纸浆市场上将会出现废旧箱纸板(OCC)浆板、脱墨再生纤维浆板和非脱墨再生纤维浆板等新的浆板产品,这将补充因“固体废物零进口”政策引起的纤维原料缺口,并对保障我国造纸纤维原料的有效供给发挥重要作用。
1.2 发展植物纤维原料的化学机械制浆法
化学机械浆(化机浆)是采用化学预处理结合机械磨浆处理的制浆方法,该制浆工艺首先利用药品对原料进行浸渍或蒸煮,以去除原料中部分半纤维素,软化细胞间层,然后利用机械力分散预处理的原料,使纤维分离成纸浆,这个过程中木质素溶出较少。20世纪70 年代,我国就已有多家造纸企业采用化机浆工艺生产纸浆。1979年,吉林造纸厂引入了我国第一条化机浆生产线,广州纸业公司于1995 年生产马尾松化学热磨机械浆并用于抄造新闻纸等产品,湖南岳阳纸业也于1995 年生产杨木碱性过氧化氢机械浆并用于抄造低定量涂布纸等产品。国家“十一五”科技攻关项目曾专门对利用红麻制造磺化化机浆进行立项研究。在该项目的支持下,国内许多制浆造纸科研工作人员对红麻化机浆的磺化预处理、磨浆及漂白进行了全面研究[6]。由于种种原因,化机浆工艺在后来并未成为我国制浆的主流手段。
近年来,随着纤维原料短缺问题的日益凸显,化机浆又重新得到研究人员的重视。有学者利用干湿结合的备料方式及碱浸渍预处理生产玉米秸秆化机浆,浆料得率49.9%,成纸紧度0.48 g/cm3,裂断长4.56 km,环压指数10.9 N·m/g,此种方法处理的玉米秸秆化机浆可满足高强度瓦楞原纸的抄造需求[7]。王路路等[8]利用超耐热聚木糖酶生产Bio-碱法麦草化机浆发现,该法可以降低纸浆卡伯值和筛渣率,实现均匀制浆;同时,在一定程度上改善成纸物理性能。林本平等[9]对比了杨木、桉木和相思木3种速生阔叶木的预处理加盘磨化学处理-碱性过氧化氢机械浆(PRC-APMP)制浆性能;其中,相思木制浆得率最高(83.8%),桉木次之(82.4%),杨木最低(81.3%),相思木浆抄造的纸张抗张强度大于杨木和桉木,其磨浆电耗也最高;杨木浆的纤维长度较长,用其抄造的纸张撕裂度大于相思木浆和桉木浆;桉木浆抄造的纸张抗张强度和撕裂度均最低,但具有高松厚度特性。
化机浆具有制浆得率高、成本低等优点,在一定程度上可以弥补因废纸原料的减少而造成的造纸原料的缺口,对于缓解造纸原料短缺具有积极作用。但化机浆由于木质素脱除率低、纤维间结合强度弱导致化机浆本身存在成纸强度低、纸张易返黄等问题。同时,在化机浆制浆过程中,木质素的脱除和部分化学药品的添加会导致制浆废水污染问题,化机浆制浆产生的废水污染负荷COD 一般可达到30000 mg/L[10],而废纸制浆产生的废水污染负荷COD一般是2000 mg/L,因此,利用废纸制浆,废水污染负荷较小。另外,化机浆制浆需要磨浆和筛渣再磨等工艺,能耗较高,吨浆能耗约为1800~2000 kWh[11],远高于化学浆(吨浆能耗约800 kWh),而再生纤维浆的吨浆能耗约600 kWh。在目前国家大力推进“碳达峰、碳中和”的大背景下,高能耗制浆技术对企业二氧化碳减排目标的实现也会带来不利影响。
1.3 提高国内废纸回收利用率
随着垃圾分类政策的实施,我国废纸回收率明显提高,2019 年达到5244 万t,同比增长5.64%,废纸回收率已经达到49.0%,但与发达国家(废纸回收率大于70.0%)相比,还有很大的发展空间。完善我国废纸回收体系,制定我国废纸回收品质标准,建立废纸回收行业规范,通过技术改进提升国产废纸回用品质,利用国产废纸部分替代进口废纸,均是应对纤维原料短缺的重要手段。
综上所述,“固体废物零进口”政策既给造纸行业的原料供给造成了挑战,同时也为造纸工业发展的新格局提供了机遇。正如华南理工大学王斌所指出的“正视废纸造纸,中国造纸业才能行稳致远”[12];未来,再生纤维仍将是我国造纸工业最主要的纤维原料。
2 再生纤维高质量利用的科技创新
制浆造纸过程中会引入各类化学物质,如表面活性剂、施胶剂、填料以及纸制品在使用过程中附着的油墨等杂质;因此,与原生纤维相比,再生纤维浆成分更加复杂。同时,再生纤维经历了打浆、干燥和压榨等工艺后,纤维的细胞壁孔、结晶区等微观结构和表面化学基团也会发生较大变化,导致纤维的保水值降低,纤维间的结合能力下降,成纸抗张强度、耐破度和撕裂指数等物理性能降低[13-14]。经验表明,再生纤维循环利用2~3次后,由于其纤维性能的下降,不再适合作为造纸原料回用于造纸生产。另一方面,随着再生纤维处理技术的进步和人们对循环可持续生产的关注,再生纤维的适用范围逐步扩展至具有更高附加值的高级新闻纸、书写纸、超级压光纸和涂布纸等纸制品,正逐步向高档次、高质量、多色彩、视觉效果强烈的产品方向发展[3]。因此,寻求延长废纸纤维的使用寿命、提高其造纸品质的创新技术正成为造纸科研工作者积极探寻的目标。
2.1 再生纤维超微结构基础理论研究的新发现
再生纤维回用于制浆造纸工艺后,纤维的微观结构会发生变化,从而对其制浆造纸性能产生重要影响。其中最主要的影响是,经再湿润后,关闭的纤维细胞壁孔不能完全打开,即纤维细胞壁孔的关闭是不可逆的,这会造成纤维细胞壁平均孔径下降,细胞壁孔径分布变窄。宏观性能表现为,纤维细胞壁的累积孔容积大幅下降,纤维的润胀能力和保水值明显下降,成纸强度下降。研究[15-18]发现,不同造纸工艺对再生纤维细胞壁孔的影响存在差异:打浆有利于减缓细胞壁孔的不可逆关闭,干燥温度的提高和干燥时间的延长均会使纤维细胞壁中的孔数量大幅减少,脱墨工艺则对纤维的微孔影响不大(见表2)。
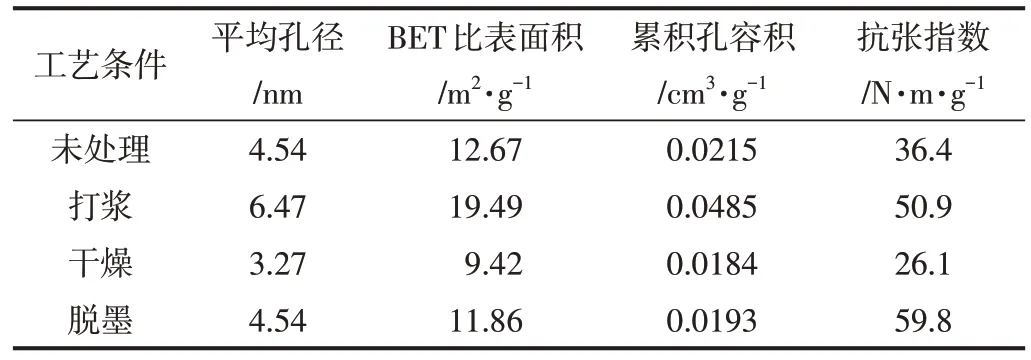
表2 不同工艺条件(打浆、干燥、脱墨)对纤维孔结构和物理性能的影响Table 2 Effects of process conditions (pulping,drying, and deinking) on fiber pore structure and physical properties
植物纤维的超分子结构包括纤维素的结晶区和无定形区。研究[15-16]发现,在制浆造纸过程中,随着纤维素分子间水分子的脱除,再生纤维的纤维素内及纤维素间氢键作用均会加强。经过3次回用后,分子内氢键O(2)H…O(6)含量提高至1.75%,分子间氢键O(3)H…O(5)含量增加7.07%,纤维素内部羟基和羧基经过分子间的酯化作用在纤维素间生成环状内酯键。氢键和内酯键的形成使邻近纤维素结晶区基原纤维表面连接起来,促进了基原纤维聚集,使得纤维素分子链中两个或多个结晶区结合,形成一个大的、不能被水润胀的共结晶区,导致纤维润胀性能降低。再生纤维回用过程中的打浆、干燥和脱墨等造纸工艺过程可对纤维的结晶结构产生影响[18-19](见表3),纤维结晶度越高,其强度指标越低。

表3 不同工艺条件(打浆、干燥、脱墨)对再生纤维结晶区的影响Table 3 Effects of process conditions (pulping,drying, and deinking) on the crystalline region of waste paper fibers
纤维表面及内部存在羧基和羟基基团,其对纤维润胀性能具有重要影响。这些基团会改变纤维润湿状态下孔隙内部的渗透压,而渗透压是细胞壁的润胀动力。研究[20-21]发现,再生纤维回用过程中,纤维素和半纤维素间、纤维素间及纤维素内部羟基羧酸经过分子间的酯化、半纤维素糖醛基和纤维素羟基间醚化作用形成新的化学键,使得纤维羧基含量下降;而纤维表面或内部羧基含量的增加能够提高纤维的润胀性能,缓解再生纤维的衰变,提高再生纤维的保水值和强度指标(见表4)。
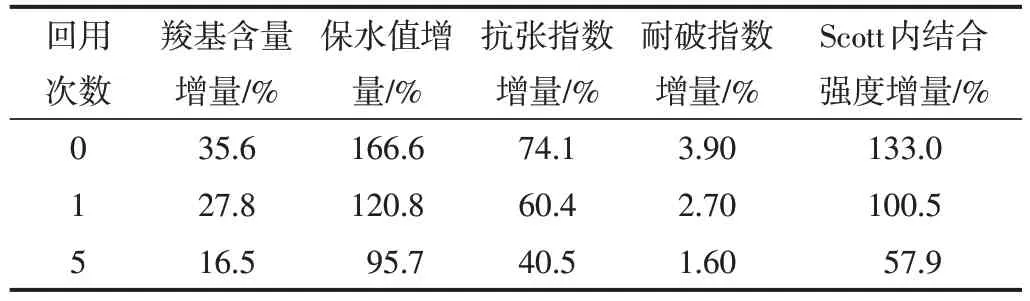
表4 废纸回用过程中纤维羧基含量与纸张性能的变化Table 4 Changes in carboxyl group content and paper properties during waste paper recycling
2.2 再生纤维制浆造纸强度衰变抑制关键技术
2.2.1 再生纤维磨浆新型磨片
目前,再生纤维制浆过程中使用的磨浆设备主要沿用传统的化学浆磨浆技术,即:对纤维的切断破坏作用强、分丝帚化作用弱,不能有效打开再生纤维中已关闭的细胞壁孔;因此,传统化学浆的磨浆技术不适用于由于多次回用而脆性较大的再生纤维。针对再生纤维的特性而研发的新型渐开式梯形磨片,是通过逐级扩大的磨浆通道增加纤维与磨齿面间的摩擦及纤维间的摩擦几率,从而使纤维细胞壁原本关闭的孔暴露并打开,提高了再生纤维的润胀性能和保水值。研究[22]表明,与ZDP650磨浆后得到的纤维相比,经渐开式梯形磨片磨浆后的纤维,其累积孔容积、BET比表面积和保水值、成纸纸张强度均明显提高,吨浆电耗下降13.6%(见表5)。
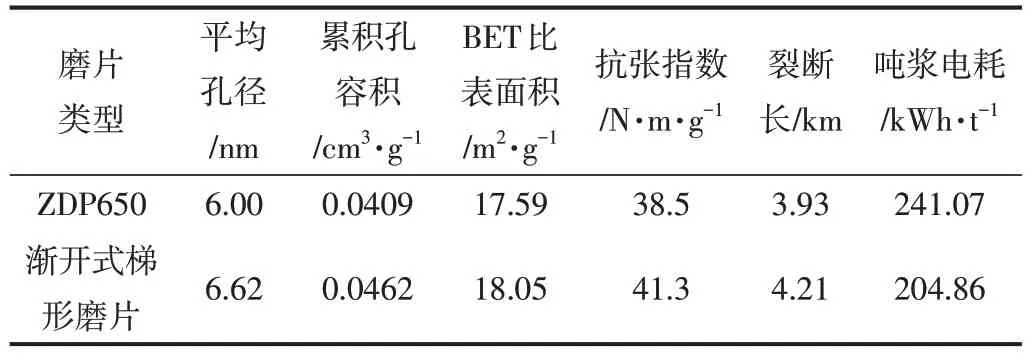
表5 不同磨片的磨浆性能对比Table 5 Comparisons on defibrination performance of different refining discs
2.2.2 再生纤维的酶处理增强技术
研究[23]发现,漆酶与纤维中的酚型化合物作用时,从酚羟基上获得电子,酚羟基因失去电子变成酚氧自由基,进而形成醌型结构,该醌型结构易与加入的氨基酸发生Michael 加成反应而产生碳氮化学键连接,从而将氨基酸接枝到纤维表面,氨基酸带来的大量羧基能够有效地提高纤维的润胀性能和柔韧性,进一步提高成纸强度。但利用酶处理再生纤维时,首先需要对漆酶进行改性,使漆酶天然构象产生一定的刚性,从而在反应时不易伸展、失活[24]。在碎浆过程中加入0.1%~0.3%改性漆酶、0.5%~2.5%氨基酸处理再生纤维浆[25],结果如表6所示。由表6可知,与对照样相比,经改性漆酶/氨基酸处理后的再生纤维浆料(简称处理样),其羧基含量、保水值和强度指标均明显提高。

表6 改性漆酶/氨基酸处理再生纤维对保水值及成纸强度的影响Table 6 Effects of modified laccase/amino acid treatment on the water retention value and paper strength of waste paper fibers
2.3 再生纤维造纸的新型干燥工艺
常规干燥工艺中,烘缸干燥温度由约45℃逐渐升至约120℃的过程中,纤维素分子链会形成较大的基原纤维聚集束,使纤维素结晶度提高。而结晶度提高不利于再生纤维的成纸强度;因此,有研究针对再生纤维浆进行了干燥工艺的优化(高温+低温的分段干燥工艺),具体为:高温干燥阶段温度120℃、干燥时间5 min,目的是使湿纸页中的基原纤维在高温下相互靠近,分子内氢键发生重排,细小纤维连接在一起形成扁平的带状结构;在还没有形成更大的基原纤维聚集束之前进入低温干燥阶段,温度60℃、干燥时间5 min,低温条件降低了细胞壁产生的拉力,从而保证纤维能较大程度地保持疏松的状态,不易形成大的结晶区,从而提高再生纤维的保水值、强度,且降低干燥过程的能耗(约20%)。
2.4 再生纤维浆白度提升的生物酶新技术
脱墨工艺对于脱墨浆的白度有重要影响。碱性脱墨是目前废纸制浆造纸过程中的主要脱墨工艺,但pH 值为9.0~10.0 的高碱性脱墨环境会导致纤维黏度、聚合度下降。因此,现开发了中碱双回路-复配生物酶浮选脱墨技术,该技术在实现纸浆油墨脱除的同时,可以利用弱碱性条件下的纤维溶胀性能进一步提高再生纤维的强度。研究[26]表明,在中性回路脱墨段添加中性混合脱墨剂(0.6~0.8 U/g 脂肪酶和0.5%~1.0%表面活性剂复配),利用表面活性剂的亲水末端降低水的表面张力,使水分子进入再生纤维浆,与再生纤维上的羟基结合使纤维润胀;另一方面,脂肪酶水解油墨连接料和油脂酯键(碱性回路),将油墨团分子打碎使之从纤维上脱离。李晓敏等[27]的研究表明,在pH 值为7~8 的低碱度下,添加1.5%~2.0%NaOH、1.5%~3.0% H2O2和3.0%~4.0% Na2SiO3可进一步脱除纸浆的残余油墨,同时利用碱性药品的溶胀作用,使原本致密的纤维结晶区变得疏松,降低纤维结晶度,提高纤维的成纸强度。采用该技术处理脱墨浆,纤维结晶度降低2.5%、纸浆得率提高2.0%、白度提高4.4%ISO(见表7)。
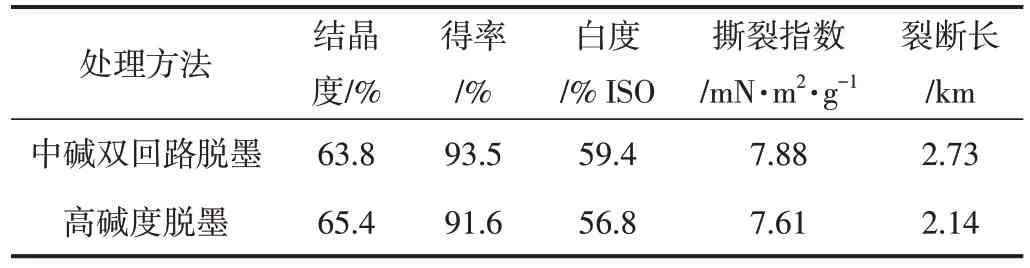
表7 中碱双回路脱墨与高碱度脱墨的浆料性能和成纸性能比较Table 7 Comparisons of pulp performance and paperforming performance between medium-alkali dual-circuit deinking and high-alkalinity deinking
过氧化氢漂白是目前再生纤维漂白的主要漂白工艺,由于再生纤维浆本身携带的及在回用过程中引入的过渡金属离子、胶黏剂、增强剂、灰分等,会加剧过氧化氢的无效分解,从而导致过氧化氢漂白效率降低,达不到预期的漂白效果[28]。采用聚木糖酶复配改性漆酶体系预处理浆料,通过聚木糖酶去除纸浆中的半纤维素,并破坏其木质素-碳水化合物复合体(LCC)结构,以实现部分木质素的间接脱除,再添加10~20 U/g二氧化硫脲改性的漆酶对纸浆进行处理,进一步降解纤维中的木质素含量。预处理后,非纤维素成分的去除使得纸浆的光学性能有小幅提升,部分聚木糖、半纤维素等的脱除使更多纤维素暴露出来,提高了后续过氧化氢漂白对纤维素的可及性,从而提高过氧化氢漂白效率。研究[29]结果表明,与传统过氧化氢漂白相比,此方法漂白后,脱墨浆白度和亮度分别提高5.86% ISO 和3.60%,再生纤维浆成纸强度也有所提升(见表8)。
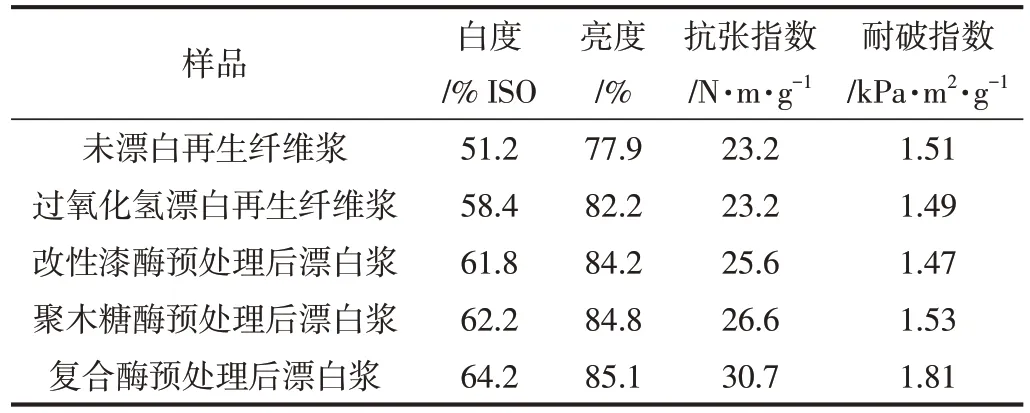
表8 不同生物酶预处理浆的成纸性能比较Table 8 Comparison of paper performance by different enzymatic pretreatment
2.5 再生纤维浆胶黏物的复合生物酶控制技术
再生纤维原料中的胶黏物会造成堵网、粘缸、增加纸病等问题。目前,生物控制技术只局限于某一种或一类胶黏物,因此,控制效果不理想。新型的过氧化酶/氧化酶复合酶控制技术,根据纸浆中胶黏物的特性,在纸浆中引入分子质量为5~25 kDa的脂肪酸结合蛋白(FABP),利用脂肪蛋白分子中心可与脂肪酸或脂肪类物质以共价键结合并覆盖其脂类表面的作用,降低胶黏物黏性,并减少胶黏物的沉积[30-31]。其基本原理与过程为:采用可作用于酯键的酶(羧酸酯水解酶、硫酯水解酶、磷酸单酯水解酶或磷酸二酯水解酶等)、作用于醚键的酶(硫醚水解酶)、作用于肽键多肽水解的过氧水解酶与氧化酶(葡萄糖氧化酶、单胺氧化酶等)复配形成复合酶,将上述复合酶与葡萄糖以质量比1∶(1~30)复配,并用于胶黏物的控制;其中,葡萄糖类物质可与氧化酶反应生成H2O2底物或H2O2。氧化酶可与H2O2底物、氧气和水反应,在纸浆中原位生成H2O2,生成的H2O2在过氧水解酶的作用下将纸浆中的酯类胶黏物氧化为过酸类物质,使其失去黏性溶解于水中,并随造纸水循环系统排出。王祥槐等[32]的实验结果(见表9)表明,复合酶处理再生纤维浆后,搅拌叶瓣表面及容器表面沉积的胶黏物含量少于单一酶处理后的体系,胶黏物的去除率可达90%以上。

表9 过氧化酶/氧化酶控制纸浆中胶黏物的效果对比Table 9 Effects of peroxidase/oxidase in controlling stickies in pulping
3 结 语
再生纤维原料是我国造纸工业原料的重要来源。废纸造纸对于节约原生植物纤维原料、保护环境、实现造纸工业的可持续发展具有重要意义。“固体废物零进口”政策给造纸行业的原料有效供给造成了挑战,但同时也带来了造纸行业创新发展的新机遇。以商业模式创新保障再生纤维原料的有效供给,以科技创新延长再生纤维的使用寿命、提升再生纤维造纸品质。通过创新发展,构建我国再生纤维高质量利用的新格局,解决制浆造纸工业所面临的资源、能源和环保等问题,是实现我国造纸工业可持续发展战略的重要途径。
猜你喜欢
中国造纸(2022年8期)2022-11-24
科学技术创新(2022年15期)2022-05-18
云南画报(2022年4期)2022-05-05
作文与考试·小学低年级版(2021年3期)2021-03-15
科学与财富(2017年18期)2017-07-09
中国资源综合利用(2017年3期)2017-01-21
中国造纸学报(2015年1期)2015-12-16
中国造纸(2015年7期)2015-12-16
中国造纸(2014年1期)2014-03-01
中国造纸(2014年1期)2014-03-01