
差别化纤维用纺纱胶辊的设计与使用
2021-11-11 05:56安建江张新焱曹恒坤
纺织器材 2021年5期
邵 焕,安建江,张新焱,曹恒坤
(无锡二橡胶股份有限公司,江苏 无锡 214193)
1 胶辊制造技术研究方向
随着纺织技术的不断发展和新型纤维、纺纱型式不断涌现,对纺纱胶辊提出了更高的要求,即在满足先进纺织机械智能化、高速化发展方向的同时,更好满足纺纱型式多样化、适纺品种差异化的要求[1-2],其性能主要体现在以下几个方面。
1.1 耐油性和抗静电性
新型差别化纤维在合成生产过程中要添加工艺助剂,如纺丝油剂、表面活性剂等进行性能优化提升,其纺纱尤其是功能性表面异型结构纤维的纺纱,对胶辊的耐油性、抗静电性提出了更高要求。
1.2 耐磨性和抗压变性
高速、高压纺纱条件下,单位时间内纤维通过胶辊的次数增加,要求胶辊弹性瞬时回复用时短;胶辊磨耗量增加,则要求其耐磨性提升。
1.3 耐撕裂和抗损伤性
高速、高压纺纱条件下,胶辊运行对须条的牵伸速率增大,胶体变形力、形变次数增大,胶辊受到剪切力和剥离力增大,要求胶辊更耐撕裂和抗损伤。
1.4 耐热性和抗老化性
橡胶体产生的热量与工作速度、受压以及摩擦量有关。在高速、高压纺纱条件下,单位时间内胶辊形变次数增多、橡胶分子键容易因不断快速蠕变而僵硬,要求胶辊具有良好的耐热性和抗老化性。
2 胶辊新产品设计与创新
为了深入研发更高质量的胶辊,满足上述要求,公司加大科研投入,在新材料和新工艺的应用、过程质量控制方面狠下功夫。
2.1 应用新材料
2.1.1 提高胶料的物理机械性能
采用新型高分子材料与进口特种丁腈橡胶、高分子专用“搭桥剂”进行三元共混改性,提高胶料的物理机械性能:扯断强力提高50%,耐磨性提高30%以上,确保每月滑动摩擦100万次以上,静压缩变形不大于0.8%,满足在高速、高压条件下瞬时(0.003 s)回复动态圆柱度要求等;在纺纱导纱动程小于4 mm时,胶辊耐久性提高50%~80%。
2.1.2 提高抗绕性
优化组合新型抗静电剂,提高胶料表面导电性、抗绕性,静电剂迁移至胶辊表面起扩散分布均质功能,并和成膜剂、抗刻划剂、防粘附剂组成均匀的抗静电弹性膜。
2.1.3 提高握持均匀性
应用高科技纳米微型胶囊化技术对橡胶交联剂、硫化活性剂进行深加工预处理(发明专利),促使硫化交联体系分散匀称,确保产品成型硫化形成均质三维交联结构弹性体,能有效防止胶辊损伤、中凹,达到胶辊表面摩擦因数、硬度分布微观均匀,牵伸握持力均匀之目的。
2.2 应用新工艺
2.2.1 自动配料控制系统
自动配料控制系统密闭设计,主要用于配料称量,有专业程序控制磅桶自动循环、自动补料,具有速度快、精度高、防差错报警提示功能;其条形码管理系统,可防错、可追溯。
2.2.2 硫化控制系统
硫化控制系统主要采用等效硫化电脑控制系统,可根据胶料配方自动调整硫化时间、温度和压力,实时监控温度、压力波动,异常状况会自动记录、报警,手动排除。
2.2.3 密炼共混胶改性新技术
密炼共混胶改性新技术(发明专利),通过时间、温度、压力、转子速度的精准设计及电脑系统控制,确保胶料共混改性效果,使混炼胶质量均匀、一致,减少了胶辊锭间差异及条干衰减性。
2.2.4 优化预处理工艺
优化预处理工艺(发明专利)对功能性配合剂进行纳米胶体化处理,使产品组成均质三维交联结构弹性体,提高胶辊使用寿命。
2.2.5 成型新工艺
成型新工艺(发明专利)采用新型塑性材料替代传统成型包覆材料,提高胶料与骨架层粘合强度,改善胶辊表面致密性,提高胶辊磨砺质量。
2.3 过程质量控制
2.3.1 监控手段科学
科学的监控手段是保证产品质量的前提,目前主要利用自动配料控制系统、炼胶工艺监控系统、硫化控制系统等先进的控制系统来监控。产品过程质量控制用监控系统示意见图1。

a) 自动配料控制系统 b) 硫化控制系统
2.3.2 生产工艺设备先进
采用新型密炼式混炼以及冷喂料复合挤出成型工艺。传统开放式炼胶机与密炼机工艺对比见表1,传统热喂料挤出成型与冷喂料复合挤出成型工艺对比见表2。
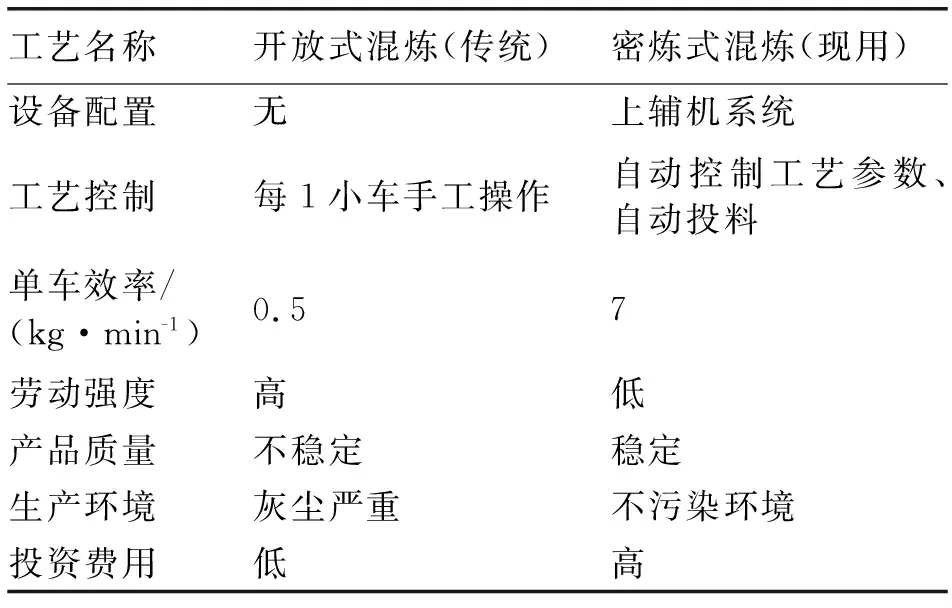
表1 传统开放式炼胶机与密炼机工艺

表2 传统热喂料挤出成型与冷喂料复合挤出成型工艺
经过新材料和新工艺的应用、过程质量控制的改进,WRC系列胶辊新产品性能进一步提升。首先,握持性更好:一是使用期内胶辊握持性能衰退速度慢,衰退幅度小;二是胶辊性能一致性好,使用期内可靠性、一致性、稳定性强。其次,适纺性和抗绕性更强:一种型号的胶辊适纺不同纤维、不同混纺以及多种纤维混纺,尤其提高了纺化纤的适纺性,温湿度变化敏感性小;新型抗静电剂的优化组合,提高了胶辊抗绕性。再次,使用寿命更长:在高速运转条件下,延长细纱、粗纱胶辊1次回磨周期,提高使用寿命;有利于环境保护:各型号胶辊表面采用不处理技术(特殊环境需要抗静电处理可采用稀涂料+光照处理),连续纺纱后可以不使用化学清洗剂或酸类处理剂,不污染环境、不损害人体健康。
3 新型胶辊使用案例
3.1 WRC-S68型胶辊
3.1.1 设计亮点
WRC-S68型胶辊邵尔A硬度为68度,军绿色,适纺棉、粘胶、混纺等,适应集聚纺、赛络纺、包芯纱等无动程或小动程纺纱工艺;其表面采用光照、涂料处理,是一种抗静电耐磨胶辊。该胶辊采用新型高分子弹性主体材料、功能性助剂研制而成,胶辊弹性比同硬度胶辊提高25%,静压缩变形降低38%,抗中凹性优异,使用周期长、纺纱条干稳定;其表面的功能膜具备抗静电及抗绕等性能,对车间温湿度适应性强,上机不会带花、缠绕等,基本无走熟期。
3.1.2 使用案例
在山东某纺企青泽四罗拉集聚纺细纱机上,分别使用WRC-S68型胶辊及某进口胶辊(邵尔A硬度为68度)纺JMF C 14.6 tex品种(无导纱动程),主牵伸胶辊直径为30.2 mm~29.2 mm,用国产紫外线光照机光照1 min。工艺参数:主牵伸胶辊压力为140 N/双锭,集聚胶辊压力为50 N/双锭;罗拉隔距为18 mm×30 mm,采用V型牵伸、气动加压。贝克磨胶辊机磨砺工艺:x轴速度为50 mm/min,y轴速度为350 mm/min,抛光量为0.01 mm,往复次数为2次。同锭、同粗纱WRC-S68型胶辊和某进口胶辊成纱质量对比,见表3;两种胶辊耐中凹情况对比,见表4;不同直径的WRC-S68型胶辊(回磨后)成纱质量对比,见表5。

表3 两种胶辊纺JMF C 14.6 tex成纱质量

表5 不同直径的WRC-S68型胶辊成纱质量
WRC-S68型胶辊替代进口胶辊,大面积推广应用1 a,成纱质量达到进口胶辊水平;在无导纱动程纺纱条件下,进口胶辊回磨周期为40 d,WRC-S68型胶辊回磨周期为75 d以上,回磨周期延长、成纱质量稳定,大大节约了生产成本。
3.2 WRC-968型铝衬管胶辊
3.2.1 设计亮点
WRC-968型铝衬管胶辊邵尔A硬度为68度,浅灰色,表面经光照、涂料处理,适纺化纤、粘胶纤维及混纺等品种,适应集聚纺、赛络纺等重加压、重定量纺纱工艺。该胶辊主要针对重定量、大牵伸、无导纱动程的使用状态而开发,抗静电性、耐磨性和耐压性能好,是一种抗静电耐磨胶辊。
3.2.2 使用案例一
在南京某纺企JW1562型细纱机上,分别使用WRC-968型铝衬管胶辊和进口某胶辊(邵尔A硬度为63度)纺R 14.6 tex AAJMF品种,粗纱定量为4 g/(10 m),胶辊直径为30 mm,1∶5涂料配比表面处理;主牵伸胶辊压力为150 N/双锭,集聚辊压力为50 N/双锭;罗拉隔距为18 mm×36 mm,平面牵伸弹簧加压。两种胶辊成纱质量对比,见表6。

表6 两种胶辊纺R 14.6 tex AAJMF成纱质量
从表6使用效果看,WRC-968型胶辊与进口某胶辊成纱质量在同一水平,且成纱质量数据稳定。
3.2.3 使用案例二
在扬州某纺企FA506型细纱机上,分别使用WRC-968型胶辊和国产某胶辊(邵尔A硬度为67度)纺T/C 65/35 13.3 tex品种,粗纱定量为6 g/(10 m),胶辊外径为30 mm,采用1∶6涂料处理;前档胶辊压力为150 N/双锭,罗拉隔距为18 mm×35 mm,平面牵伸弹簧加压,成纱质量对比见表7。

表7 两种胶辊纺T/C 65/35 13.3 tex成纱质量
从表7使用效果看,WRC-968型胶辊与国产某胶辊成纱质量在同一水平,且数据稳定。
3.3 WRC-ZN70型铝衬管胶辊
3.3.1 设计亮点
WRC-ZN70型铝衬管胶辊,邵尔A硬度为70度,深绿色,表面采用光照、涂料处理均可;适纺纯棉、涤棉、粘胶纤维等品种,适应重加压、重定量纺纱工艺,是一种抗静电耐磨胶辊。该胶辊采用新型高分子材料,显著提高了耐油性和品种适纺性(特种纤维),且耐磨性、耐压变性能优异,表面抗污染性好。
3.3.2 使用案例一
在福建某纺企FA506型细纱机上,分别使用WRC-ZN70型铝衬管胶辊和国产某胶辊(邵尔A硬度为70度)纺T/C 65/35 18.2 tex品种,粗纱定量为6.5 g/(10 m),胶辊直径为30 mm,表面用1∶4涂料处理,前档胶辊压力为155 N/双锭,成纱质量对比见表8。

表8 两种胶辊纺T/C 65/35 18.2 tex成纱质量
通过1年跟踪,WRC-ZN70型胶辊与国产某胶辊在涤棉品种成纱指标优于其他国产胶辊,且质量数据稳定。
3.3.3 使用案例二
在河北某纺企青泽细纱机上,分别使用WRC-ZN70型铝衬管胶辊和进口某胶辊(邵尔A硬度为72度)纺T 13.9 tex品种,粗纱定量为5 g/(10 m),胶辊直径为30 mm,表面用1∶10涂料+90 s光照处理,前档胶辊压力为160 N/双锭,成纱质量见表9。

表9 两种胶辊纺T 13.9 tex成纱质量对比
通过1年跟踪,WRC-ZN70型胶辊与进口胶辊在纯涤品种的成纱技术指标略有提升,质量数据稳定、锭间差异小。
4 结语
随着纺纱生产高速化及设备自动化、连续化、智能化水平的大幅提升,用户对制造企业个性化服务需求凸显,对纺织专用基础件性能及服务要求越来越高。胶辊作为重要的牵伸器材,其可靠性、适纺性及质量一致性等,也会随着研发力度的加大越来越好。笔者公司会一如既往地对市场差异化需求及时反应,在新材料、新工艺、过程质量控制等方面狠下功夫,持续提高生产设备自动化水平和产品品质,为纺织行业高质量发展提供优质产品、优质服务。
猜你喜欢
弹性体(2022年3期)2022-11-15
轮胎工业(2022年2期)2022-07-19
纺织科学研究(2021年6期)2021-07-15
小学阅读指南·低年级版(2020年11期)2020-11-16
大经贸(2020年1期)2020-04-07
中国纤检(2017年3期)2017-04-06
当代化工(2016年3期)2016-07-10
纺织导报(2015年6期)2015-12-31
新青年(2015年2期)2015-05-26
意林(2014年17期)2014-09-23
