
新型抑制剂y-As在硫砷分离中的抑制机理研究及工业应用
2021-11-17 12:04严伟平
中国矿山工程 2021年5期
叶 超, 严伟平
(1.鹰潭市九一二地质大队, 江西 鹰潭 335413; 2.中国地质科学院矿产综合利用研究所, 四川 成都 610041)
1 前言
抑制剂作用是指破坏或削弱矿物对捕收剂的吸附,增强矿物表面的亲水性,从而降低矿物可浮性的作用。近年来,巯基化合物捕收剂在硫化矿表面的电化学机理研究表明:硫化矿与捕收剂的作用为电化学反应,在不同的硫化矿- 捕收剂矿浆体系中,巯基化合物捕收剂与硫化矿物作用将出现不同的产物,其遵循平衡电位小的阳极反应优先发生原则。毒砂属黄铁矿类矿物,研究测试表明,毒砂晶体存在[FeS]与[AsS]两种化学键,其中[FeS]键与黄铁矿表面存在的[FeS]键构造相似,在用一些常用的捕收剂选择性分离硫砷时得不到好的分选效果。另一方面,在面对硫砷分离问题上致力于研究开发一些新型的有效抑制剂,以此来扩大毒砂与黄铁矿的可浮性差别。目前,常用的毒砂抑制剂有石灰、碳酸钠、氢氧化钠、高锰酸钾、漂白粉与氰化物等,但是这些抑制剂的工业应用都有苛刻的条件,或是分离区间狭窄,或是药剂稳定性不好等,给硫砷分离带来了很大的困难。
本文通过多组黄铁矿、毒砂的单矿物及人工混合矿试验,以y-As为毒砂抑制剂,发现在一定的pH值范围内,通过y-As的作用可增大两种矿物的可浮性差别,实现两种矿物的浮选分离。同时,辅助红外检测及动电电位测试手段,初步探明了y-As的抑制机理:毒砂和黄铁矿在y-As的作用下,其可浮性都有所下降,但随着y-As的用量增加,毒砂的可浮性下降较快,而黄铁矿受的影响较少;动电电位图也显示,毒砂在y-As的作用下其表面动电位变化大于黄铁矿表面动电位的变化。 最后,根据实验室小型试验结果,在选矿厂实现了硫砷分离的工业应用,发现y-As的工业应用简单,且效果明显[1-2]。
2 矿样制备及试验条件
试验所用的黄铁矿(FeS2)和毒砂(FeAsS)均取自广西大厂矿田92号矿体,通过人工拣选的方法挑选合格的黄铁矿富矿和毒砂富矿,锤碎后在显微镜下进行人工拣选除杂,使用陶瓷球磨机进行细磨,经过淘洗后,筛出-0.147+0.037 mm粒级的矿样作为试验矿样。使用盐酸(浓度1.0%)清洗矿样,再用蒸馏水反复多次冲洗,待矿样在室温下晾干后装入磨口广口瓶,并蜡封贮存备用。经化验分析,黄铁矿中硫品位为51.12%,即纯度为95.60%;毒砂中砷品位为43.06%,即纯度为93.60%,两种矿物均满足试验要求。纯矿物浮选试验主要探究矿物在不同矿浆pH、不同抑制剂用量、不同捕收剂用量作用下单矿物与可浮性的关系。实验流程:每次称取单矿物5.0 g,添加适量的蒸馏水,用KQ- 100DV型数控超声波清洗机洗矿15 min,待矿浆静置分层后吸出上层悬浮液,用蒸馏水多次清洗后,在型号XFG- 76、规格为3~35 g挂槽式浮选机上进行试验。单矿物的试验流程如图1所示,pH调整剂用HCl或NaOH,抑制剂用y-As,捕收剂为丁基黄药。
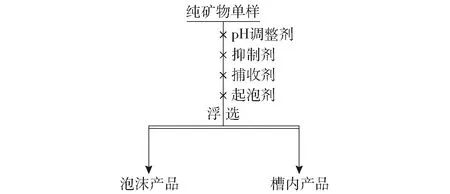
图1 单矿物试验流程图
单矿物浮选判据为
式中:R——回收率;
m1、m2——分别为泡沫产品和槽内产品质量。
人工混合矿是以目前车河选矿厂处理矿石中黄铁矿/毒砂的比值3.715配矿,每次混合矿用量仍为5.0 g,即黄铁矿3.94 g和毒砂1.06 g。
单矿物的红外光谱测试在傅立叶红外光谱仪AVATAR 370FITR上进行,动电电位测试在BIC公司生产的DELSA440SX精密电位测定仪上进行。
3 试验结果与分析
3.1 黄铁矿和毒砂的单矿物试验研究
图2、图3、图4所示分别为丁基黄药用量、矿浆不同pH、y-As用量对两种单矿可浮性的影响。从由图2可知,在整个丁黄药用量范围内两者的可浮性极为相似,且回收率都较高,若仅通过调节丁黄药用量来实现黄铁矿和毒砂的分离是不可能的。由图3可知,黄铁矿在矿浆pH介于酸性至中性均具有良好的可浮性,毒砂则是在矿浆pH为酸性环境下表现出良好的可浮性;当矿浆pH逐渐升高至碱性时,黄铁矿和毒砂的可浮性迅速下降,且黄铁矿和毒砂的可浮性随pH的升高越来越差,即通过调控浮选矿浆pH可增大黄铁矿和毒砂的可浮性差异[3-4]。由图4可知,当砷抑制剂y-As用量小于15 mg/L时,黄铁矿和毒砂均表现出较好的可浮性,回收率分别约为95.00%和80.00%;当继续增大砷抑制剂y-As用量时,毒砂受到明显的抑制作用,而黄铁矿受到的抑制作用较弱;当砷抑制剂y-As用量为25 mg/L时,黄铁矿的回收率约为80%,而毒砂的回收率约为20%,即黄铁矿受到的抑制作用明显弱于毒砂。这表明,y-As对毒砂有选择性抑制能力。因此,试验确定y-As用量25 mg/L为黄铁矿和毒砂纯矿物分选最佳用量。

图2 纯矿物单样浮选回收率与丁黄药用量关系图
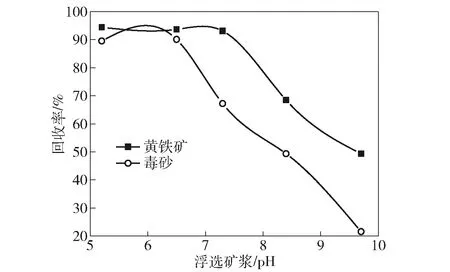
图3 纯矿物单样浮选回收率与矿浆pH值关系图

图4 纯矿物单样浮选回收率与y-As用量关系图
3.2 纯矿物的人工混合矿试验研究
目前车河选矿厂采用的混浮—分离流程,抑砷浮硫工艺进行硫砷分离,实质上是对毒砂先活化后抑制。试验流程如图5所示,通过对浮选条件实验最终确定最适浮选矿浆pH介于5.5~6.0,CuSO4最佳用量2.0 mg/L,丁黄药最佳用量为17.5 mg/L,砷抑制剂y-As最佳用量为25 mg/L,试验结果见表1。
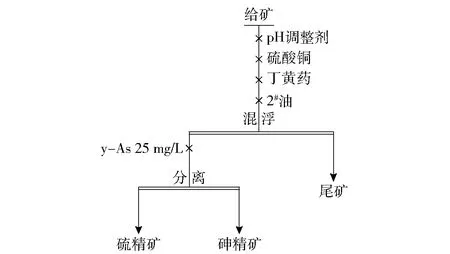
图5 人工混合样浮选试验流程图
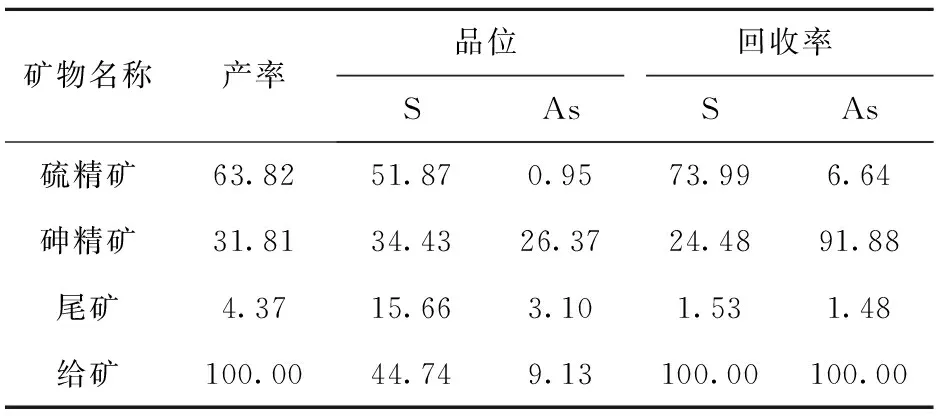
表1 人工混合样浮选试验结果 单位:%
从表中数据可知,硫精矿中硫品位为51.87%,砷品位为0.95%,硫金属回收率73.99%;砷精矿中硫品位为34.43%,砷品位为26.37%,砷金属回收率91.88%,尾矿硫、砷金属损失率分别为1.53%和1.48%。通过试验结果可知,试验硫砷浮选分离效果良好,且达到了充分回收硫、砷的目的,说明选用y-As作为砷矿物的抑制剂浮选分离黄铁矿和毒砂是完全可行的。
4 检测分析

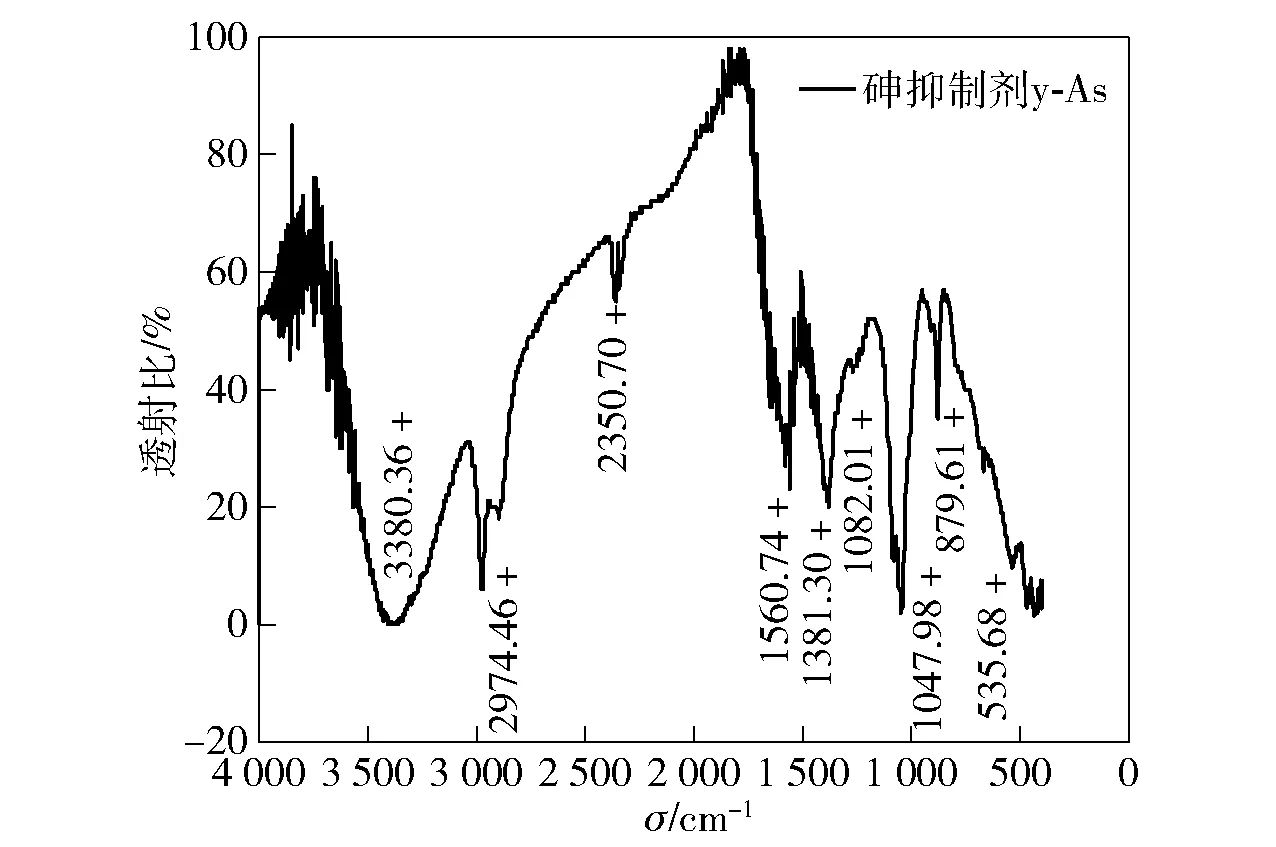
图6 y-As的红外光谱图
为了进一步探明y-As在矿物表面吸附作用后对矿物表面产生的影响,图7、图8所示分别是黄铁矿、毒砂表面用y-As作用前后,随着矿浆pH变化矿物表面Zeta电位的变化情况图。从图中分析可知,经过y-As的作用,其表面动电位均有所降低,并且毒砂的表面动电位降低幅度较大。结合pH对单矿物的可浮性影响结果来看,矿物表面动电位下降,其可浮性也随之下降。也就是说,y-As的作用已经导致了黄铁矿、毒砂的可浮性降低,并且在一定的pH范围内,两种矿物的可浮性差别增大。这也就不难理解y-As对毒砂的选择性抑制了。
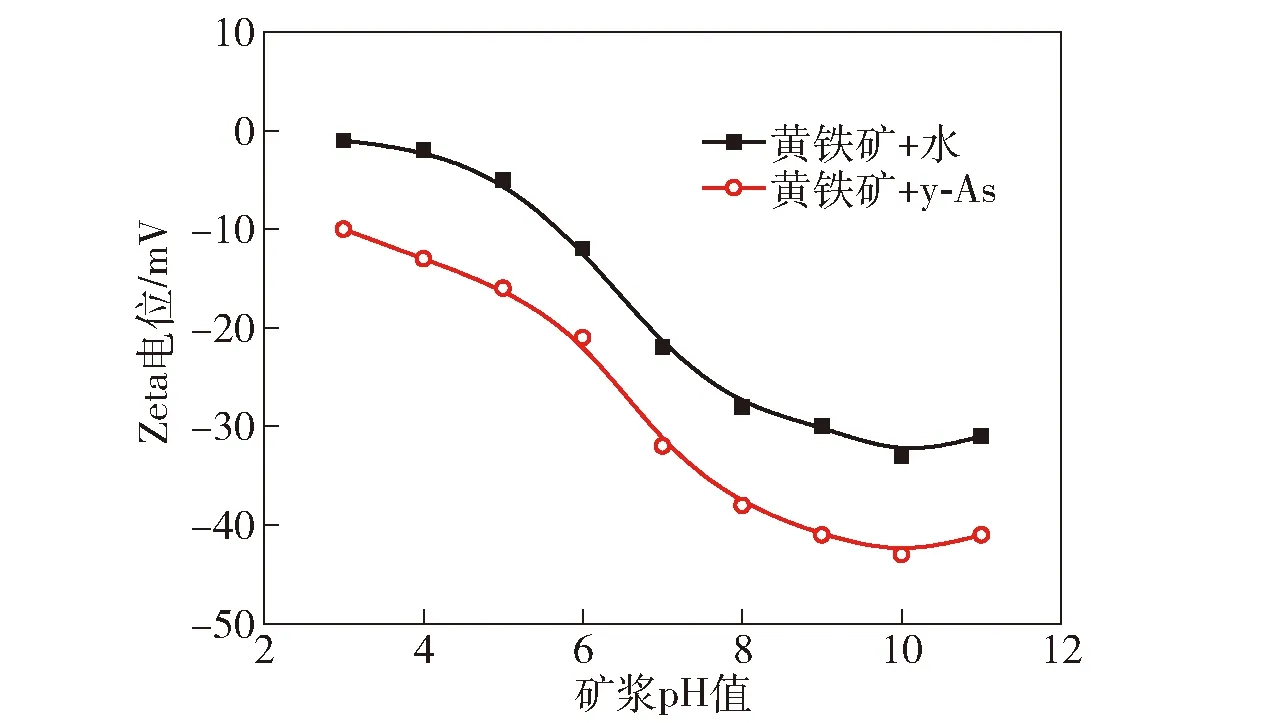
图7 黄铁矿在不同条件下的动电位与pH关系
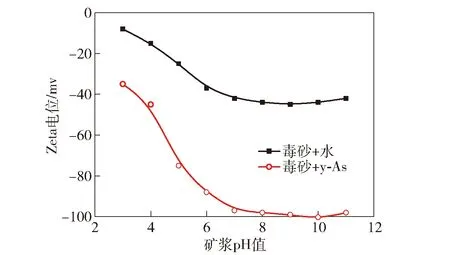
图8 毒砂在不同条件下的动电位与pH关系
5 工业应用
根据实验室小型试验结果,设计硫砷选矿车间为磁—浮—重工艺流程。铅锌尾矿经磁选回收磁黄铁矿,磁选尾矿浓缩脱水后进行硫砷混合浮选,混浮尾矿采用摇床产出中度锡精矿,浮选泡沫经浮硫抑砷得硫精矿,抑制剂采用y-As,硫砷分离尾矿再用摇床产出高品位砷精矿和最终尾矿,具体流程如图9所示,流程生产稳定后,于2009年10月23日白班~26日中班组织11个班次连续工业测定,得精矿产品工业试验指标加权平均值见表2。
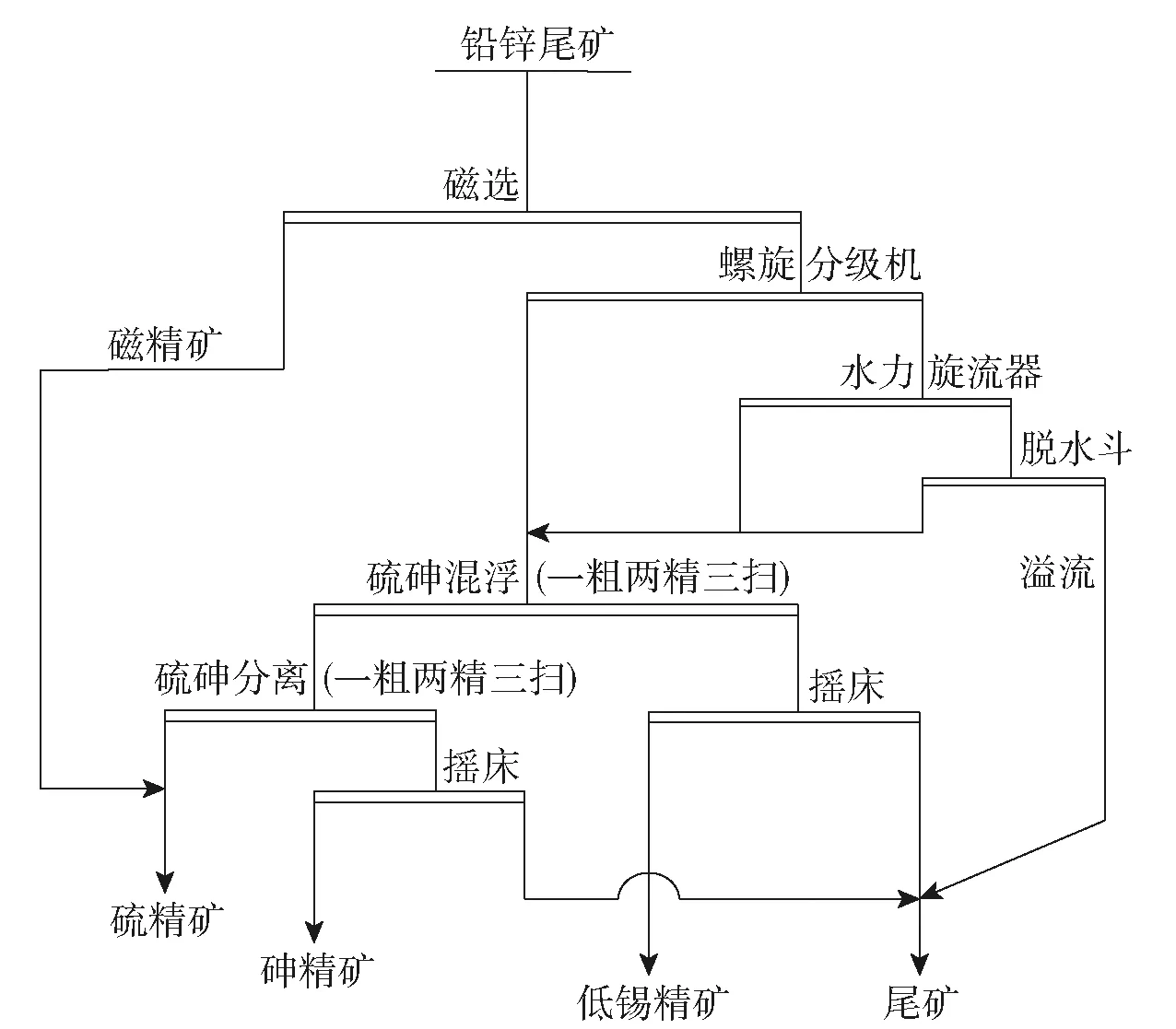
图9 改造后硫砷车间工艺流程
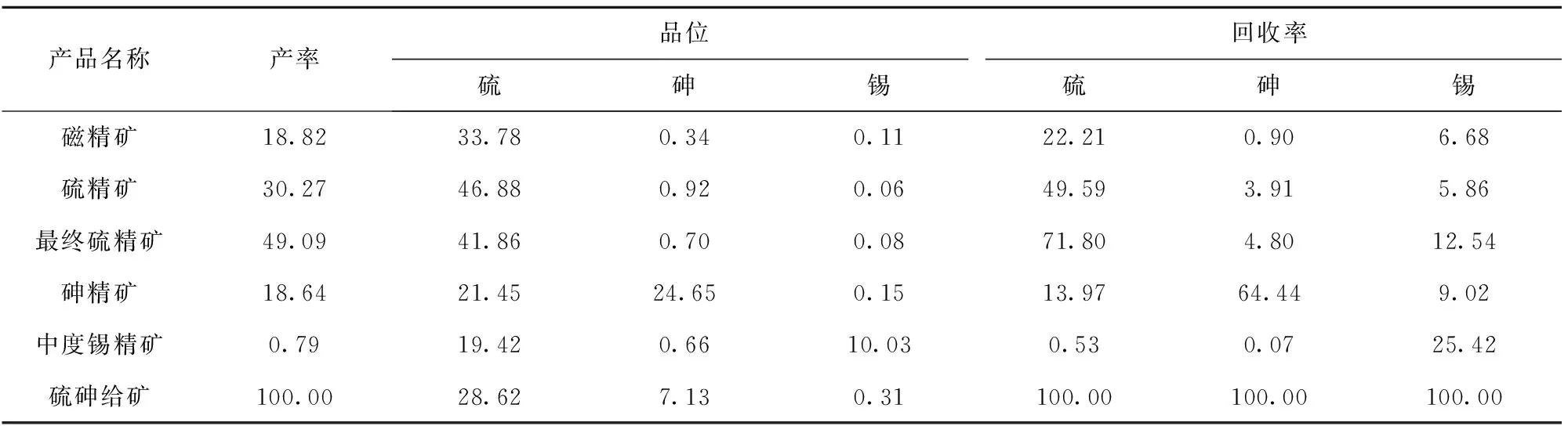
表2 工业试验指标加权平均结果 单位:%
由表2数据显示,最终硫精矿的硫品位41.86%,回收率达71.80%,最终硫精矿中含砷仅0.70%;砷精矿的砷24.65%,回收率64.44%;中度锡精矿含锡10.03%,锡作业回收率25.42%,工业试验指标良好。
6 结论
(1)对黄铁矿和毒砂纯矿物可浮性的影响因素试验结果表明,通过简单调控矿浆pH条件、增减丁黄药用量,难以实现黄铁矿和毒砂的有效分离。添加抑制剂y-As能明显降低毒砂的可浮性,而对黄铁矿影响不大。同时模拟广西现场处理矿石混合样试验证明了毒砂和黄铁矿的有效分离。
(2)y-As的红外光谱图分析可知,抑制剂y-As属芳香族羟基羧酸盐,是一种高分子有机化合物,在弱酸性矿浆中与矿物表面生成可溶性螯合物,从而抑制黄铁矿;同时y-As还可以改变黄铁矿和毒砂的表面动电位,且对毒砂表面动电位的影响要大于黄铁矿。特别是在特定的pH范围之内,两种矿物的可浮性差别增大,以此来扩大两种矿物的分离区间。
(3)工业应用表明,y-As工业生产上适用性强,能有效的抑制毒砂。所得产品硫精矿中硫品位41.86%,硫回收率达71.80%,含砷仅0.70%;砷精矿的砷24.65%,回收率64.44%。
猜你喜欢
矿冶工程(2021年6期)2022-01-06
湖南有色金属(2021年5期)2021-10-23
中国水运(2020年11期)2020-12-23
航海(2020年5期)2020-11-02
矿冶(2020年4期)2020-08-22
矿产综合利用(2020年1期)2020-07-24
矿产综合利用(2020年5期)2020-01-05
有色金属(矿山部分)(2019年6期)2019-12-24
建材发展导向(2019年10期)2019-08-24
西部资源(2019年3期)2019-01-03
