YZH-120Q型钢轨感应正火机的研制
2021-11-19 11:46刘晓磊王亚峰
轨道交通装备与技术 2021年5期
刘晓磊 周 涛 王亚峰 史 康 张 俊
(1.中车戚墅堰机车车辆工艺研究所有限公司 江苏 常州 213011;2.中铁十一局集团第三工程有限公司 湖北 十堰 442012)
现场钢轨闪光焊接后,焊缝区域晶粒粗化,塑性、韧性下降,容易产生钢轨焊接接头低塌等问题[1],需将钢轨焊接接头加热到奥氏体化温度(一般为850 ℃~930 ℃)后,迅速进行强制喷风冷却,以提高焊接接头的塑性、韧性、硬度等性能。目前现场施工大多采用火焰正火,火焰正火的钢轨表面和内部温差较大,难以均匀分布且加热效果易受到火孔分布、火孔状态的影响,火焰正火存在安全隐患,尤其在地铁隧道中,存在气瓶掉落爆裂伤人、漏气等安全隐患。钢轨感应正火是在感应线圈通入交变电流,在钢轨上产生涡流从而加热钢轨,其加热速度快且均匀,可实现正火自动控制和温度检测,安全风险小,越来越受到施工单位的青睐。
本文研制了一款满足现场钢轨正火施工,具有正火保压、自适应夹紧对中、线圈平移对位功能的钢轨感应正火机,且该正火机在线上正火时无须支垫钢轨。
1 正火机整体结构
YZH-120Q型钢轨感应正火机,主要由开合式感应线圈、自适应夹紧对中装置、线圈平移装置、变压器、外壳、操作系统等组成(见图1)。
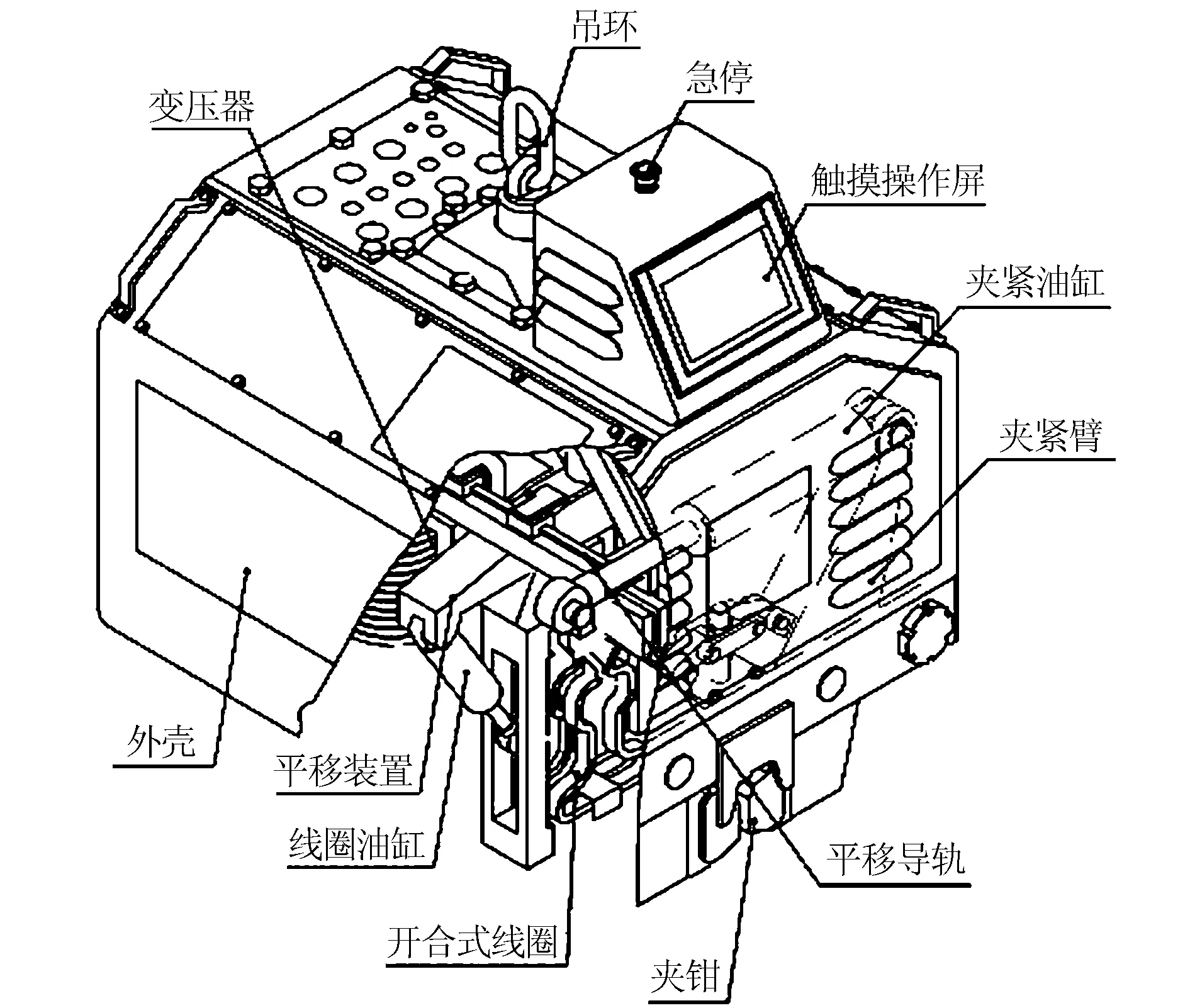
图1 正火机结构图
工作时,正火机操作系统发出操纵信号,通过电磁阀控制夹紧臂的夹紧/张开、感应线圈的张开/闭合、感应线圈的前进/后退,自动正火时电气控制系统按设定的工艺向正火机各个执行器发出控制信号,通过温度等传感器采集正火数据信号,实施反馈控制[2]。
2 正火机结构设计
2.1 开合式感应线圈
对感应线圈的要求:(1)满足现场长钢轨施工要求,需采用开合式线圈;(2)满足焊接接头正火要求,感应线圈宽度应大于焊缝热影响区宽度;(3)满足线上施工钢轨免支垫,线圈开闭全过程最低点距离钢轨轨底面应不大于60 mm。
通过对闪光焊接接头(未正火)进行取样:钢轨全纵断面(1#、2#),轨角纵断面(3#、4#),热影响区显影如图2所示。

图2 闪光焊接头试件热影响区宏观显影
经过大量取样分析,闪光焊接接头热影响区宽度一般在30~60 mm,因此正火加热宽度应覆盖热影响区,焊缝加热宽度应不小于60 mm。为了满足现场长钢轨施工及线上施工免支垫钢轨的要求,感应线圈设计为开合式,且在线圈开闭过程中,线圈最低点与钢轨轨底的距离不大于60 mm。
感应线圈采用大电流、低电压的双线圈并联开合式(见图3),采用空心方铜管折弯而成。通过油缸将线圈顶部电极块压紧在变压器电极上,线圈底部电极块互相压紧形成闭合回路,线圈内部通水冷却。通过油缸的伸缩实现线圈绕销轴旋转且最低点距离钢轨轨底面为52 mm。为使线圈电极块与变压器电极有更大的接触导电面积,线圈的上导电块设计为弹性支撑结构。

图3 线圈闭合状态
2.2 自适应夹紧对中装置
线圈闭合后与钢轨轮廓间距是影响正火质量的关键,待正火钢轨在平直线路、曲线线路的位置状态不同,因此保持线圈与钢轨的对中性和与钢轨轮廓的间距尤为重要。自适应夹紧对中装置采用钳形的夹紧对中结构,夹紧油缸位于增力端,通过夹紧油缸的伸缩运动带动夹紧臂实现对钢轨的夹紧对中[3]。夹钳上设置有弹性支撑结构,夹钳夹紧钢轨时一对夹钳弹性支撑(见图4)的竖直分力Fy将钢轨顶在定位块上,水平分力Fy实现自适应的受力平衡,保证了夹紧对中性和线圈与钢轨轮廓间距。

图4 弹性支撑结构
夹紧力FJ为:FJ=FY·H1/H2,其中H1/H2为夹紧臂的杠杆比,FY为夹紧油缸输出的力,为了防止正火时钢轨纵向承受拉伸力,经计算,夹紧力FJ=100 kN。
2.3 线圈平移装置
闪光焊接接头焊缝的宽度约20~30 mm,通过起重机起吊正火机对位焊缝,但并不能准确地对准焊缝。为对位准确、操作方便,线圈还需要平移对位,设计的线圈平移装置(见图1)满足了平移对位要求。线圈平移油缸活塞杆伸出最大行程时,机构到达最右端;活塞杆缩回最小时,机构到达最左端,总行程为50 mm,可满足线圈平移对位的要求。
3 正火机操作系统
正火机操作系统采用触摸屏式人机交互,能够实时显示正火温度、频率等参数。操作系统由PLC分布式控制系统(见图5)和实时监控系统(见图6)两部分组成,PLC分布式控制系统控制感应线圈夹紧、张开、前进、后退,夹钳的夹紧对中,轨底角和轨头温度的检测等。
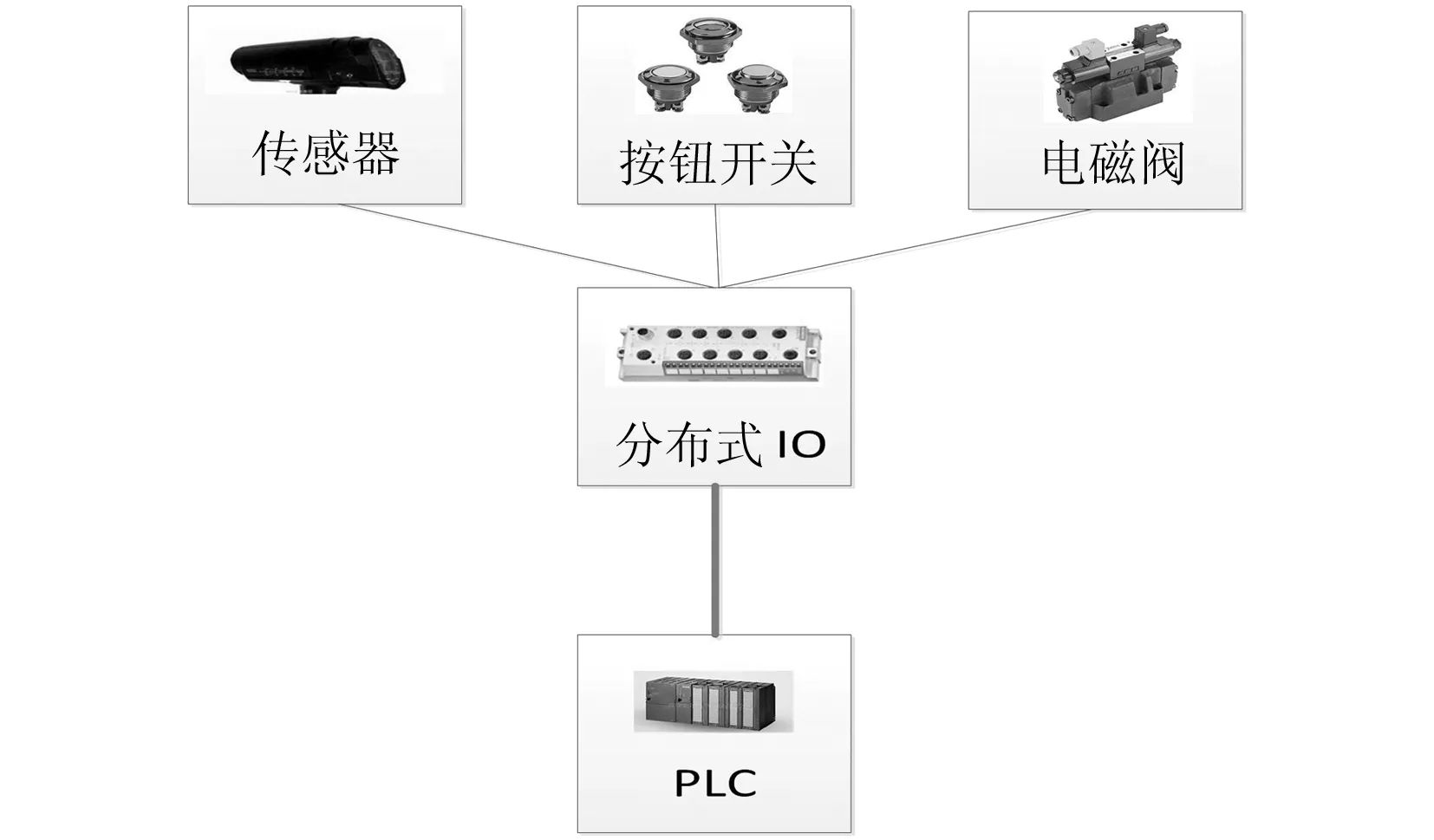
图5 分布式控制系统原理图
正火机的分布式IO主要由DI、DO、AI、电源分配模块等四部分组成,采用西门子ET200eco系统,触摸式按钮与DI相连,输入夹钳夹紧/张开、线圈夹紧/张开、线圈前进/后退、限位开关等控制信号;温度传感器和限位传感器与AI相连,输入轨头和轨底的温度控制信号;电磁阀与DO相连,控制阀执行动作;信号通过profinet总线与PLC控制系统进行通信。
正火机内部空间狭窄且照明不足,选择支持POE供电摄像头和TPLINK的TL-SG1005P交换机,与工控机和触摸屏组成实时监控系统(见图6),负责正火线圈对位焊缝的实时监测,方便人工对位。

图6 实时监控系统原理图
4 正火参数调试
为使钢轨焊接接头晶粒度和力学性能满足TB/T 1632的要求,需进行正火工艺调试,使轨头加热温度为(900±20) ℃,轨头轨脚温差≤50 ℃(轨脚测温位置在轨脚边缘向内10 mm范围内)。
正火工艺参数由电流、频率、温度、正火时间、喷风时间等组成。正火频率越高加热速度越快,但加热不均匀;而频率越低加热速度越慢,但加热较均匀,因此设计了可自动切换频率的正火工艺,先低频加热到设定的温度后自动切换至高频加热,这样既保证了加热的均匀性,又提高了工作效率。调试以60 kg/m、鞍钢U75V钢轨为例,利用轨头温度与正火时间双控模式开展工艺参数调试。通过对各个参数的调试,轨头设定890 ℃,平均缩短正火时间8 s,轨脚温度分布理想,满足温差≤50 ℃的调试思路。
取样后经检测焊接接头焊缝显微组织为铁素体+珠光体,晶粒度达到了8级(见表1)
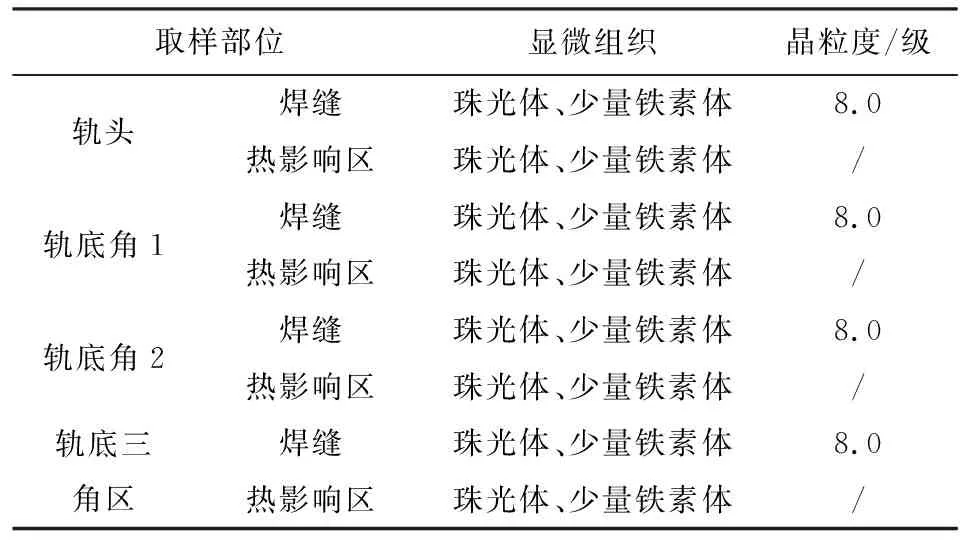
表1 显微组织和晶粒度实验结果
喷风压力为0.3 MPa,钢轨轨头和轨腰硬度均在母材硬度的95%和110%之间,宽度W≤20 mm(见图7)。

图7 轨头硬度检测结果
正火后的试件落锤和断口情况如表2所示。

表2 鞍钢U75V、60 kg/m钢轨焊接接头试件正火情况
5 应用情况
2019年9月,YZH-120Q型钢轨感应正火机应用于中铁十一局上海地铁15号线A标段(见图8),鞍钢U75V、60 kg/m钢轨正火后各项指标检测合格,取得了符合TB/T 1632—2014的《检测报告》。

图8 正火后的焊接接头
经现场应用表明,YZH-120Q型钢轨感应正火机正火质量稳定、效率高,满足现场长轨作业施工要求;正火保压功能克服了施工中钢轨应力变化对接头产生的影响;自适应夹紧对中、线圈对位功能保证了钢轨正火质量,线上作业实现了钢轨免支垫。
猜你喜欢
锻压装备与制造技术(2022年1期)2022-03-24
铁道建筑(2021年11期)2021-03-14
装备制造技术(2020年2期)2020-12-14
安邸AD(2020年5期)2020-07-16
环球市场(2020年13期)2020-01-18
中国特种设备安全(2019年2期)2019-04-22
制造技术与机床(2018年11期)2018-11-23
计算机测量与控制(2018年4期)2018-04-25
传动技术(2017年4期)2018-01-26
中国病理生理杂志(2015年10期)2015-01-26