
蜡油加氢装置加热炉炉管振动分析
2021-11-20 08:19谢燕媚仝保田任兴杰
石油化工设备 2021年6期
谢燕媚,仝保田,任兴杰,唐 帅,段 权
(1.西安交通大学 化学工程与技术学院,陕西 西安 710000;2.山东京博石油化工有限公司,山东 滨州 256500)
在石油、化工行业中,管道的异常振动轻则导致管道与附件间磨损加剧,加速疲劳断裂,重则引起泄漏、破裂造成严重事故[1-3]。山东某石化公司80万t/a蜡油加氢装置正常运行时,加热炉对流室转辐射室处炉管发生剧烈振动,并伴随间歇性异响,存在安全隐患。振动导致加热炉一直处于低负荷运行,严重制约了蜡油加氢装置的进一步提量生产。加热炉炉管内工质为氢油比960~1 000的石蜡油和氢气混合物,主要工质为氢气,氢气由往复式压缩机提供动力。 笔者在对往复式压缩机管道振动机理研究分析的基础上,对加热炉炉管进行振动测试,并运用ANSYS Workbench有限元软件计算分析炉管振动原因。
1 加热炉炉管振动分析基础
往复式压缩机工作时对压缩机内气体进行周期性的往复压缩运动,内部存在周期性的气流脉动,压缩机内部气体流速非常高,对管道造成周期性变化的压力脉动。设备和管道会因为脉动压力形成激振力,从而对管道系统产生一定的振动效应。当管道系统固有频率与激发频率相近时,会产生结构共振现象,加大对管道系统的损伤,可能引发更严重的后果[4-7]。
2 加热炉炉管振动测试
该蜡油加氢装置加热炉炉管中工质为氢油比大于900的石蜡油和氢气混合物。利用转速400 r/min的循环氢压缩机为氢气提供动力,利用转速2 980 r/min的离心泵为石蜡油提供动力。由于现场炉管振动基频较低,因此采用低频、量程大的加速度传感器配合DH5903动态信号分析仪进行振动信号采集。
因加热炉内温度高达800℃,故测点选择在靠近振动炉管的外壁面位置。根据异响剧烈程度判断炉内炉管振幅大小,根据信号的频域来分析其振动特性。现场异响明显来自于加热炉辐射室,因此测试位置选择在辐射室底部外壁面。第1次振动测试时工质质量流量为88~89 t/h,第2次振动测试时工质质量流量为90~91 t/h,得到的炉管振动测试频域图见图1。
提高工质质量流量时加热炉现场异响明显增大。从图1看出,炉管振动频域集中在40 Hz以下,频域信号较为复杂,估计炉管柔性较大,需进一步对加热炉内部炉管进行结构模态分析。
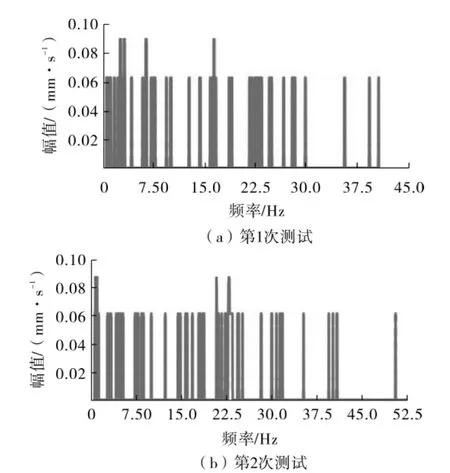
图1 加热炉炉管振动测试频域图
3 加热炉炉管振动分析
3.1 激发频率计算
压缩机的往复运动频率为激发频率。激发频率的计算公式为:

式中,f为激发频率,Hz;m为系数,单作用气缸时m=1,双作用气缸时m=2;n为压缩机曲轴转速,r/min。
当管道系统的固有频率在激发频率的共振区时,管道会产生明显的共振现象。按式(1)计算,400 r/min的循环氢压缩机存在6.67 Hz的激发主频率。
3.2 模态分析
要分析管道是否发生共振,需得到管道结构的固有频率。实际的管道系统结构十分复杂,获得振动方程的精确解十分困难,故采用有限元方法求解复杂管道的固有频率及振动响应[8-12]。利用ANSYS Workbench有限元软件对管道进行模态分析,建立的加热炉炉管有限元模型见图2。
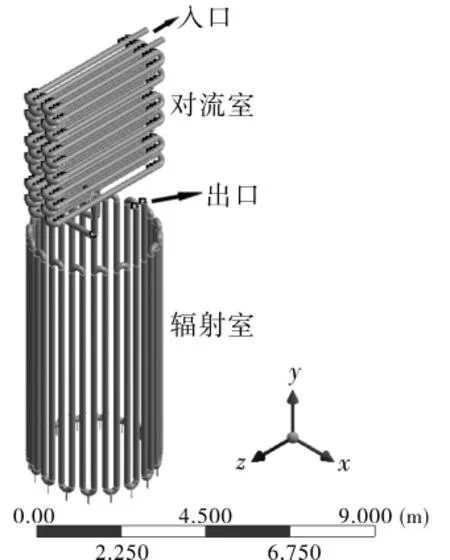
图2 加热炉炉管有限元模型
根据加热炉炉管走向及参数定义管道模型,材料的泊松比 0.31、弹性模量 181.5 GPa、密度7.9×103kg/m3。对管道模型采用四面体单元进行网格划分,最终模型总节点数为793 993个。添加实际固定约束及弹簧吊架等约束,在对流室炉管与两端管板接触位置 (管板中心线距离180°弯头焊缝 150 mm,管板厚度为 150 mm)添加径向约束,在对流室出口炉管添加弹簧吊架(吊架位于对流室出口炉管水平段,距离对流室出口炉管竖直段中心线300 mm),在辐射室炉管上方180°弯头处添加垂直弯头的水平方向约束,在辐射室炉管下方导向管处添加径向约束[13-17]。
利用ANSYS Workbench软件计算加热炉管道1阶~150阶固有频率,典型的管道激发频率倍频见表1。由表1看出,炉管受到6.46、12.90、20.46、40.29 Hz等频率信号激励时容易产生共振,振型最大变形区域均为辐射室入口及附近炉管,激发主频率为6.667 Hz。结合振动测试数据,可知循环氢压缩机引起的气流脉动会导致加热炉辐射室入口炉管的径向振动。

表1 加热炉炉管典型激发频率倍频
3.3 谐响应分析
谐响应分析可计算结构的稳态受迫振动,验证设计是否能克服共振、疲劳及受迫振动造成的危害。对模态模型施加一个频率为6.667 Hz、压强为34.1 MPa(加热炉炉管入口压强为13.2 MPa,根据炉管内径面积与壁厚面积换算得到此值)的正弦压强波,施加位置为对流室入口炉管壁厚面,方向与对流室入口炉管流速方向相同。加热炉管道受到简谐激励后的振动结果云图见图3和图4。
由图3和图4可见,对流室炉管越靠近出口,其位移变形越大。对流室排管在z方向上的实际约束为摩擦约束,x、y方向为全约束,故其在z方向存在较大位移。辐射室排管靠近入口处弯曲变形大,变形从入口排管向两边排管递减。辐射室排管180°弯管是通过吊架固定,可判定炉内间歇性异响来源于辐射室弯管与吊架的碰撞与摩擦。后续停工进炉检查,发现辐射室排管磨损程度从入口排管弯头处向两边排管弯头处递减,与辐射室谐响应分析结果一致。故加热炉炉管振动主要是由压缩机往复脉冲激励频率所致,并存在工质流态变化导致的强迫振动。

图3 加热炉排管谐响应振动结果云图

图4 加热炉辐射室入口炉管谐响应振动结果云图
4 结论
(1)加热炉炉管工质为氢油比大于900的气液混合物,在流经弯头等结构时工质流态产生变化,容易引起管道振动。加热炉的加热过程加剧了这种不规则流动,导致管道发生振动。
(2)加热炉炉管受到的约束较小,整体结构柔性非常大,受到激励时容易发生低阶共振,还存在瞬态激励引起的自由振动。
(3)利用 ANSYS Workbench软件建立管道模型,得到的管道振动谐响应分析结果与停工后进炉检测结果相符。
(4)加热炉炉管异响来源于管道振动与支撑件的摩擦和碰撞。根据测试与仿真分析结果,加热炉炉管振动主要为压缩机往复脉冲激励频率所致的强迫振动以及工质流态变化导致的强迫振动,这2种强迫振动有耦合关系。
猜你喜欢
广州化工(2022年18期)2022-10-23
石油和化工设备(2022年3期)2022-07-13
中国特种设备安全(2022年3期)2022-07-08
石油石化节能(2022年6期)2022-07-02
热力发电(2022年2期)2022-03-25
郑州大学学报(工学版)(2021年6期)2021-12-14
燃烧科学与技术(2021年5期)2021-10-28
化工管理(2021年7期)2021-05-13
智富时代(2019年7期)2019-08-16
智富时代(2019年7期)2019-08-16
