胶合板自动化组坯装备的设计
2021-11-25 03:56王次豪
科技信息·学术版 2021年25期
关键词:自动化

摘要:本研究针对胶合板组坯过程中的实际情况设计出了胶合板自动化组坯装备,解决目前在胶合板生产过程中需要依靠大量人工组坯的问题,实现胶合板组坯的自动化和连续化。
关键词:胶合板组坯 自动化 连续化
1引言
胶合板是由木段旋切成单板,再用胶粘剂将其板坯胶合而成的三层或多层的板状材料。由于木材纹理方向(即纤维方向)上存在物理力学性能的差异极大,为了改善其各向异性的缺点,因而可使相邻单板间纤维方向互成直角或可减少相隔角度值使成品的各向异性降至最小。组坯时,为了遵守层间纹理排列原则,一般都遵守奇数层原则。组坯时板坯之间纹理互相垂直,通常将质量好的板坯放于表层,以提高表面质量。
目前在胶合板组坯环节需大量人工操作。经涂胶后的芯板由人工搬运到组坯工作台,并按照背板芯板表板的顺序(以三层板坯组坯为例)一张张的铺放。在胶合板生产过程中,借助于运输带利用小幅面单板组坯铺装板坯时,仍然需要依靠大量人工进行,即胶合板生产还未实现自动化和连续化。
为解决目前胶合板组坯所存在的问题,本设计研究出了两条垂直布置的铺装线相互配合组坯的工作方式,旨在节省人工成本并实现胶合板组坯的自动化和连续化的目的。
2总体结构及工作原理
2.1总体结构
胶合板板坯面积大体型薄,在被提起或运送的过程中容易被撕破,因此要选用吸盘或输送带等之类的不易损坏板坯的运送工具。涂胶芯板在运送的过程中容易与设备粘黏,因此要选择窄条皮带减小与板坯的接触面积,以便于涂胶芯板与皮带的分离。解决了不同类型的板坯运送问题,还要进一步的提高组坯工作效率,因此应该采用多条上料装置互相配合上料的方式,分别向一固定位置上料,以达到上料速度快的目的。为解决组坯铺装过程中各板坯边线对齐问题,其中间的固定上料位置需要有一定的导向及调整板坯运动方向的作用。
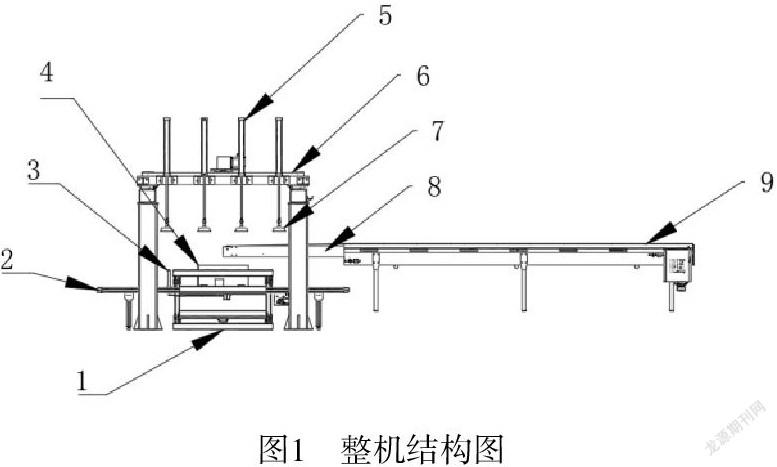
为实现上诉要求,设计胶合板自动化组坯装备整机结构如图1所示,包括升降平台、桁架机械臂(包括伺服电机、减速箱、同步带、齿条机构、直线导轨、机械臂、气缸、气动吸盘等)、组坯平台(包括横向限位挡板、纵向限位挡板、气缸、直线轴承、齿条机构、单相异步电动机等)及往復式传送带(包括往复运动装置、电动推杆、单相异步电动机等)。
2.2工作原理
图2为胶合板自动化组坯装备的工作流程图。
结合图2以三层胶合板的板坯组坯为例,其自动化组坯过程可分成如下三个步骤完成。
1.背板先经升降平台(1)上升至一定高度,再由机械臂(6)上的四个气缸(5)带动其末端的气动吸盘(7)吸取一张背板并提升至一定高度,背板跟随机械臂(6)移动至组坯平台(2)的中间处,最后气缸(5)带动吸盘(7)下降至一定高度并释放背板。背板再经过位于组坯平台(2)上的横向限位装置(4)和纵向限位装置(3)的限位后,到达组坯工作台(2)中的指定位置,此时背板铺装过程结束,机械臂(6)移动至放有表板的升降平台(1)上方的指定位置处。
2.经涂胶后的芯板由往复式传送带(9)运送至组坯平台(2)上的背板位置上方,某一指定位置后。此时往复运动装置(8)以指定速度回撤,涂胶芯板继续匀速向前运动并向下倾斜。此时涂胶芯版先经过组坯平台(2)两侧的横向限位装置(4)的横向限位,再经过组坯平台(2)前方的纵向限位装置(3)的纵向限位。通过以上两个限位装置对涂胶芯板两个水平方向限位后,涂胶芯板先下落部分前端边缘与同侧背板边缘贴合,然后往复运动装置(8)继续回撤,使整个涂胶芯板与背板贴合,此时涂胶芯板铺装过程结束,往复运动装置(8)复位。
3.表板铺装过程与背板铺装过程同理,在完成表板铺装过程后机械臂(6)移动至放有背板的升降平台(1)上方的指定位置处。
进一步的,利用上述方法进行多次组坯,即可实现多层胶合板的组坯工作。
2.3控制系统
整机的控制系统以触摸屏控制的PLC自动化系统控制,整机以电力和压缩空气提供动力。此外,设备上还安装有触摸屏可便于人机交互,方便对设备进行操作。机器启动后通过触摸屏设置好各种参数,然后控制系统按既定的顺序运行。PLC先控制桁架机械臂与往复式传送带交替运行分别完成各板组坯的上料动作,再控制组坯平台的限位挡板打开将组坯后的胶合板运走。
总结
综上所述胶合板自动化组坯设备采用横向铺装线与纵向铺装线组合的设计方案,设备运行时的空行程较少,能够提高板材运送上料的效率,可实现板材的连续输送。此外,通过使用窄条皮带与往复式传动机构,能够解决涂胶芯板在运送过程中与设备之间易粘黏的问题。设备结构简单,通过两条铺装线的配合,能够代替人工一张一张的搬运板坯,实现胶合板组坯过程的连续化和自动化,节约人力资源又降低生产成本。
参考文献
[1]陈志,袁嘉伟,李业添,等.阻燃胶合板燃烧性能的研究[J].山东化工,2016,45(020):45-46.
[2]王慧,张娅梅,朱越骅,等.单板条层积材(PSL)力学性能的各向异性[J].林业科技开发,2018,003(004):51-55.
[3]苏福妹.一种新型结构材料——单板层积材[J].江西林业科技,1990(1):41-43.
[4]蔡杰彦.胶合板单面涂胶组坯技术[J].林产工业,2017,44(001):49-50.
[5]刘火恩.混凝土模板用胶合板流水线组坯工作台.中国:CN中国:CN20062014431.8[P].2006-08-04.
作者简介:王次豪,男,1996.2.27,汉族,山东省滕州市,研究生,无职称,研究方向:机械。
猜你喜欢
经营者(2016年12期)2016-10-21
中国市场(2016年36期)2016-10-19
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29