基于时间—储量轴的烟支质量监控系统开发
2021-11-26 01:37史俊杰李朝兵陈铁昆
设备管理与维修 2021年19期
沈 涛,史俊杰,杨 锰,李朝兵,陈铁昆
(1.红云红河烟草(集团)红河卷烟厂,云南红河 652399;2.昆明鼎承科技有限公司,云南昆明 650400)
0 引言
目前,随着工业信息化、自动化的不断加速,烟草行业对生产的各环节的产品质量、物耗和工序的监控要求也不断提升,红河卷烟厂力求进一步挖掘和提升产品生产的效率、完善产品质量控制、降低物耗,并不断优化生产流程操作。现有的YF17 烟支存储器,烟支存储具有先进后出的特点,最先进入烟支存储器的烟支储存时间最长。在生产过程中如果烟支存储器内烟支长期暴露在空气中,会造成烟支水分和香料的挥发,降低烟支品质和口感,产生质量不合格烟支,存在一定的质量控制隐患。许昌烟草机械有限公司生产的YF17 作为主流的烟支存储器,在卷烟机和包装机间完成烟支的存储连接,但在烟支存储的工艺质量控制方面还存在隐患和不足,对此红河卷烟厂对YF17 烟支存储器进行研究和完善,开发出一套基于时间—储量轴的YF17烟支存储器烟支质量监控系统[1-3]。
1 烟支质量监控系统特点和功能
(1)设计采用原机控制系统上位触摸屏为显示端,使用原设备PLC 编程软件结合编码器输入值,增加独立的计算功能模块,将储量数据虚拟轴和PLC 系统时间轴相结合,完成存储器每层时间数据的动态监控,并实时显示每层烟支开始存储时间和累计存储时间。
(2)通过上位机设置最大存储时间报警功能,当最先存储层存储时间到达最大存储时间时,发出报警信息,控制卷烟机停机直至存储器排空,有效杜绝因烟支存储时间过长而导致的质量问题。
(3)通过自动切换显示烟支存储层的生产班次及存储时间信息的动态显示,为机组设备操控和质量追溯提供时间依据,实现YF17 烟支存储器的质量监控。
2 方案简介
红河卷烟厂YF17 烟支存储器采用西门子S7-1500 PLC 的电气控制系统,配备西门子TP1500 触摸屏人机界面、LENZE8400 伺服驱动系统和编码器进行控制,其中烟支存储器的存储量通过P+F Absolute Encoder 绝对值编码器进行检测,再通过以太网通信将编码器的测量信号实时传送到PLC,通过PLC 的程序处理进行转换,产生储烟桶的储量的实时数据,YF17 电气控制系统网络拓扑如图1 所示。西门子S7-1500 PLC具备较强的系统时钟功能,并自带IEC 时间处理功能块。以此为基础,将储烟桶储量的实时数据定义为数据Y 轴,而将PLC的时钟数据定义为数据X 轴,则可以产生完整的跟随时间变化的烟支存储量变化曲线,为YF17 烟支存储器的运行状态分析和工艺质量控制功能奠定基础。
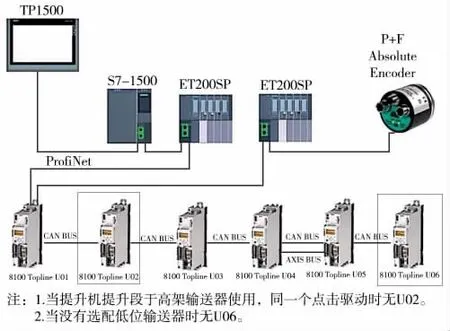
图1 YF17 电气控制系统网络拓扑
西门子TP1500 触摸屏人机界面通过WINCC 上位编辑软件,可以编制内容丰富、功能强大的操作、监控显示界面。利用烟支存储量变化曲线的数据库,在TP1500 触摸屏人机界面上开发出专用的烟层存储时间监控界面,实现对烟支存储量的分班次、各烟层的时间信息动态显示,设置烟层时间参数设置功能,优化信息窗口。通过YF17 烟支存储器烟支质量监控系统,实现对YF17 烟支存储器的工艺质量控制,有助于提升设备运行效率、优化生产流程操作、完善产品质量控制[4-6]。
3 烟支质量监控系统工作原理
读取西门子S7-1500 PLC 程序中编码器实时料位功能块数据,定义储量的实时数据为数据Y 轴,结合存储器的结构特点,将YF17 存储器储存量近似分成20 层,每层料位对应储烟量等于5%,当料位达到对应本层料位值时触发PLC,读取当前系统时钟进行存储,并根据不同烟厂设置的不同班次的起始时间和结束时间,将提取每层触发存储的时间和当前时间进行比较,从而得出每层烟支所属班次,再使用实时时钟数据X 轴和每一层的开始存储时钟进行计算,得到每一层的累计存储时间,信息取得后通过上位机将信息准确地与储量进行对应。
4 烟支质量监控系统软件设计
4.1 实时控制系统的PLC 程序设计
当烟支达到5%整数倍时,PLC 通过FC 功能块读取当前的系统时钟,并根据不同烟厂不同班次起始设置时间进行比较,得出每层烟支所属班次,再用实时时钟和每一层的开始存储时钟进行计算,得到每一层的累计存储时间,通过上位机显示屏根据当前料位储量动态的显示烟支存储信息。要在西门子PLC 控制系统内实现时钟的接受和发送,对西门子触摸屏和西门子PLC之间的通信要求相当高。由于第三方触摸屏生产厂家定义时间变量格式和西门子PLC 不一定能一致,若在触摸屏上设置校正PLC 的系统时钟,或把PLC 时钟格式的时间发送给触摸屏显示,想要实现实时时钟通信拥有相同数据类型是基本条件。上位机显示屏根据料位当前储量动态的显示烟支存储信息。PLC 控制系统工作原理如图2 所示。
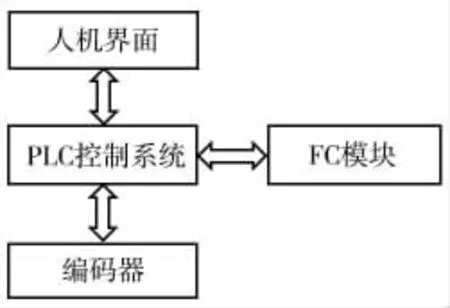
图2 PLC 控制系统工作原理
4.2 烟支质量监控系统的画面设计
首先进行画面布局设计,通过多个方案的比对最终确定方案如下:使用上位机开发软件的绘图工具画出存储器轮廓近似的图案,将存储器画成20 层并且跟随编码器的值实时用黄色来填充显示当前存储量,左侧加入储量柱状图,右侧加入每层料位所对应的存储时间、累计存储时间和所属班次。然后将PLC 所记录的信息准确和储量值一一对应上,并且根据存储器的进出料进行动态显示。
图3 是静态画面,不方便直观展现出它的设计特点和优点。由于存储器在存储料的时候是先进后出,并且烟层显示位置是跟随存量实时变化的,当再进入一层料时,刚开始存储的第一层料的位置已经变为第二层,由5%的储量变到10%,其他层料位以此类推,出料的时候相反。
通过画面设置最大存储时间和存储器内记录每一层累计存储时间进行比较,当储存时间大于设定最大时间时通过上位机以报警的形式通过操作人员参与确定排空存储器内烟支。动态存储监控画面如图3 所示。
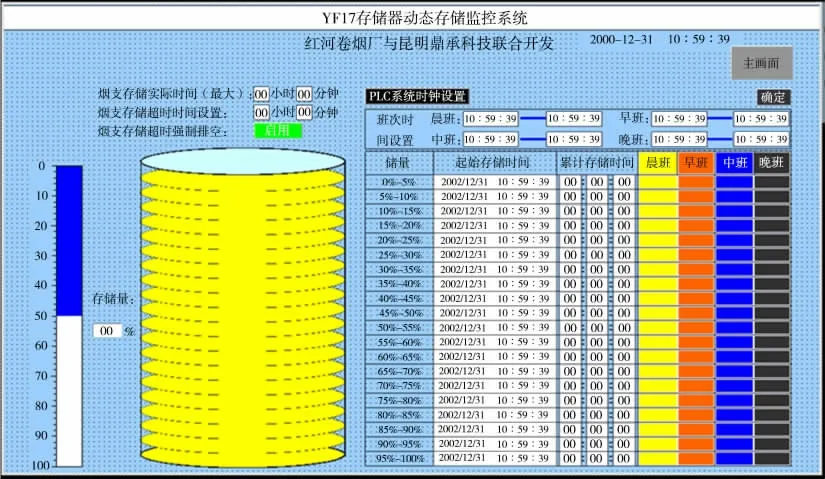
图3 YF17 存储器动态存储监控系统
4.3 柔性控制系统的画面设计
首先进行画面布局设计,通过多个方案的比对最终确定方案如下:使用上位机开发软件调出趋势图控件,以烟支存储量变化曲线坐标图为核心基础,编制包装机和卷烟机间烟支储量的变化实时趋势图,内容主要包括有卷烟机自适应曲线(卷烟机自适应启动)和自适应解除值曲线(卷烟机自适应启动滞后),包装机自适应曲线(包装机自适应启动)和自适应解除值曲线(包装机自适应启动滞后)。
通过设置按钮选择性的启动卷烟机或者包装机自适应来触发自适应控制,左侧可以设置包装机自适应存储量启动百分比和滞后百分比,存储器存量百分比当达到自适应启动之时启动包装机自适应,当小于自适应启动百分比减去滞后值停止自适应启动。
右侧可以设置卷烟机自适应存储量启动百分比和滞后百分比,存储器存量百分比当达到自适应启动之时启动卷烟机自适应,当小于自适应启动百分比减去滞后值停止自适应启动。
画面设计布局的最下方为每个班次的自适应次数和自适应时间,分别记录每一个班次卷烟机和包装机的自适应启动次数和累计启动时间,通过显示可以直观得知设备的运行情况,每个班次都可以查询到上一个或者上两个班次的自适应情况。柔性控制系统如图4 所示。
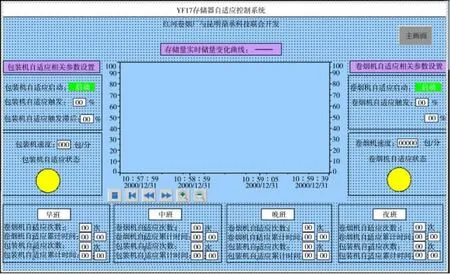
图4 YF17 存储器自适应柔性控制系统
5 结束语
红河卷烟厂YF17 烟支存储质量监控系统的创新性在于不增加硬件成本的情况下进行软件设计来达到生产需求,安装以来,系统运行稳定准确度高,达到烟厂的生产质量要求。节能降耗是企业的生存之本,树立“点点滴滴降成本,分分秒秒增效率”的节能意识,以最好的管理来实现效益最大化,增加自动化监控,减少由于操作人员检测疏忽带来的生产物料的浪费,使企业在行业的竞争中处于不败之地。
猜你喜欢
制造业自动化(2022年3期)2022-06-27
包装工程(2022年11期)2022-06-20
商品与质量(2021年43期)2022-01-18
科技创新与应用(2021年17期)2021-06-29
装备制造技术(2020年4期)2020-12-25
河北农机(2020年10期)2020-12-14
湖南文理学院学报(自然科学版)(2020年4期)2020-11-25
物流技术与应用(2020年8期)2020-08-28
电子制作(2018年22期)2018-12-21
商品与质量(2018年41期)2018-04-15