在封头压力机上实现敞车下侧门的压制
2021-12-02 05:58范文革
科学与生活 2021年25期
范文革
摘要:为保证敞车下侧门的成形质量,敞车下侧门在压制时需压边。针对在封头专用压力机上压制敞车下侧门时,因滑块结构、液压系统、顶出缸功能限制等难以实现压边的问题,制做安装在压力机上滑块上带有压边功能的上模座垫,配合模具完成了下侧门的压制。
关键词:下侧门;封头压力机;压边;上模座垫
1、前言
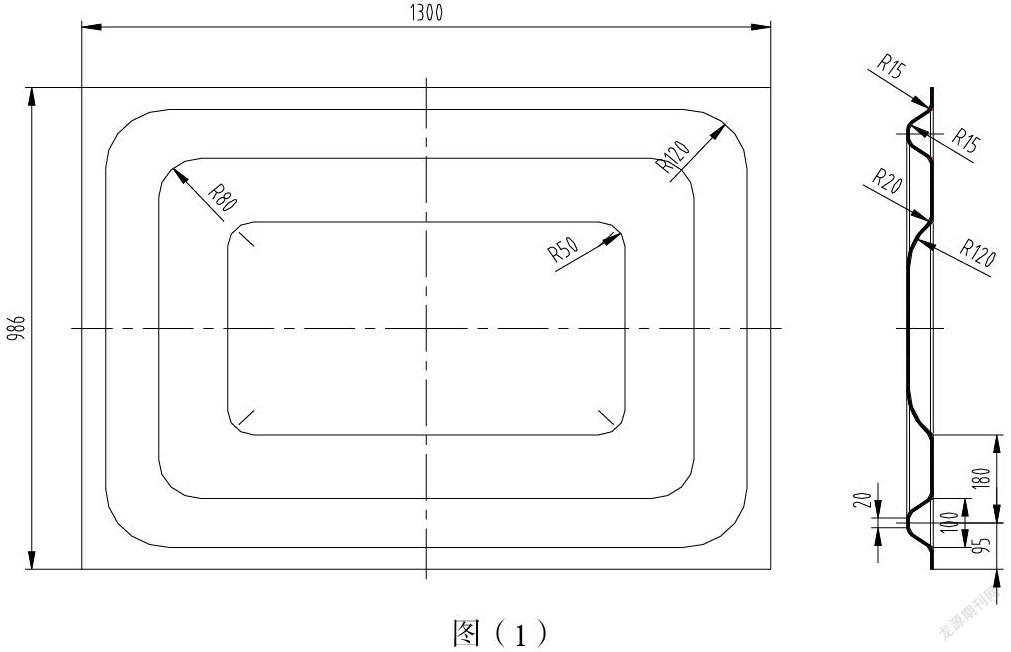
敞车是铁路运输的主要车型之一,主要用于运输煤炭、铁矿石、木材、钢材等大宗货物。下侧门为敞车车体主要部件,结构如图(1),材质Q450NQR1,技术要求为成形后不得皱折、拉裂等冲压缺陷,平面度不大于3mm/m2。
2、工艺分析
下侧门为典型的大型起伏成形件,工艺流程为开平(3倍尺) → 抛丸、涂水性预处理漆→剪床下料→压形→修边。其中压形工序为下侧门制造的主要工序,对下侧门质量起关键影响。
为防止板料起皱,保证工件平面度要求,下侧门压形时需进行压边。经工艺分析,下侧门下料毛坯尺寸1400mm×1100mm×5mm,压边力约130吨,成形力约2250吨。
3、压形设备
根据既有设备配置,敞车下侧门压形用设备为25/17MN封头专用压力机。该压力机用于锅炉容器大型封头的冷冲压成形,
25/17MN压力机为双滑块结构,外滑快为压边滑快,以立柱导向,外型尺寸4000mm×4000mm,压力在系统压力3.5~31.5MP范围内可进行无级调节,当系统最大压力为31.5MPa时可产生2000吨的压边力。内滑块为拉伸滑快,以外滑快导向,外型尺寸Φ2700mm,公称力2500吨。内外滑块的最大开口高度3500mm,内外滑块的工作行程2300mm,内、外滑块最大相对行程1250mm。压力机的下横梁底部配置公称力300吨的顶出缸用于封头压制完后将封头顶出。将内、外滑块锁紧,25/17MN压力机亦可做单动压力机使用,单动最大压力为4000吨。
4、压边分析
成形件常采用的压边方式有:(1)在模具上利用弹性元件(弹簧、聚胺脂橡胶)进行压边;(2)压力机为双动压力机时,采用压边滑块压边;(3)利用压力机上配置的液压垫进行压边。
成形件在压形开始时起皱趋势最大,所需压边力也最大,随着压形的进行,起皱的趋势逐渐减小,所需压边逐渐减小。当25/17MN压力机以单动使用,在模具上利用弹性元件压边时,压形开始时,弹性元件产生的压边力为弹性元件的预压缩力,预压缩力常常较小,而随着压形的进行,弹性元件被压缩,产生的压边力增大。利用弹性元件进行压边与压形工艺需要的压边力相反,难以保证工件质量要求。
该压力机虽为双动压力机,但滑块为内、外结构,压制下侧门用外滑块压边时,外滑块的内孔直径Φ2700mm,而板料的压边为1400mm×1100mm与1210mm×800mm环型框区域,外滑块与压边区尺寸相差较大,实现压边需制作结构复杂、庞大的传力座。同时压力机的外滑块的压边力在220~2000吨范围内才能实现无级调节,加上外滑块和模具的重量在80吨以上,因此相比需要130吨的压边力来说,外滑块产生的压边力只需50吨,压边力太小造成压边力设定、控制困难。
通用单动压力机一般配置液压垫,通过液压垫实现成形件的压边。该封头压力机的顶出缸,只有顶出功能,没有液压垫功能,不能实现压边。
因此,解决压边问题是在封头压力机上制造下侧门的关键。
5、压边装置
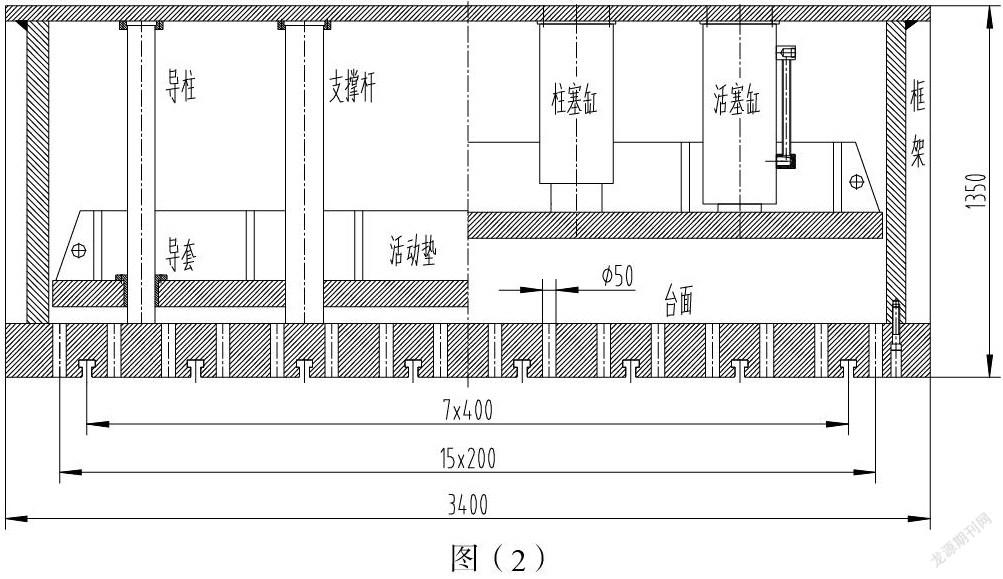
为得到可靠、稳定、可调的压边力,解决下侧门和其它大中件压形时的压边问题,制造具有压边功能的上模座垫,上模座垫主体结构简图如图(2)。
主体由台面、框架、活动垫、支撑杆、导柱、导套等组成。台面通过内六角螺栓组装在框架上,台面加工有T型槽和顶杆孔,用于模具和顶杆的安装,各行、列的顶杆孔以中心对称,孔间距200mm,顶杆孔尺寸范围3000 x 1800mm。框架为上盖板和立板焊成的四方结构件,上盖板上加工有T型槽,用于将上模座垫安装在压力机的滑块上。框架内放有活动垫,四个柱塞缸和四个活塞缸的缸体安装在框架上盖板上,同时活塞、柱塞与活动垫相连接,8个油缸产生的最大压力为640吨,压力可在0 ~ 640吨无级可调,活动垫行程为300mm。为保证工作时活动垫平行运动,设置导柱、导套用于导向。为保证上模座垫在2300x2000mm、3400 x 2400mm范围内分别承受2000吨、4000吨负荷时挠度不大于0.4mm,有效减小台面厚度,在框架上盖板与台面之间设置了11根支撑杆。
上模座垫液压系统不设单独的泵站,借用压力机的液压和电气控制系统,进油和回油通过高压软管接入顶出缸油路中,利用压力传感器、位移传感器、控制阀、2AD模块实现压力的全吨位无级调节,压力、活动垫行程可在操作台面上显示。
6、效果
配置上模座垫后使下侧门压形模具设计、制造变得容易,与利用通用压力机液压垫进行压边的下侧门压形模具不同的是采用上模座垫进行压边的下侧门压形模具为正装结构。模具结构如采用上模座垫进行压边的下侧门压形模具已用于生产。压形时通过固定在模具压边圈上的顶杆推动上模座垫内的活动垫板实现了压边。按设定的工艺参数压制的下侧门型腔饱满,无皱折,无裂纹,平面度小于2mm/m2,满足设计要求。
配置上模座垫后,封头专用压力机具有了带有液压垫的通用压力机的功能,扩大了封头专用压力机的使用范围。
参考文献:
[1]卢忠敏. 数控技术在封头专用压力機上的应用[J]. 锻造与冲压,2004,000(010):9-13.